夹套冷却式工艺烧嘴的研发及在水煤浆气化的应用
2022-07-29 09:10:42唐广军
煤炭加工与综合利用 2022年6期
李 琳, 赵 洋, 唐广军, 郭 猛, 赵 岐, 孙 星
(1.山东兖矿国拓科技工程股份有限公司, 山东 济南 250101;2.兖矿鲁南化工有限公司, 山东 滕州 277527)
工艺烧嘴是水煤浆加压气化炉的核心设备,是影响水煤浆气化炉长周期安全运行的主要因素之一[1]。 受炉内高温气流冲刷、 腐蚀、 高温热辐射等因素影响[2], 工艺烧嘴在气化炉内易出现烧嘴盘管损坏泄漏、 烧嘴头部腐蚀、 龟裂等问题,给气化装置安全稳定运行带来隐患。 为更好地延长工艺烧嘴使用寿命, 对工艺烧嘴损坏原因进行了分析, 研发出新型夹套冷却式工艺烧嘴, 并在水煤浆加压气化炉装置内进行了应用, 获得了良好的效果。
1 影响水煤浆气化炉工艺烧嘴使用寿命的因素
水煤浆气化炉工艺烧嘴的损坏方式主要有以下3 个方面。
1.1 烧嘴冷却水盘管损坏
烧嘴冷却水盘管的损坏主要有两个原因, 一是冷却水盘管与工艺烧嘴喷头连接处存在的应力、 材料、 高温合成气体热辐射、 腐蚀等问题导致焊缝处开裂; 二是工艺烧嘴盘管和气化炉耐火砖之间存有积灰或者积渣, 气化炉停车拔出工艺烧嘴的过程中易使盘管损坏。
1.2 物理磨损损坏
工艺烧嘴在使用过程中, 受煤浆冲刷及外在压力等因素影响, 工艺烧嘴喷头内口径磨损严重[3], 影响气化炉雾化效果及烧嘴使用寿命。
1.3 热冲击、 化学腐蚀、 应力对外工艺烧嘴喷头的损坏
热冲击、 化学腐蚀、 应力等因素影响易导致外喷头端面的径向放射性裂纹及不规则龟裂的形成。
2 新型夹套冷却式工艺烧嘴的研发
为进一步延长工艺烧嘴的使用寿命, 达到气化炉长周期安全稳定运行的目的, 公司结合常规盘管式工艺烧嘴的运行状况进行了夹套冷却式工艺烧嘴的研发, 主要包括以下几个方面:
(1)盘管式工艺烧嘴煤浆、 内氧管线不动,改进烧嘴端面冷却结构形式, 即将外氧喷头冷却方式改为水夹套式。
(2)原外氧喷头端盖材质为UMCo50, 现考虑夹套端部的多曲度、 延伸率, 材质改为INCONEL600 或INCONEL625。
(3)对烧嘴端部燃烧温度分布、 烧嘴端面冷却水特别是外侧水室温度分布、 烧嘴端部与高温合成气的温度、 烧嘴头部冷却水腔室内速度分布、 烧嘴头部冷却水腔室内压力分布进行了分析模拟计算。
新型夹套冷却式工艺烧嘴外形结构见图1。

图1 夹套冷却式工艺烧嘴
3 夹套冷却式烧嘴在气化装置上应用
兖矿鲁南化工有限公司气化车间有3 台德士古气化炉, 单台气化炉日处理煤量约为450 t,气化炉操作压力: 2.90 MPa, 气化炉操作温度:1 300~1 350 ℃。
夹套冷却式烧嘴在兖矿鲁南化工有限公司德士古气化炉上试用了121 d, 夹套冷却式烧嘴运行工艺指标见图2, 运行结果证明: 夹套式工艺烧嘴各项指标运行正常, 进出水温差小, 换热效果明显优于原盘管式烧嘴; 新型夹套式工艺烧嘴的安装和拆卸比原盘管式结构烧嘴方便, 且对烧嘴座的耐火砖基本没有损坏; 拆卸后经过检验, 烧嘴各项组合尺寸没有变化, 且烧嘴端面检查没有发现裂纹现象。 运行121 d 后的烧嘴情况见图3。
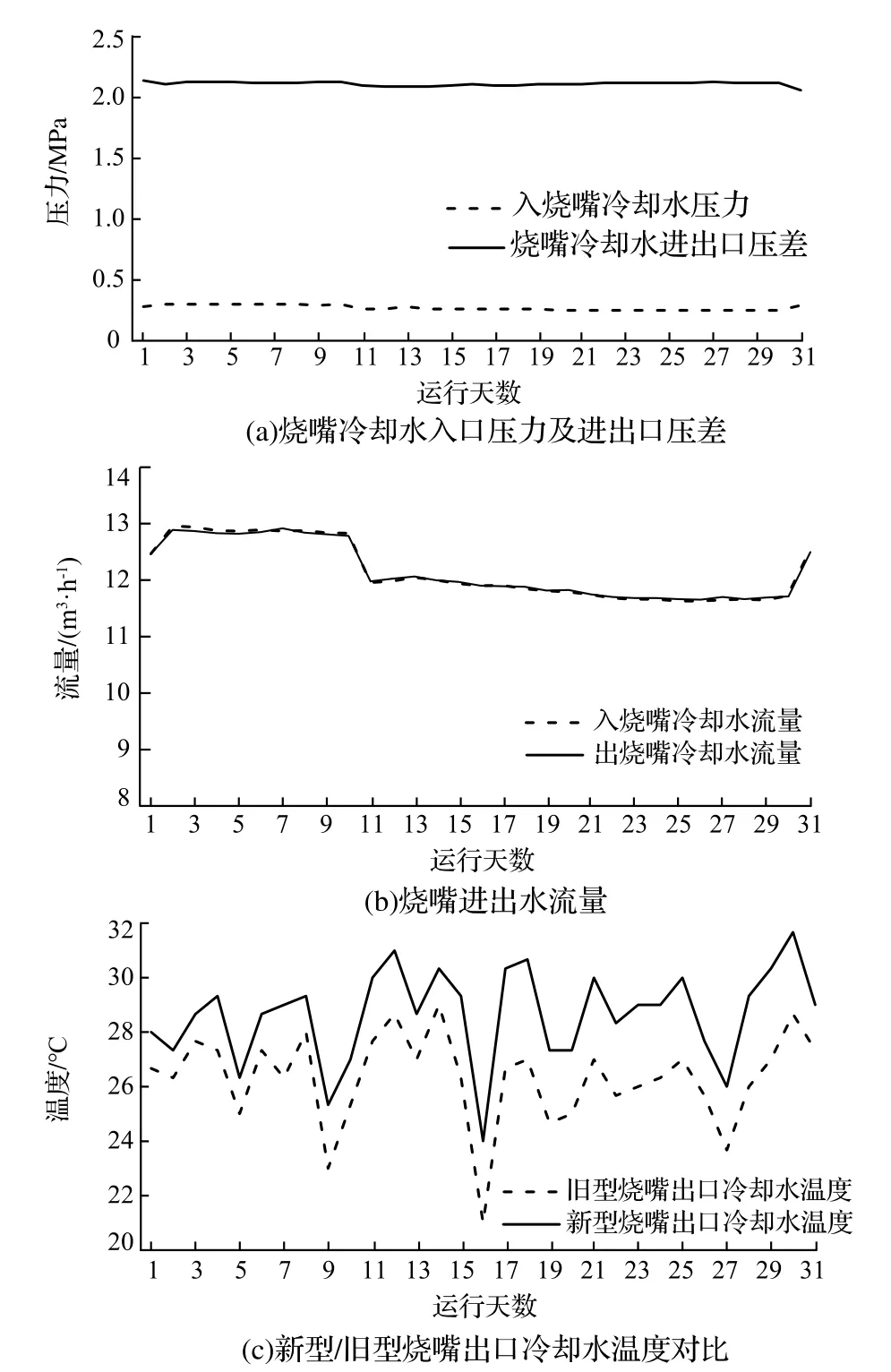
图2 夹套冷却式烧嘴运行工艺指标

图3 运行121 天后的夹套冷却式烧嘴
4 结 论
我公司自主研发的夹套冷却式烧嘴对烧嘴内部各通道环隙进行了优化, 增大了冷却水的流通面积。 根据工业试用情况和数据分析可得出以下结论: 夹套冷却式烧嘴提高了换热效率, 可有效延长烧嘴运行寿命, 且便于安装和拆卸, 降低了烧嘴的维修费用, 缩短了维修工期, 为企业节约了时间和经济成本, 更重要的是为气化炉的长周期安全稳定运行提供了安全保障。
猜你喜欢
中国特种设备安全(2021年7期)2022-01-19 05:07:52
中国农村卫生事业管理(2021年12期)2021-10-21 08:16:14
山东煤炭科技(2020年1期)2020-03-06 06:43:28
纯碱工业(2018年5期)2018-10-19 06:07:38
能源(2018年8期)2018-09-21 07:57:16
石油化工建设(2017年2期)2017-06-05 08:52:52
工业设计(2016年10期)2016-04-16 02:44:12
天津科技大学学报(2016年1期)2016-02-28 16:59:46
氮肥与合成气(2015年8期)2015-12-23 10:40:22
中国卫生(2014年4期)2014-12-06 05:56:54