HYSYS动态模拟进料波动对连续减压精馏塔的冲击影响
2022-08-08 00:35朱冠楠
化工与医药工程 2022年3期
朱冠楠
(中石化上海工程有限公司,上海 200120)
二甲基亚砜,简称为DMSO,是一种低毒性极性溶剂,广泛应用于合成纤维、化工、医药、农药等多个领域,常用作溶剂及反应试剂。在以DMSO为溶剂的聚丙烯腈纤维生产工艺中,为了从纺丝浴液及清洗溶剂中回收分离DMSO及生产用水,实现更低的装置单耗及能耗,往往需要设置DMSO溶剂回收单元。
DMSO长期在较高温度下操作时,容易分解产生硫化物[1],其在115 ℃以下基本稳定,超过115 ℃时热分解速率随着温度的升高不断加快,当超过140 ℃时发生明显的分解[2]。因此DMSO的精馏往往采用减压精馏的方式,选择合适的操作温度和适当的真空度,来获得较高的分离效率。由于DMSO与水沸点差别较大,因此在对组分分离纯度要求不是很高的情况下,采用单塔即可完成基本的分离[3]。常见的回收工艺随处理量、处理要求的不同主要分为减压间歇精馏、减压连续精馏[3]、多级减压连续精馏[4-5]、多效膜蒸馏浓缩等[6]。分离出的水根据实际工艺需求,可以回用或作为污水排放,产物为较纯的DMSO回用。典型的单塔减压连续精馏流程如图1所示。
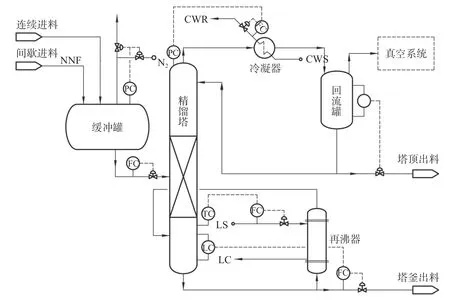
图1 典型的单塔减压连续精馏流程Fig.1 Typical continuous vacuum distillation process with single column
连续精馏相比间歇精馏,具有处理量大、能耗低、节约人力等多种优点,但应用于实际生产时,还需要考虑间歇废液带来的影响。例如化纤装置一般设置有内精密清洗间,在装置正常生产期间定期使用浓溶剂对喷丝板等组件进行清洗,清洗操作中产生的含DMSO废水浓度较高,且周期性间歇排放。考虑到最大程度地回收溶剂及污水环保排放等要求,这股废液往往也会一并送至溶剂回收单元进行处理,而精馏塔的稳定操作对进料的组成、流量、温度、压力等参数的稳定性较为依赖, 因此,有必要研究进料波动对连续精馏塔产生的实际影响。
1 稳态模拟
以某化纤装置中DMSO分离塔为基础,在ASPEN HYSYS中搭建精馏塔的稳态流程,物性包采用NRTL-RK,根据拟定的分离要求,进行简捷塔模块的计算,得出理论板数、实际板数、进料板、操作温度、压力等初步信息,再输入到复杂塔模块进行核算,得出收敛的稳态塔模型,并以此为基础转化为动态模型,精馏塔系统的稳态模型如图2。
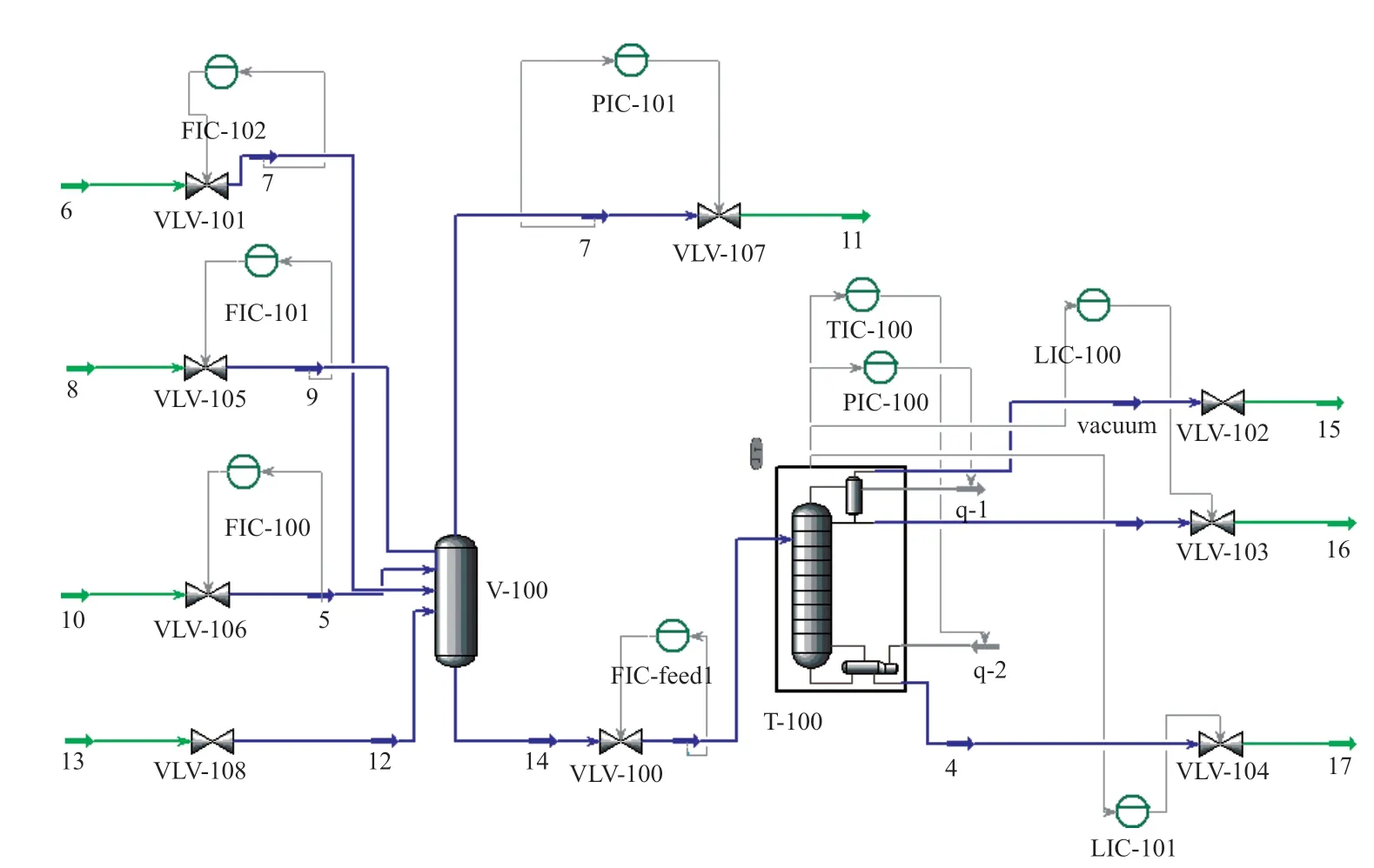
图2 精馏塔稳态模型Fig.2 Steady-state model of distillation column
稳态精馏塔的计算结果如表1所示。
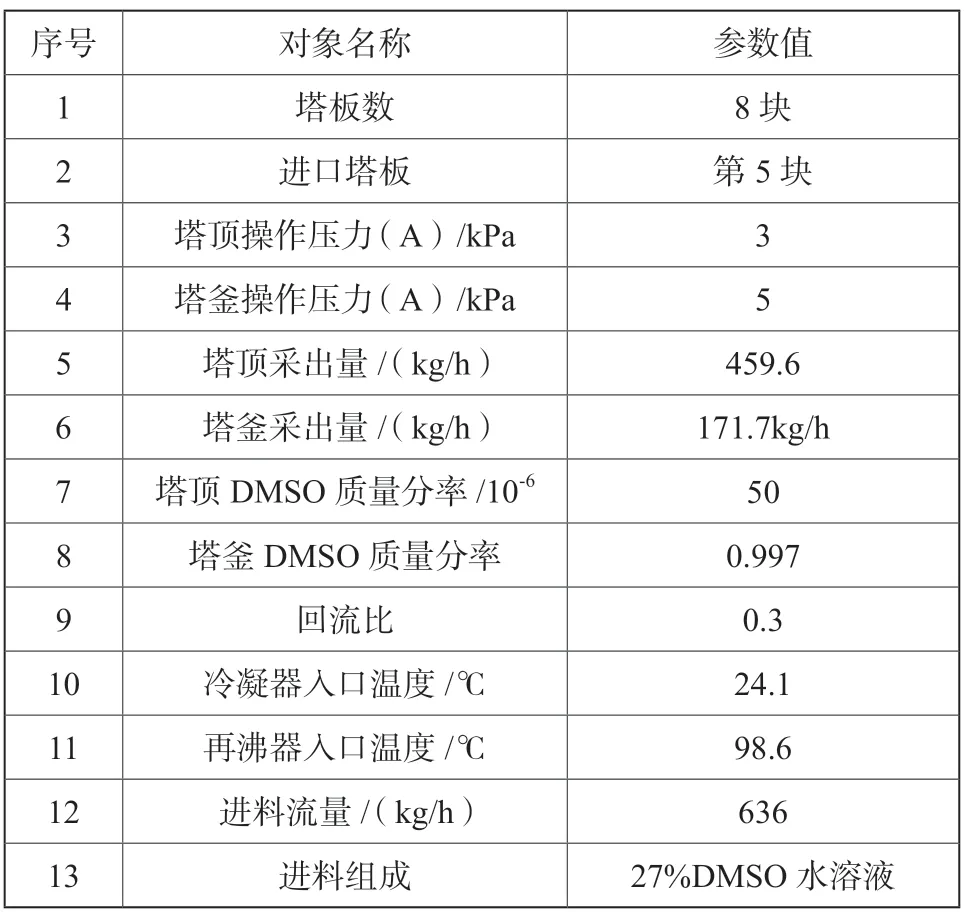
表1 精馏塔计算结果Tab.1 Calculation results of distillation column
2 动态模拟
2.1 动态运行
将稳态模型转化为动态模型,并使用HYSYS内置阶跃扰动模块对塔进料流量控制、塔釜温度控制、塔顶压力控制、回流器和再沸器液位控制等主要PID控制器参数进行整定,各类参数初始值及默认值如表2、表3所示。
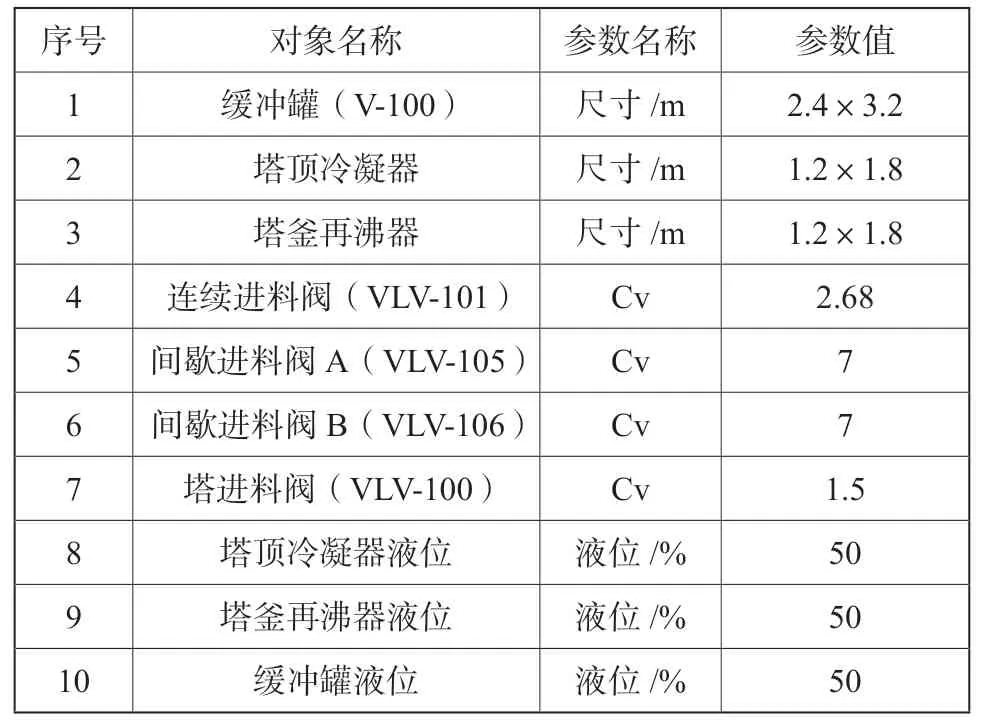
表2 各类参数初始值Tab.2 Initial value of the Primary parameters
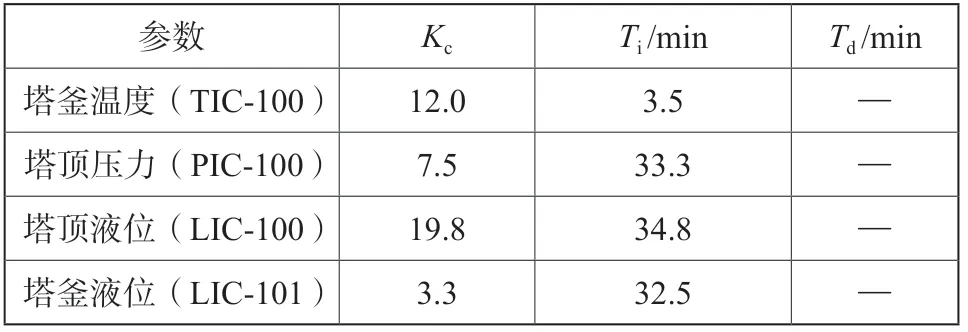
表3 主要控制器的Kc、Ti、Td参数Tab.3 Kc, Ti, Td parameters of the main controller
2.2 模拟分析
使用HYSYS软件中自带的事件调度器功能,模仿内精密清洗的流程操作,在动态精馏塔操作稳定后的第500 min、590 min、690 min、780 min通过打开间歇进料阀A(VLV-105)和间歇进料阀B(VLV-106)依次向缓冲罐间歇进料,事件调度器设置如表4所示,并分析以下3个因素对精馏塔产生的影响:

表4 事件调度器设置Tab.4 Event scheduler Settings
(1)塔进料控制方式;
(2)缓冲罐尺寸;
(3)间歇料注入方式。
3 模拟结果与讨论
3.1 塔进料控制方式
经典的精馏塔进料控制为恒定流量进料,但实际操作中,缓冲罐的尺寸受设备布置、投资费用、体量成本等各方面因素影响,不宜设置过大。当上游来料量有波动时,缓冲罐的液位相应会发生波动,长期操作有液位失控的风险,为了实现更高的自动化控制水平,结合装置操作特点,采用小通量、有限制的进料阀及小比例调节参数,在控制液位的同时缓和进料流量变化并限制最高进料流量,并与常规的恒定流量进料方案进行对比。
首先观察精馏塔在以636 kg/h流量恒定进料模式下,事件调度器依次按时触发4个事件后,进料缓冲罐V-100的液位、塔进料流股1的流量与组成、以及塔顶、塔釜采出量及组成随时间变化的趋势,如图 3 ~ 5所示。
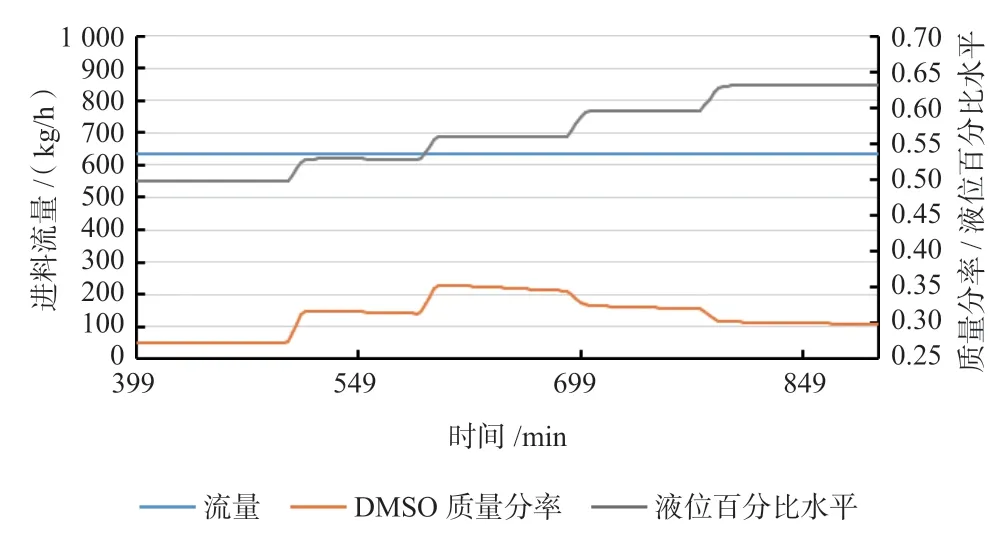
图3 缓冲罐组成、液位及出料量走势图Fig.3 Stabilization tank composition, liquid level and discharge trend
由图3可以看出,随着事件1 ~ 4依次触发,缓冲罐液位逐渐升高并保持稳定;流股1的DMSO质量分率因事件1、2迅速升高,后又随着事件3、4降低,最后随着时间的延长因新鲜料稀释缓慢靠近初始值;进塔流股1的流量在此期间一直维持不变。各参数变化情况与预期一致。
由图4 ~ 5可以看出,随着进塔流股1浓度的先升后降,塔顶、塔釜的流量、组成均产生滞后性的变化。值得注意的是,由于塔进料流股1的浓度受缓冲罐存液的影响,需相当一段时间才能被新鲜料稀释至初始值,这在一定程度上也影响了塔的恢复。为了更好地展示曲线趋势,各项参数截取0 ~ 6 000 min时间段,并根据波动的峰值进行比较。
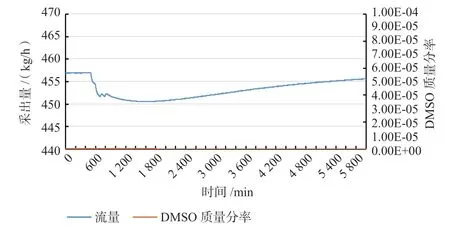
图4 塔顶组成及采出量走势图Fig.4 Concentration and flow rate on top of tower
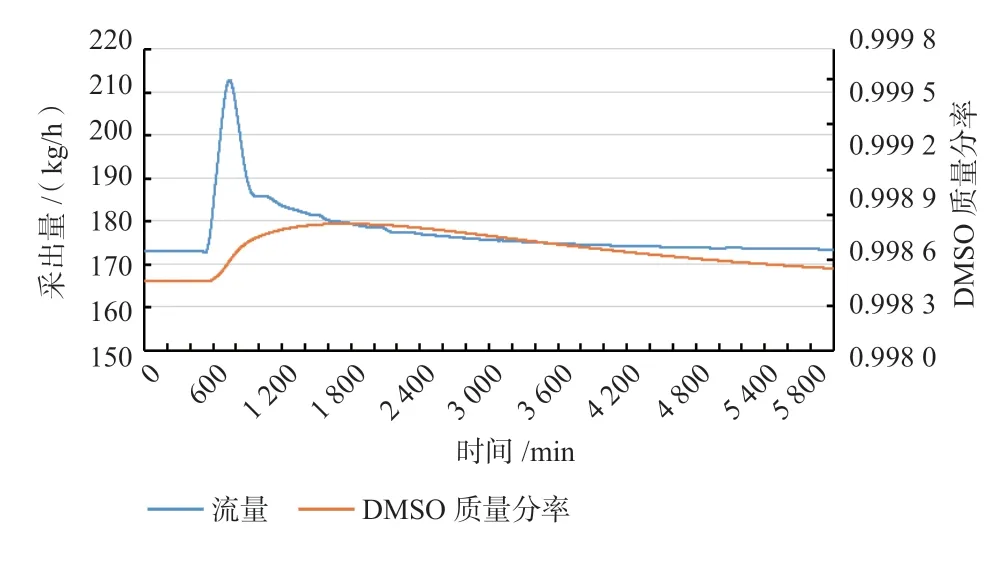
图5 塔釜组成及采出量走势图Fig.5 Concentration and flow rate on bottom of tower
再将塔进料调整为液位控制方案,设置进料阀(VLV-100)CV= 0.75,流量由进料缓冲罐液位水平控制。分别比较当Kc取值为0.1、0.2、1、5以及恒定进料模式下塔顶、塔釜组成及出料量趋势,如图6 ~ 8所示。
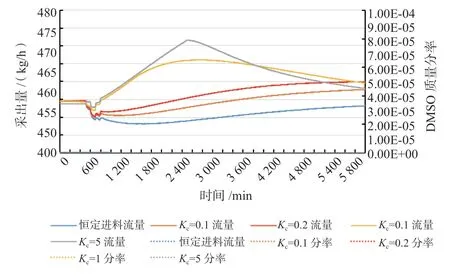
图6 塔顶组成及采出量走势图Fig.6 Concentration and flow rate on top of tower
观察塔顶、塔釜的组分浓度、出料量,发现采用液位控制进料方案,当Kc= 0.1 ~ 0.2时,塔的运行整体比恒定流量进料方案更为稳定。
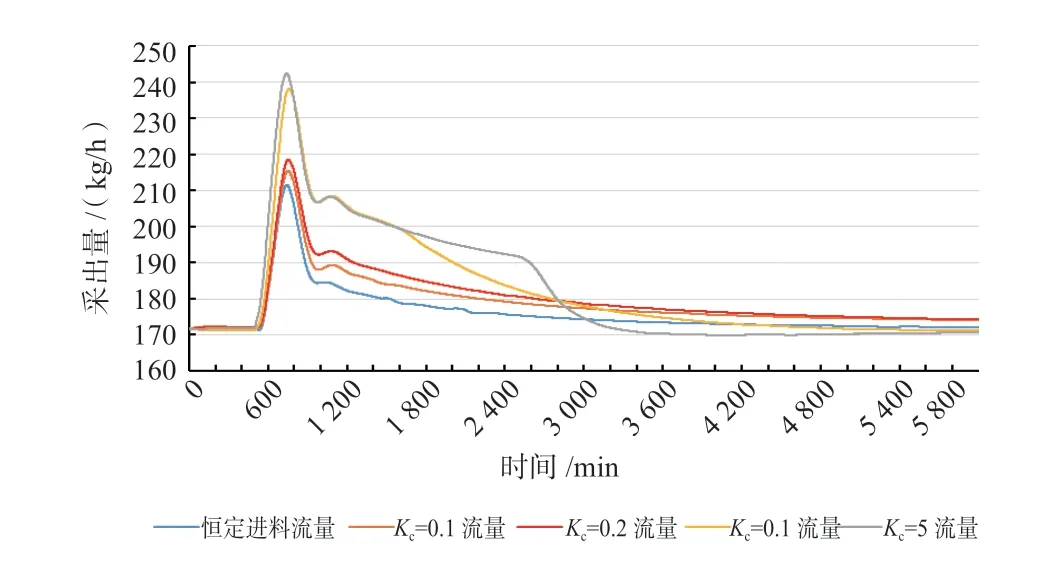
图7 塔釜采出量走势图Fig.7 Flow rate on bottom of tower
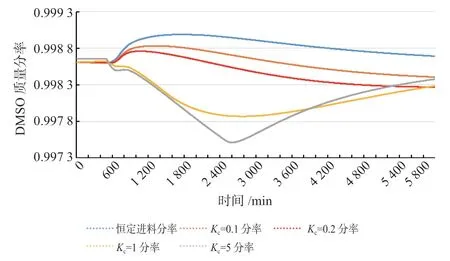
图8 塔釜组成走势图Fig.8 Concentration on bottom of tower
3.2 缓冲罐尺寸
采用塔恒定流量进料方案,选择不同尺寸的入口缓冲罐,并对比塔顶、塔釜采出量及组成随时间变化的趋势,如图9 ~ 11所示。
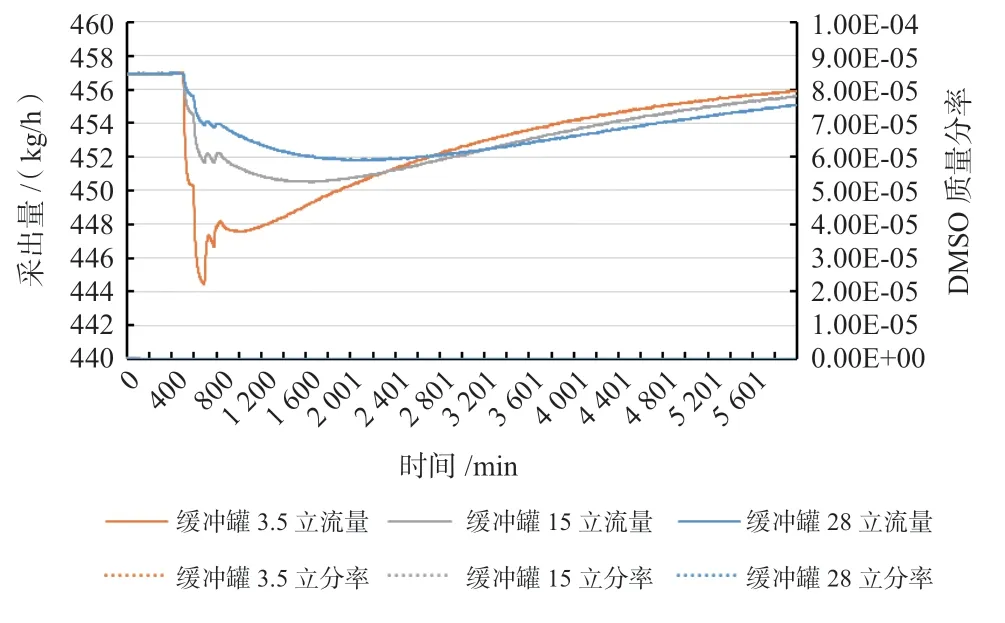
图9 塔顶组成及采出量走势图Fig.9 Concentration and flow rate on top of tower
观察塔顶塔釜的组分浓度、出料量可以得出,缓冲罐的尺寸越大,塔顶塔釜的采出量波动越平缓,且组成波动也越小。可以得出:越大的缓冲罐越有利于塔的稳定操作,但随着尺寸的继续增大,塔恢复的速度也越慢,且稳定性的改善变得不明显,存在明显的边际递减效应。
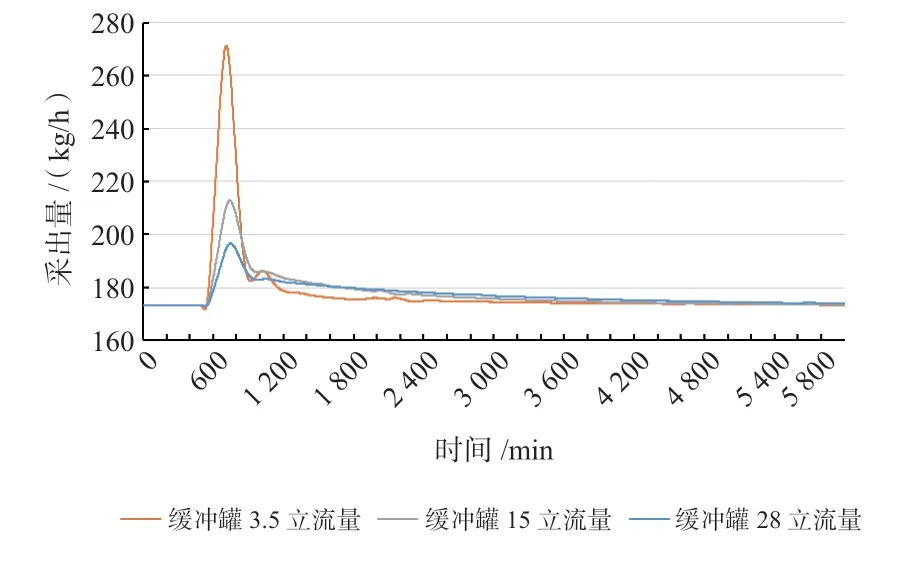
图10 塔釜采出量走势图Fig.10 Flow rate on bottom of tower
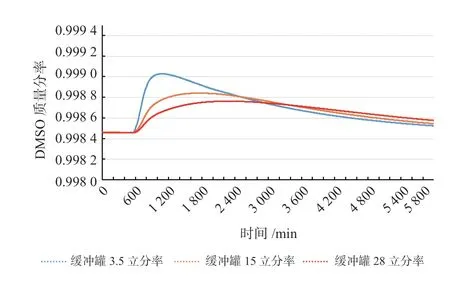
图11 塔釜组成走势图Fig.11 Concentration on bottom of tower
3.3 间歇料注入方式
采用塔恒定流量进料控制方案,对比在间歇进料量相同的前提下,大流量短时间进料和小流量长时间进料,即单次事件发生时长为10 min及单次事件发生时长为90 min对塔冲击的影响。
观察塔顶、塔釜的组分浓度、出料量。发现间歇料注入方式的改变对冲击的影响不明显。
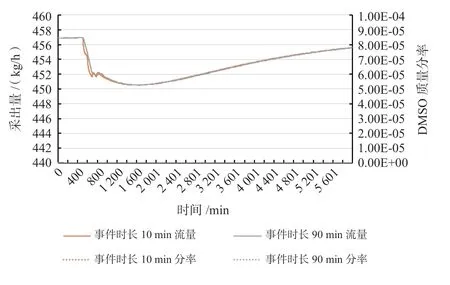
图12 塔顶组成及采出量走势图Fig.12 Concentration and flow rate on top of tower
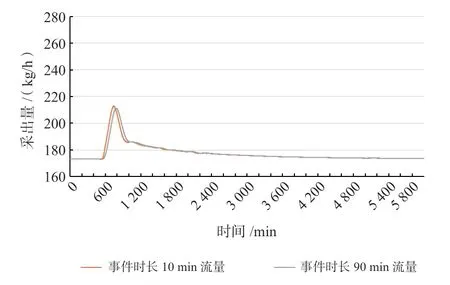
图13 塔釜采出量走势图Fig.13 Flow rate on bottom of tower
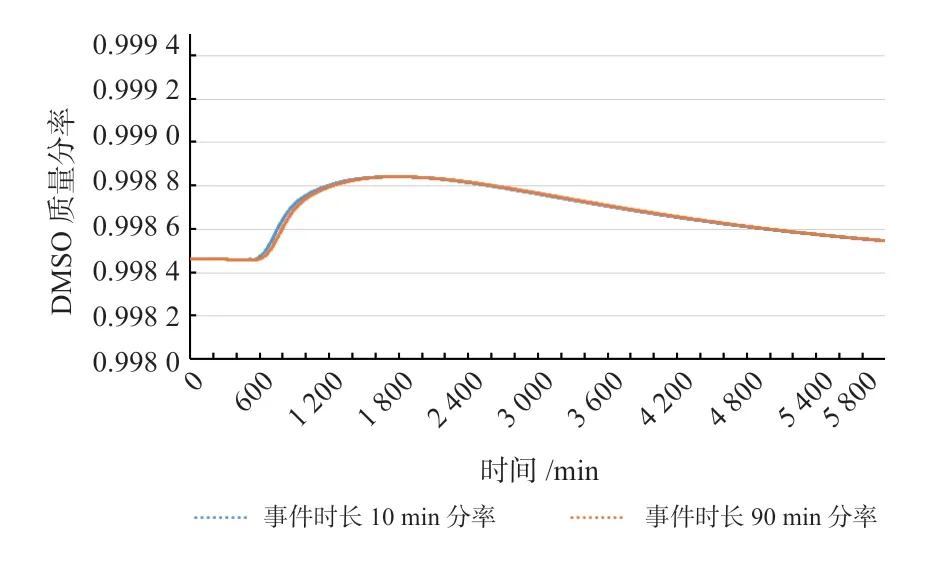
图14 塔釜组成走势图Fig.14 Flow rate on bottom of tower
4 结论
本文使用ASPEN HYSYS动态模拟为工具,建模分析连续减压精馏塔正常操作期间接受规律的间歇流股进料时,不同的精馏塔进料控制方案、入口缓冲罐尺寸、间歇来料注入方案对精馏塔操作的稳定性影响,并总结出以下结论:
(1)在间歇来料规律的前提下,选择合适的进料阀CV及小比例调节参数Kc,在控制液位的同时缓和进料流量调整的速度,可以在兼顾液位调节功能的同时,实现精馏塔操作稳定。
(2)缓冲罐越大越有利于塔的稳定操作,但边际递减效应较为明显,在实际工程实施中,应结合分离要求、开停车缓存要求、投资费用及安装空间等各方面因素选择合适的缓冲罐尺寸。
(3)在间歇来料总量相同的前提下,间歇料注入方式的改变对塔稳定性影响的差别不明显。
猜你喜欢
能源化工(2021年3期)2021-12-31
科技创新与应用(2020年19期)2020-06-23
孩子(2020年12期)2020-01-06
小资CHIC!ELEGANCE(2019年40期)2019-12-10
商品与质量(2019年34期)2019-11-29
红领巾·萌芽(2019年3期)2019-04-18
红领巾·萌芽(2019年2期)2019-04-18
中小学心理健康教育(2014年7期)2014-04-21
科技传播(2012年16期)2012-04-19
青年文摘·上半月(1993年2期)1993-01-01