X80钢管双连管埋弧环焊用烧结焊剂研制*
2022-07-26 06:10:44赵红波赵立波赵西岐
焊管 2022年7期
0 引言
随着我国油气消费量和进口量的快速增长,为了大幅提高天然气输量和压力,X80高钢级大直径钢管越来越多的被投入到了管道建设中,对于现场管道焊接施工提出了更高的要求。双连管施工工艺是将两根钢管在预制场内先组对焊接,再将双连管运抵施工现场进行焊接施工,该双连管施工焊接工艺主要采用埋弧自动焊
。埋弧焊作为一种可有效提高焊接质量、减轻焊工劳动强度、提高经济效益的高效焊接工艺,应用于双连管管道预制现场,可极大的缩短施工工期,成为后续天然气管道建设应用的一种趋势
。为了避免天然气管道环焊缝发生低温脆性断裂,管道环焊缝除对强度有要求外,还要求管道具备优异的低温断裂韧性。同时,要求管道在低温服役条件下,有足够的防脆性开裂能力
。一般的高碱度渣系的烧结焊剂较易于获得高韧性焊缝,但高韧性同时兼具优异的工艺性能却具有很大的技术难度,主要是由于烧结焊剂在提高碱度的同时需要增加大比例的MgO、CaO、Al
O
等高熔点氧化物,改变了熔渣的熔化区间和熔点等物理性能,特别是焊接较大厚度的钢管,由于需要采用多层焊接,焊道相互之间有一定的热处理的作用,由此大大的增加了焊缝中先共析铁素体组织出现的机率,易于造成焊缝金属低温冲击吸收能量下降并出现大幅度波动。Ni属于奥氏体稳定化元素,其熔点较高,是一种不易与碳发生反应生成碳化物的合金元素,且在烧结过程中不氧化,在熔融状态下挥发损失为2%~3%,可以完全固溶于奥氏体,起到固溶强化的作用。朱官朋等
研究表明,增加低合金钢焊缝中的Ni含量可显著的提高焊缝熔覆金属的拉伸性能,焊缝熔覆金属的低温韧性提升与Ni的具体成分范围存在着很大的关系。
为了比较转移支付在中国教育水平趋同中的作用,下文将采用β绝对收敛、β条件收敛对中国以及东、中、西部地区间的教育水平进行研究,以揭示西部地区受教育水平差异及缩小的内在原因。中国各省的教育水平和转移支付都存在显著的空间效应,因此本文借助空间经济收敛模型,构建教育水平的空间β绝对收敛(式2~式3)和条件收敛的空间面板自相关模型和空间面板滞后模型(式4~式5),以考察转移支付条件下教育水平增长与初期发展水平的关系。鉴于教育发展程度除了受国家财政支持力度的影响外,还取决于当地的经济发展水平,因此将经济发展水平也作为必要条件纳入β条件收敛模型。
而目前市面上并未有专门针对于油气钢管环焊焊接所用的焊剂材料,因此,亟需进行X80钢级双连管埋弧环焊用烧结焊剂的开发与研制。
1 X80钢级双连管焊缝技术要求
烧结焊剂作为埋弧焊接生产过程中的一种重要的保护材料,配合相应的焊丝在焊接过程中对焊缝进行合金成分过渡、冶金处理,并保护焊缝不受外界有害气体的侵入,最终达到改善焊缝力学性能、保证焊缝的良好工艺性能等作用。一方面,对于X80高钢级钢管的双连管焊接,为了避免过热后焊接接头热影响区性能恶化,通常以高速小线能量、多层多道焊接工艺为主,因此,对焊接过程中的层间脱渣性、焊缝内在纯净度及高温熔融金属流动性都提出了更高的要求;另一方面,为了保障管道服役的安全性,要求环焊缝具有更高的强度,特别是服役于重大工程的X80钢级管道环焊缝常常需要采用高强匹配,并附加了更为苛刻的断裂韧性控制要求。因此在确定的X80管材及焊丝匹配下,为了保证环焊缝具备优良的内在质量和性能,对于X80钢管环焊烧结焊剂的选用和组分提出了更高的要求。
由于供水工程具有营利性,要创造条件吸引社会资本参与,研究社会资本投资及回报方式,为农村供水工程建设注入活力。
为了保证双连管具备优异的力学性能、良好的宏观形貌及较好的纯净度,根据双连管高速小线能量的工艺特征要求,所研制的焊剂配合相应的高强韧性焊丝,使焊接过程中Mn、Mo、Ti等有益合金能够充分过渡到焊缝金属中去,辅助焊缝能获得均匀、细小的针状铁素体组织,保证焊缝具有优良的力学性能,最终控制双连管环焊接头抗拉强度能达到650 MPa以上,-10℃下环焊缝冲击韧性值稳定在150 J左右,-10℃环焊缝CTOD值大于0.254 mm。同时,需要焊剂在进行环向焊接后具有良好的脱渣性,各层间、道间不出现粘渣、夹渣,且焊接后的渣壳能够较好的脱落,保证环焊后不同层道间焊道边缘规整,焊缝表面光滑,不得有表面气孔、麻点、压痕和裂纹等缺陷,焊接金属熔液具有良好的铺展性,保证焊缝金属和母材过渡平滑,焊道表面无鱼脊。另外,应当严格限制焊剂中带入的P、S含量,并保证焊剂在焊接过程中具备良好的脱硫、去磷和溶氢、脱氧能力。
2 X80钢级钢管环焊烧结焊剂设计
2.1 渣系选择
中原人口迁往徽州前,已深受中原文化的影响,他们有根深蒂固的宗法观念,特别是汉族的官员,他们自己有很强的宗法意识。但在迁徙到徽州后,北方的汉族失去了多年积累的政治地位和经济特权,再加上躲到徽州避难,所以危机意识很重。因此,为了维护氏族的利益,他们仍然努力维护宗族结构,形成氏族武装力量,和中原文化相融合,巩固封建宗法制度。最后,南迁的人口反客为主,中原文化打败了原来的山越文化。因此,为了融入中原主流文化,宗族制度必须成为其强有力的工具,宗族组织已成为徽州社会结构的基础[3]。
2.2 焊剂组分及含量的确定
在原有河南省水利网站的内容和功能基础上,以政府网站“政务信息公开、在线服务和公众参与”三大功能为准则,建设一个符合《河南省政府门户网站内容格式规范》和《河南省政府信息公开条例》的河南省水利系统服务型网站群:省厅门户主网站和各级下属单位子网站相结合,搭建各级网站协同工作的网站群平台,努力达到“一站式”服务,方便公众(见图 1)。
将萤石、电熔镁砂、大理石、Ni粉、稀土等按一定比例组成的粉料混合均匀,采用钾钠比例为1∶1、模数为2.5的水玻璃作粘结剂,将粉料粘结成10~60目的颗粒,在箱式电阻炉中进行750~850℃烧结,并保温1~2 h,炉冷至250℃以下取出,焊剂制备完毕。对所研制X80钢级双连管埋弧环焊用烧结焊剂匹配H08MnNiTiB焊丝,采用X80钢级Φ1 422 mm×21.4 mm螺旋埋弧焊管,依照CDP-G-OGP-OP-081.01—2019-2《油气管道工程焊接技术规定第1部分》的规定,进行了内外双面埋弧环向焊接。其中,外焊采用打底单丝、盖面填充双丝的双层焊,內焊采用双丝埋弧单层焊,道间温度控制在150℃以下,并对焊缝性能与宏观形貌、微观组织进行测试和分析。
MgO属于一种碱性材料,主要通过电熔镁砂的形式加入焊剂,其在焊剂中作为良好的造渣剂,并与CaO、TiO等碱性材料对焊剂碱度的调节起着至关重要作用。MgO含量高低对于焊缝形貌有很大影响,当MgO含量少时,熔渣氧化性较大,焊缝被氧化为蓝色;含量过高时,熔渣的流动性较差,焊缝中间易出现鱼脊,恶化脱渣性及焊缝外观工艺性。
X80管材主要由低C、适当的Mo、Nb等元素以及低碳当量的成分体系组成,组织由贝氏体铁素体(BF)和准多边铁素体(QPF)组成,伴随有细小、均匀分布的渗碳体,使母材具备良好的焊接性
。为了保证双连管环焊缝充裕的安全服役性, X80钢管环焊缝不仅需要有良好的韧性(尤其是低温韧性)、抗疲劳性能等,还要求具有细小均匀晶粒尺寸及针状铁素体组织形态,同时所匹配的焊接材料不会恶化环焊缝的性能,特别是焊剂材料
。针对以上要求,配合相应的焊丝材料,本研究开发的X80钢级双连管用焊剂必须具有较好的纯净度及较高的碱度,并同时可适当向焊缝中过渡有利于细化晶粒尺寸和改善组织形态的合金元素。焊剂中的CaF
、MgO、CaO作为碱性氧化物,在焊接过程中,CaF
可以有效吸收焊缝熔池中的H
形成HF,可较好的降低焊缝中H含量;CaO极易与焊缝中的S、P形成化合物,因此对于熔池的铁液有较好的净化作用;MgO通过与A1
O
交互作用能够在熔渣中形成一定数量的尖晶石(MgO·A1
O
),这种物质具有较高的结晶温度,通过成分比例调整可以达到对熔渣熔点及熔化区间的优化
。另外,通过相关研究可知
,稀土元素的金属原子半径比铁的原子半径大,可对焊缝晶粒起到较好的细化和纯净化处理作用;Crockett等
研究发现,焊缝中增加Ni可以抑制先共析铁素体的形成,然而,在0.02%<w(Ni)<0.87%范围内,随着Ni含量的增加,反而会降低焊缝中的针状铁素体含量;蔡养川等
研究还表明,当3.0%<w(Ni)<4.0%时,随着Ni含量的增加,熔敷金属中先共析铁素体含量逐渐减少,针状铁素体含量逐渐增多,且组织晶粒度也逐渐均匀细小;当w(Ni)>4.0%时,随着Ni含量的增加,熔敷金属中针状铁素体含量逐渐减少,且出现了少量先共析铁素体。鉴于此,在现有焊丝成分不再调整的情况下,可考虑在焊剂中添加3.0%~4.0%的Ni合金,配合稀土金属来最大程度的达到焊缝晶粒细化和组织形态的调整,以此来有效的提高焊缝金属的低温冲击韧性和抗断裂韧性性能。同时,为了保证焊接过程中Ni和稀土元素由焊剂有效地向焊缝金属过渡合金,并减少焊缝熔池中合金元素在电弧空间的烧损,通过合理调整SiO
、MgO、CaO及CaF
等氧化物含量比例,确保熔渣碱度达到1.8~2.0,故采用CaF
-MgO-Al
O
-CaO-SiO
氟碱型为主要渣系。
焊剂烘焙采用HF-105箱式电阻炉。焊接试验采用美国林肯公司DC/AC-1000数字化自动埋弧焊机。X80钢级双连管环焊缝冲击试验采用ZWICK PSW750J型示波冲击试验机。拉伸试验采用深圳市新三思材料检测有限公司CMT5305型液压式万能试验机。CTOD断裂韧性试验采用美国STM动静疲劳试验机。环焊缝宏观形貌及金相组织采用奥林巴士PMG3金相显微镜。
SiO
主要起造渣作用,能降低渣的碱度,并与液态金属发生置换反应使焊缝增硅。另外由于其能与熔渣中大部分的碱性氧化物结合形成复合物,随着其含量升高,容易引起熔渣的黏度增大,影响焊缝外观形貌,所以,对于本次研制的氟碱型渣系X80钢级双连管焊接用焊剂应该对SiO
进行严格控制。
所得数据均以均数±标准差表示,采用SPSS 24.0软件进行统计学分析,组间比较采用单因素方差分析,两两比较采用LSD-t法,P<0.05为差异有统计学意义。
ReO是活性氧化物,在焊缝金属的结晶过程中易聚集在晶界上可形成吸附膜。这层吸附膜可以起到阻碍晶粒长大,减小二次树枝晶间距的作用,从而使结晶核心增多,细化晶粒
。同时,稀土作为一种化学性质较为活泼元素,易与熔渣中的氧结合生成稳定的稀土氧化物,降低熔渣的氧化性,减少了与焊缝结合较为紧密的尖晶石型化合物的含量,从而提高脱渣效率。
焊缝表面的熔渣在焊后是否容易去除,是评定焊剂质量的主要指标之一,埋弧焊剂主要是通过焊接后渣壳翘起和焊道表面粘渣情况来评定焊剂的脱渣性,特别是对于多层多道双连管焊接,脱渣性对于减轻劳动强度和降低人工成本具有特别重要的意义。常规焊剂在参照双连管焊接工艺参数进行平板焊接后,渣壳在焊后一段时间后两端才自行翘起,且渣壳质地较为坚硬,内壁毛糙,去除渣壳后焊道两边有明显的粘渣情况,由此可见,在采用双连管大线能量参数下,常规焊剂脱渣性还有待于优化。在埋弧焊接过程中,影响脱渣性的主要原因是熔渣中的三价化合物Al
O
、Cr
O
等氧化物与二价氧化物MnO、FeO、CaO等结合剂形成所谓的尖晶石(MeO·Me
O
),其晶格常数和FeO极为接近,可互相紧密排列与焊缝结合起来,从而使熔渣的脱落变得极为困难,因此,熔渣的氧化性越强,形成的FeO愈多,脱渣将越困难
。自行研制的焊剂采用双连管焊接参数进行X80平板施焊,将脱渣情况与常规焊剂进行了对比,具体如图1所示,所研制焊剂在焊接过程中渣壳即可自行翘起,且渣壳较为疏松,内部具有良好的光滑性,色泽呈灰黑色玻璃态,在焊道表面及边缘均未发现有粘渣现象,表明该焊剂具备良好的脱渣性。
不管是上班族,还是学生党,文具都必不可少。精美可爱的文具既实用,还能为学习和工作增添乐趣,提高使用者的积极性。不过,现在什么都讲究“黑科技”,文具界也不甘落后。那么,普通的文具在“黑科技”的加持下,又会玩儿出什么新花样呢?
通过大量试验及配方调整,确定出工艺性能及力学性能较为优良的CaF
-MgO-Al
O
-CaOSiO
氟碱型渣系配方,具体见表1。

碱度计算采用国际焊接学会推荐的B
公式(式中用物质的分子式表示其质量分数)
,本次所设计提出焊剂配方的碱度控制在1.8~2.0,属高碱度焊剂。

3 试验材料及方法
3.1 试验材料
试验选用H08MnNiTiB焊丝,直径为4.0 mm,埋弧环焊所用的钢管为X80钢级Φ1 422 mm×21.4 mm螺旋埋弧焊管,钢管化学成分及力学性能见表2及表3。


3.2 试验设备
CaO作为碱性渣系的主要成分,以大理石形式加入,其具有直线膨胀系数小,结晶相变温度低等特点,同时在加热过程中可释放出大量的CO
气体,具有造气作用,由此起到了增加熔渣的表面张力和熔渣与金属的界面张力作用,并可提高脱渣能力,极大地改善焊缝的工艺性能。
3.3 试验方法
Al
O
是一种高温下很稳定的氧化物,属于高熔点物质,主要通过铝矾土的形式加入焊剂,其在焊剂中主要作为造渣剂,在焊接过程中起着调整熔渣的熔点及黏度的作用。另外,Al
O
在高温下有利于提高电弧的集中程度,对于保证双丝焊接过程中后丝电弧的稳定性有较好的效果,但由于其在高温下不易分解,熔点较高,会影响焊道外观形貌,所以在焊剂中含量不宜过高。
CaF
在自然界中为矿物质萤石的主要成分,是低氢型烧结焊剂中的一种重要组分,在碱性渣里,可以促进CaO熔化,降低熔渣的黏度,并与自由的SiO
及液态金属表面的H
O发生化学反应形成不溶于钢液的稳定氢化物HF,减少氢在金属中的溶解度。
4 焊接工艺性能
4.1 电弧稳定性
一般的,焊剂的稳弧性可由电弧引燃难易程度和引燃后电弧的状态来评定,电弧的状态以弧长变动时电弧是否稳定、起弧和引弧的频次、焊接过程中电弧的偏移情况和电弧吹力的强弱来判断。研究证明,在电弧中加入碱及碱土金属的低电离电位低的物质,可降低电弧电压,并使电弧稳定
。此次所研制焊剂中所添加的CaO、SiO
、Na
O、K
O及硅锰合金为低电离电位元素的物质,可保证焊接过程中电弧保持稳定燃烧,并使电弧具有一定的集中度和刚度。通过焊接试验可知,埋弧焊剂在X80板材试板进行施焊,电弧声音柔和,且规范平稳,弧光不外露,由此可见,此焊剂具有较好的电弧稳定性。
4.2 脱渣性
脱氧剂主要由Si-Fe和Mn-Fe组成,在管线钢焊接过程中可起脱氧及合金过渡有效地降低熔池中氧含量作用,由此而减少焊接过程中的合金元素的烧损,并达到焊缝的有效净化,对于获得高强度高韧性的环焊接头是至关重要的;另外,由于本次研制焊剂原料中不同程度的均含有SiO
酸性物质,过多的Si-Fe会增加熔渣中的SiO
酸性物质的活度,容易引起焊缝中Si的增加,导致焊缝韧性的下降。因此,考虑同时在焊剂中加入Mn-Fe,以便达到降低SiO
的活度,更好的保护焊缝中的合金元素。
治疗方法:1.控制血糖:每个病人根据病情,选择口服降血糖药或胰岛素降血糖治疗,使血糖控制在:FBG<7mmol/L,PBG<10mmol/L.2.用药方法:所有病人均给予常规降血糖、改善微循环、抗凝、营养神经等对症处理(阿司匹林0.1qd,双嘧达莫50mgtid腺苷钴胺1.5mgtid)治疗组在对照组常规西药治疗基础上予以芪桂通痹汤(黄芪50g、桂枝15g、赤芍50g、丹参50g、白术50g、川断30g、枸杞24g、山药30g、麦冬30g、鸡血藤30g、金樱子24g),水煎bid口服,四周为一疗程。

4.3 焊缝成形性能
焊缝的成形性优劣主要是以焊道表面光洁度、焊道边缘平整度及焊道与母材交界处夹角大小来评价。焊缝外在形貌主要由焊剂的熔化状态和熔渣凝固温度范围、粘度、表面张力等因素决定。为了确保管道有较好的安全性和足够的承载能力,必须要求环焊缝具备良好的形貌。此次所研制焊剂主要由MnO、CaO、Al
O
、CaF
、MgO、SiO
与Ni及稀土合金组成,虽然最终焊接后熔渣中含大量的具有较大物质键能的Al
O
、MgO、FeO离子键氧化物,但同时含有的一定比例的CaF
、Na
O及SiO
可作为表面活性剂对熔融态高温熔渣表面张力起到很好的调节作用,确保焊道具备良好的铺展性。另外,此次设计焊剂碱度较高,所含复杂阴离子结构的SiO
组分比例较低,使熔渣具有较低的粘度。从焊丝及焊剂中过渡的Ni对于液态金属的粘度有一定的影响,本焊剂中加入的萤石会对熔渣的熔点降低起到较好的作用,使得熔渣的流动性得到一定程度的改善,确保焊道具有良好的铺展性。研制焊剂在平板上进行焊接后焊道形貌对比如图2所示。由图2可见,采用所研发的焊剂焊接后得到的埋弧焊道相比于常规焊剂边缘较为规则、扁平,焊道具有更加优异的金属光泽度及明显的鱼鳞纹,且焊道与母材过渡平滑,表面光滑,焊道表面未发现压痕、气孔、咬边等缺陷。
本研究中的所有患者均按照常规方法进行骨髓穿刺,抽取2 mL骨髓液放在肝素抗凝管中进行流式细胞学检测,并且抽取0.2 mL骨髓液涂片进行免疫组化检测以及形态学检查。形态学检查的方法如下:选择涂片情况良好(染色清晰、制作良好、可以充分鉴定细胞质以及细胞核的形态特征)的骨髓涂片进行瑞氏-吉姆萨染色,采用显微镜分类计数200个有核细胞,多发性骨髓瘤的判断标准[4]为浆细胞≥20%且出现形态异常。

5 X80钢级双连管环焊缝性能及组织
依照CDP-G-OGP-OP-081.01—2019-2《油气管道工程焊接技术规定 第1部分 线路焊接》标准要求,对于环焊焊缝进行力学性能及CTOD性能检测,其中CTOD试验及检测按照API1104《钢质管道焊接及验收》标准执行,0点钟位置以焊接起弧为准,依次按照顺时钟方向对环焊不同的位置进行了检测,具体检测项目及取样位置如图3所示。

5.1 拉伸强度及刻槽锤断、弯曲试验
按照CDP-G-OGP-OP-081.01—2019-2标准要求,分别对焊接后的X80钢级双连管环焊缝2点钟、5点钟、8点钟及10点钟位置进行了拉伸试验、刻槽锤断及弯曲试验检测。试验结果表明,焊缝抗拉强度为670~714 MPa,断口位置主要集中在母材位置,环焊缝经刻槽锤断与侧向及背向弯曲试验后,焊缝表面均未发现有肉眼可见缺陷,结果均能够满足标准要求,由此可见,采用所开发的焊剂进行环焊后,完全可确保环焊缝具备良好的强度及内在质量。
5.2 冲击韧性试验
按照CDP-G-OGP-OP-081.01—2019-2标准要求,采用GB/T 229—2007《金属材料 夏比摆锤冲击试验方法》,将环焊缝冲击试样加工成10 mm×10 mm×55 mm规格,缺口形式采用V形,试验冷却介质采用液氮与工业酒精,试验温度为-10℃,保温时间为5 min,采用研制焊剂的埋弧环焊处内外焊缝冲击韧性值见表4,与常规焊剂埋弧环焊内外焊缝冲击韧性值对比情况如图4所示。通过图4可以看出,在-10℃温度下,采用研制的专用焊剂埋弧环焊处内外焊缝冲击韧性值得到了极大提升,其冲击韧性值远远高于采用常规焊剂焊缝的冲击韧性值,均达到了150 J以上,且冲击韧性值较为稳定,能够满足预期设定目标,符合标准要求。


5.3 CTOD试验
按照CDP-G-OGP-OP-081.01—2019-2标准要求,沿焊缝金属横向方向,采用GB/T 21143—2007《金属材料 准静态断裂韧度的统一试验方法》,为保证测试结果更加真实地反映试验材料的断裂韧性,加工试件板厚尽可能接近原始钢板厚度,从环焊缝0点钟、3点钟及6点钟位置依次各制取2个360 mm×36 mm×18 mm的CTOD试样,试验冷却介质为液氮,试验温度为-10℃,保温时间为5 min,采用研制焊剂的环焊缝不同位置处CTOD值(δ
)见表5。与采用常规焊剂的环焊缝CTOD值对比情况如图5所示。


由图5可知,采用所研发的焊剂经埋弧环焊可很好的解决环焊缝处CTOD值不良的问题,且性能稳定,均能够达到预期设定的0.254 mm指标要求,由此说明所研发焊剂可确保焊缝具备良好的韧性。
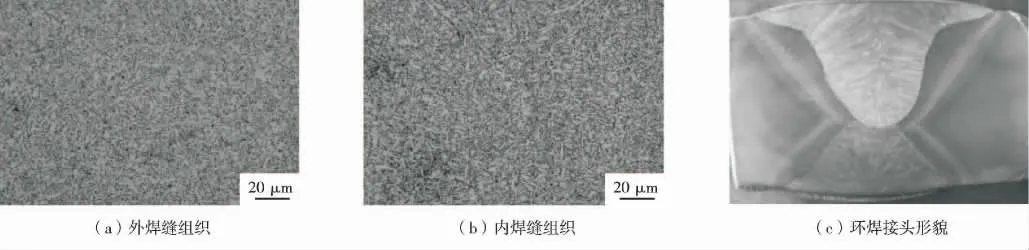
5.4 焊缝微观组织
在埋弧环焊缝中部截取焊缝试样,并以焊缝为中心加工成尺寸为25 mm×32 mm金相试样,经砂纸打磨、抛光后,使用20%的硝酸酒精腐蚀,对焊缝宏观形貌及金相组织进行了观察。如图6所示,由图6(a)和图6(b)可知,环焊缝内外焊区域主要以铁素体、粒状贝氏体组织为主。其中的针状铁素体(AF)较为细小, “篮筐编结”状态的存在,粒状贝氏体弥散较均匀,且外焊与内焊焊缝显微组织相差不大。利用IPP5.0测量所得焊缝区针状铁素体含量的平均值为70.5%,粒状贝氏体含量平均值为28.6%。研究表明:焊缝组织中有较多含量的针状铁素体和细小的等轴铁素体时,针状铁素体方向各异,彼此交叉分布,等轴铁素体晶粒细小,能有效地防止裂纹扩展,从而达到焊缝金属的断裂韧性的改善
。由图6(c)可见,采用所研发的焊剂焊接所得焊道形貌,内外焊道均具备了较好铺展性,且焊道的截面熔合线过渡圆滑,基本已经类似抛物线状。由此可见,所研发焊剂完全可以保证环焊接头具备良好的形貌。
6 结论
(1)针对X80钢级双连管埋弧焊环焊的特点,研发的CaF
-MgO-Al
O
-CaO-SiO
氟碱型渣系焊剂具备较好的焊接工艺性能,施焊过程电弧稳定,焊剂脱渣性能良好,焊缝成形美观。
(2)研发焊剂冶金性能良好,与H08Mn-NiTiB焊丝配合所得双连管环焊缝的组织具有良好的强韧性,通过焊剂过渡Ni及稀土元素,可使环焊缝具备大比例的抗断裂能力组织形态,使焊缝具有良好的抗断裂韧性。
[1]丁英利,王立虹,王礼来.西气东输二线工程双联管施工技术[J].电焊机,2009,39(5):167-168,177.
[2]程文俊,毛春生,李胜利,等.大口径厚壁P91管道埋弧焊焊接工艺研究[J].金属加工(热加工),2017(22):35-37.
[3]杨汗青,潘亚东,吴惠芳.天然气工程中低温钢的选用[J].天然气与石油,2008(5):22-25,72.
[4]朱官朋,王亚彬,张文军.元素Ni对低合金钢焊缝金属性能影响[J].材料开发与应用,2020,35(4):32-36,41.
[5]马昆,赵利鹏,何少卿,等.Q500qE高强度桥梁钢埋弧焊用YSF105Q烧结焊剂的研制[J].机械制造文摘(焊接分册),2018(2):35-41.
[6]SMITHY,COLDRENA,CRYDERMANR.High-strength,ductile Mn-Mo-Nb steels with a structureof acicular ferrite[J].Metal Scienceand Heat Treatment,1976,18(1):59-65.
[7]李为卫,阙永彬,吴建成,等.厚壁高Nb螺旋埋弧焊管现场环焊焊接性评价[J].焊管,2017,40(3):63-68.
[8]罗全意,魏振宝,李建军,等.X80管线钢环焊缝的焊接工艺研究[J].焊管,2012,35(9):17-20.
[9]宋天革,张岸.埋弧焊焊剂成分对软化温度的影响[J].热加工工艺,2010,39(5):129-131.
[10]王爱华,李建国,姚青虎,等.纳米稀土氧化物对铁粉焊条焊缝低温冲击韧度的影响[J].热加工工艺,2008(21):21-22.
[11]纪东莲.稀土在钢铁焊接材料中的应用[J].稀土,1999(1):73-75.
[12]CROCKETT D D,RHONE J A,YOUNG R F,et al.Design considerations for submerged arc consumables intended for the manufacture of line pipe[J].Pipeline Technol,1995(1):151-162.
[13]蔡养川,罗震.高强钢焊条中Ni含量对焊缝组织和性能的影响[J].焊管,2015,38(4):5-10.
[14]韩永全,李建国,姚青虎.稀土对高效铁粉焊条焊缝组织及性能的影响[J].焊接学报,2006(8):88-90,117.
[15]何少卿,吴国权.焊条、焊剂制造手册工艺、检验与质量管理[M].北京:化学工业出版社,2010:166-173.
[16]王效莲,马明亮,王青云.不锈钢埋弧焊烧结焊剂研制[J].材料开发与应用,2012,27(1):21-24.
[17]张清辉,吴宪平,洪波.焊接材料研制理论与技术[M].北京:冶金工业出版社,2002:85-86.
[18]王会超,张智,杨立军,等.高韧性TM13埋弧焊丝的研制[J].焊接学报,2016,37(5):115-118,134.
猜你喜欢
钢管(2023年4期)2023-10-16 12:12:04
中国特种设备安全(2021年5期)2021-11-06 05:09:42
四川冶金(2020年3期)2020-02-19 22:14:17
上海金属(2016年2期)2016-11-23 05:34:45
上海金属(2016年3期)2016-11-23 05:19:59
现代冶金(2016年6期)2016-02-28 20:53:11
上海金属(2014年2期)2014-12-18 06:52:45
机械制造文摘(焊接分册)(2014年2期)2014-08-22 02:37:16
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40