高频直缝焊接铝管用管坯的质量要求
2022-07-26 06:10:52曹国富
焊管 2022年7期
1 概述
铝焊管因具有密度小、塑性好、易成型、易钎焊、高导热性等一系列优良特性以及高性价比,被广泛应用于汽车、轮船、航空航天、电器、自行车、家居、电池等领域。在早期制造过程中,常采用挤压、冷拔或者穿孔的工艺获得圆管、椭圆管、方矩管、六角管、梯形管、凹槽管、凸筋管、复合管等,随着焊管制造工艺和铝板、铝带、铝箔轧制技术的发展,现在可通过高频直缝焊接生产工艺获得相应管材,这种工艺生产效率更高、成材率更高、管体壁厚精度高、生产成本低、焊接质量稳定。高频直缝焊接铝管的质量影响因素见表1,由表1可知,管坯是影响铝焊管质量的主要因素,然而,目前并没有针对高频直缝焊接铝管生产用管坯的相关标准。

图1为汽车热交换器用复合铝合金冷凝器集流圆管、中冷器矩形管、散热器及油冷却器椭圆管示意图。本研究根据高频直缝铝焊管生产工艺的需要,结合铝板、铝带、铝箔生产技术现状,从共性和特性两个方面提出高频直缝焊接铝管用管坯的基本要求,以期对相关国家标准的制定提供参考。

2 铝管坯的共性要求
2.1 管坯宽度
冷凝器集流圆管公称宽度按照公式(1)确定,即

式中:B
——管坯公称宽度,mm;
D——圆管公称直径,mm;
(2)铝管坯的包装
公式(1)中,计算出的宽度多数情况下是一个混小数,四舍五入至十分位后,小于0.5进为0.5,大于等于0.5进为整数。同时,相对状态为H(加工硬化)的铝管坯,O(退火)态管坯则需要在取舍后增加0.5~1 mm(当D≤50 mm时,增加0.5 mm;当D>50 mm时,增加1 mm)。
中冷器矩形管公称宽度按照公式(2)确定,即

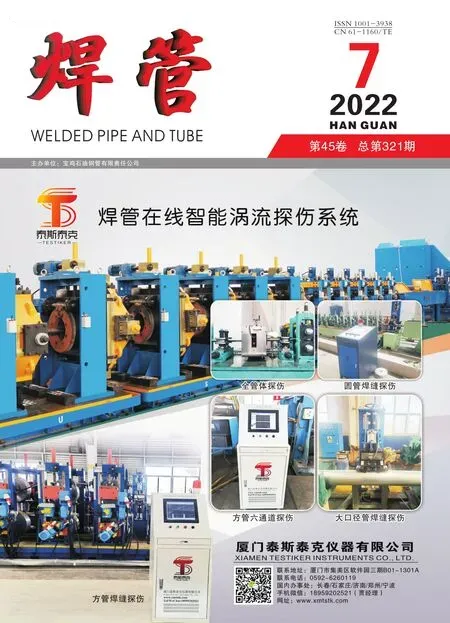
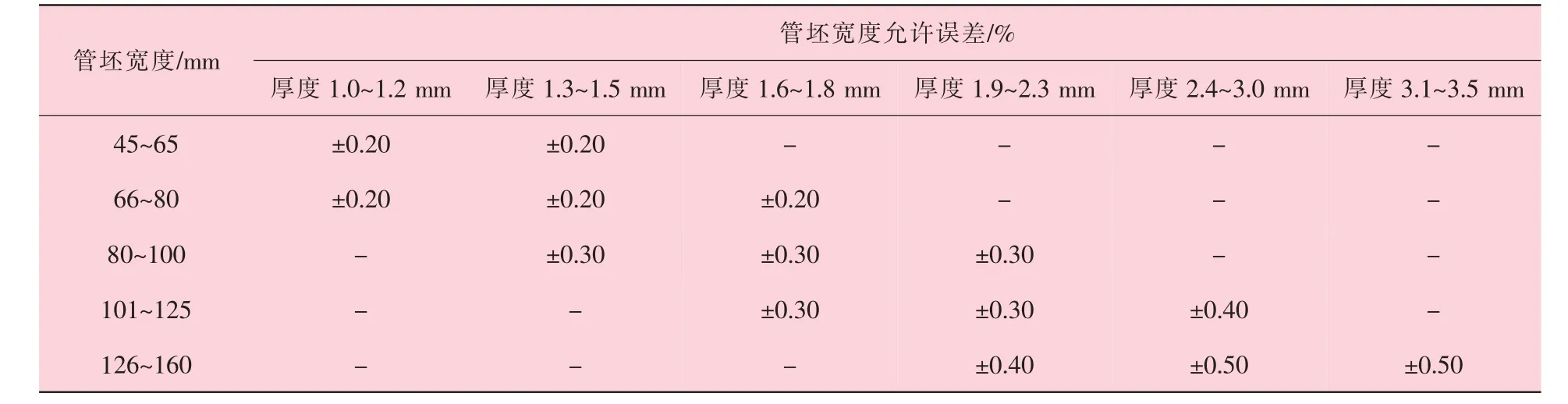
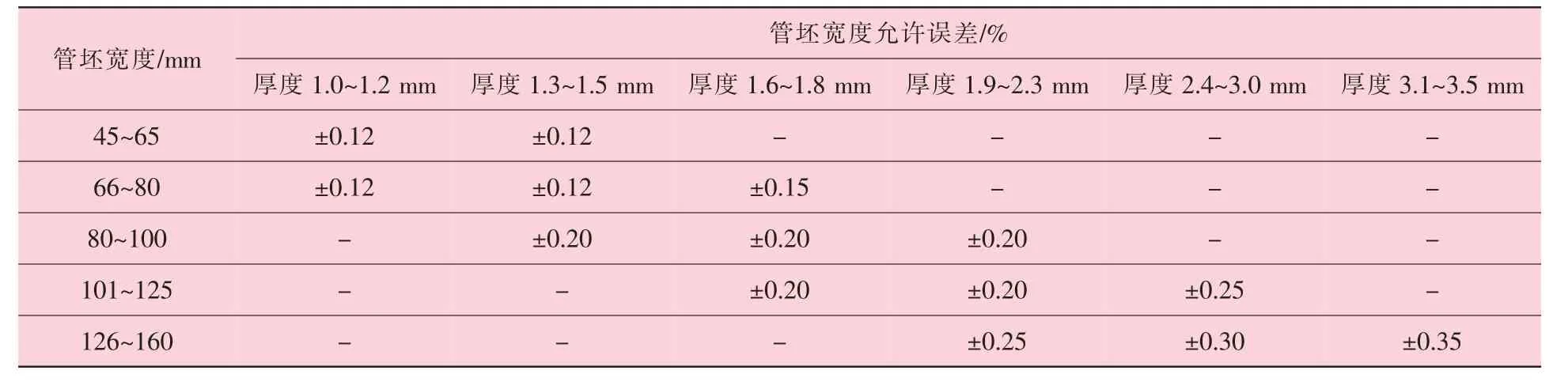
管坯宽度允许误差与焊管规格、焊管精度、成型方式等密切相关。大管径、大壁厚、管径允许误差大、先成圆后变异的焊管,宽度允许误差较大;小管径、小壁厚、管径允许误差小、直接成异的焊管,管坯宽度允许误差要更为严格。汽车常用普(高)精级冷凝器集流圆管与散热器、油冷却器及中冷器管管坯宽度允许误差分别见表2~表4。
C——矩形管高度,mm;
1.4.1 手术治疗 所有患者均接受TCRA手术。使用GMBH-75438型手术宫腔镜(德国Richard Wolf公司)及配套设备,所有手术均由经验丰富的主任医师或副主任医师主持,手术时间在患者月经干净后3~7 d内,要求患者术前禁止性生活1周,术前预处理宫颈,全身麻醉后,宫腔镜直视下,采用针状电极分离粘连组织,游离并尽可能地保护残留子宫内膜,环状电极切除宫腔内纤维瘢痕组织,显露宫底部及双侧宫角,双侧输卵管开口清晰可见即可。
r——矩形管圆角,(°);
t——壁厚,mm;
α——焊接系数,α=0.75~1,t越小取值越大。
2.2 宽度允许误差
式中:A——矩形管宽度,mm;
传统的授课模式,教师只需把本门课程中的知识点讲解完毕即可,而对于联系其他学科的知识点关注较少。在职业医师分阶段考试的改革引领下,我们参考了历年执业医师考试题,注重了学科知识点的交叉融合,以利于学生更好地适应执业医师考试的改革。例如:执业医师考试中关于血型及输血的相关试题出现频率较高,该内容涉及组织学、生理学及免疫学的相关知识,但由于以前未与执业医师考试接轨,组织学授课中只是浅显的介绍了ABO及Rh血型系统,不够深入,通过对执业医师考试的了解,我们在理论授课中加强并拓展了该部分内容,以期为生理学、免疫学及执业医师考试打下良好基础。
其中,表8中的荷叶边高宽比λ的计算方法为
养路机械的保养与维护是设备点检过程中应着重注意的应用要点。在现阶段具体的点检实施过程中,已经开始使用科技化的检测设备进行具体的检测,并通过网络的应用将养路机械的故障问题上传至特定的维修平台中,进而安排专业的维修人员对养路机械的故障进行及时维修。该方式不仅可以促进养路机械的保养与维护的效率,而且可以在一定程度上避免养路机械出现故障,进而促进铁路运输的正常运行。
2.3 厚度允许误差
式中:h——荷叶边高度,mm;
2.1.1 待测物和内标溶液 精密称取ZG02对照品适量,用甲醇溶解并定容,配制成质量浓度为20 mg/L的ZG02贮备液;同法配制质量浓度为10 mg/L的内标贮备液;上述溶液均置于4℃冰箱中保存,备用。临用前,将ZG02贮备液用适量甲醇稀释后,再以磷酸盐缓冲液(PBS,pH 7.4,下同)稀释至孵育浓度,并确保孵育体系中甲醇的含量不超过1%[14];将内标贮备液用甲醇稀释,得质量浓度为100 μg/L的内标溶液。
常规铝管坯表面划伤深度不得超过壁厚偏差的下限;复合铝管坯防腐层表面划伤深度不得超过包覆率的30%;用于钎焊的管坯覆层表面不允许存在>(B/5)
面积的脱落。同时,剪切面损伤深度不得超过宽度允许误差的下限,避免管坯表面产生密集成块的氧化斑点,从而产生气泡、气孔、金属及非金属压入、油迹、擦伤、印痕及条纹等缺陷。

2.4 切口形貌
铝板带材在剪切成管坯过程中,管坯边缘要经历弹性变形、塑性变形和最终断裂三个阶段,由此依次形成圆角带(俗称塌角)、光亮带(又称切痕深度)、断裂带(又称撕裂深度)和毛刺等,管坯边缘形貌如图3所示。在同一个剪切场景中,当切痕深度≤t/2时,塌角和撕裂深度明显,且毛刺较大,这表明圆盘剪刀片侧间隙偏大,刀刃不锋利;当切痕深度>t/2时,塌角与撕裂深度较浅,毛刺较小,表明圆盘剪刀片侧间隙恰当,刀刃锋利。因此,管坯切口形貌特征的指标对高频直缝焊接铝管的焊接工艺参数设计和焊缝质量有较大影响,需保持在一定范围内,具体参数见表7。


2.5 管坯表面
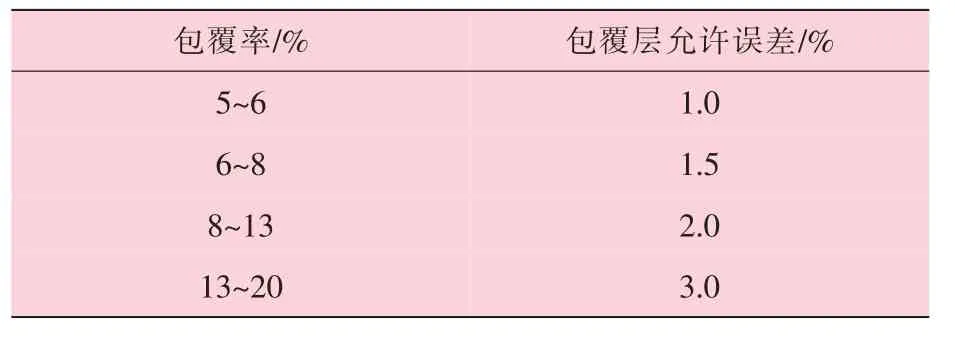
常规铝管坯厚度允许误差见表5。复合铝管坯厚度允许误差分为全厚度允许误差与覆层允许误差,全厚度允许误差见表5,覆层允许误差见表6。
2.6 外观
管坯的外观缺陷有多种形状,主要包括镰刀弯、荷叶边、错层与塔形,不同厚度管坯的镰刀弯、荷叶边、错层和塔形的允许值见表8。此外,如果是复合管坯,则须确保芯层或基板与覆层牢固结合,避免产生覆层分层、未完全包覆等缺陷。

管坯宽度允许误差不宜大,主要基于下列三个原因:①热传输的需要,汽车散热器管、油冷却器管及中冷器管的宽高比都比较大,且管壁薄;②多采用直接成异工艺;③为了满足后续钎焊的需要,对成品管尺寸精度要求较高。

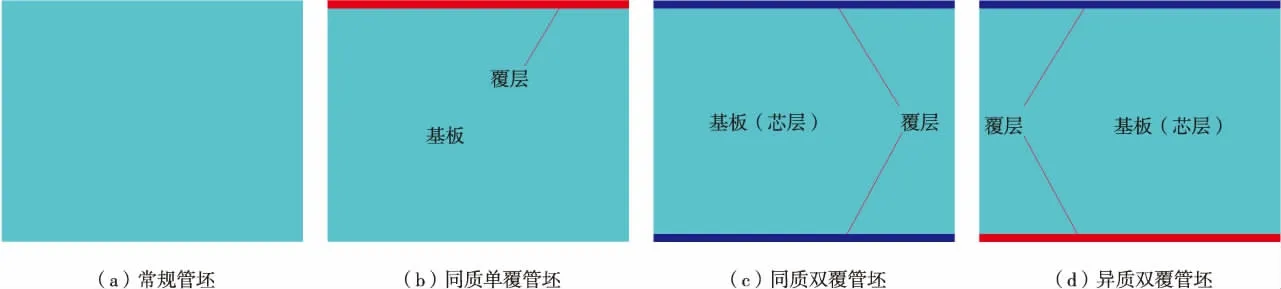
厚度允许误差分为常规管坯厚度允许误差和复合管坯厚度允许误差,常规管坯采用单一合金制成;复合管坯是以一种合金为基板,以另一种或两种合金覆盖在基板上制成的管坯,如图2所示。
l——荷叶边长度,mm。
1.7 标识与包装
(1)铝管坯的标识
管坯应标明产品名称、牌号、状态、批号、卷号、规格、精度等级、质量、生产日期、质检印章、采用标准等信息。
t——圆管公称壁厚,mm。
目前,企业文化受到了企业管理者的高度重视,具体是从和谐、发展、利益角度进行规范。在财务管理方面的文化构建还是较少的,中小企业必须要从这方面进行完善。企业文化指导财务管理制度的制定,主要是因为财务管理是企业的核心,同时企业文化需要财务管理作为介质进行体现。企业经营的目的是收益最大化,而财务管理恰恰是有效的控制和计算该目的的工具。企业能否正常经营并得到高效的回报,取决于正确的准则和精神指导,这样才能加强员工之间的交流合作,为企业创造更多的经济效益[4]。
根据以上分析,笔者认为可以借鉴《公约》的相关规定,并按照我国刑法现有规定,结合我国国情,将我国刑法第285条的修改为:
管坯包装分为卧式包装和立式包装,两种包装方式都须保证在管坯外部包裹一层中性或弱酸性防潮纸、其他防潮材料或塑料薄膜,同时在卷心内放置干燥剂,用粘胶带将塑料薄膜封口。所有用于包装的箱、架、托盘等都必须具备足够的强度,包装箱、架、托盘必须整洁、干燥,符合环保要求。
3 铝管坯的特性要求
3.1 化学成分
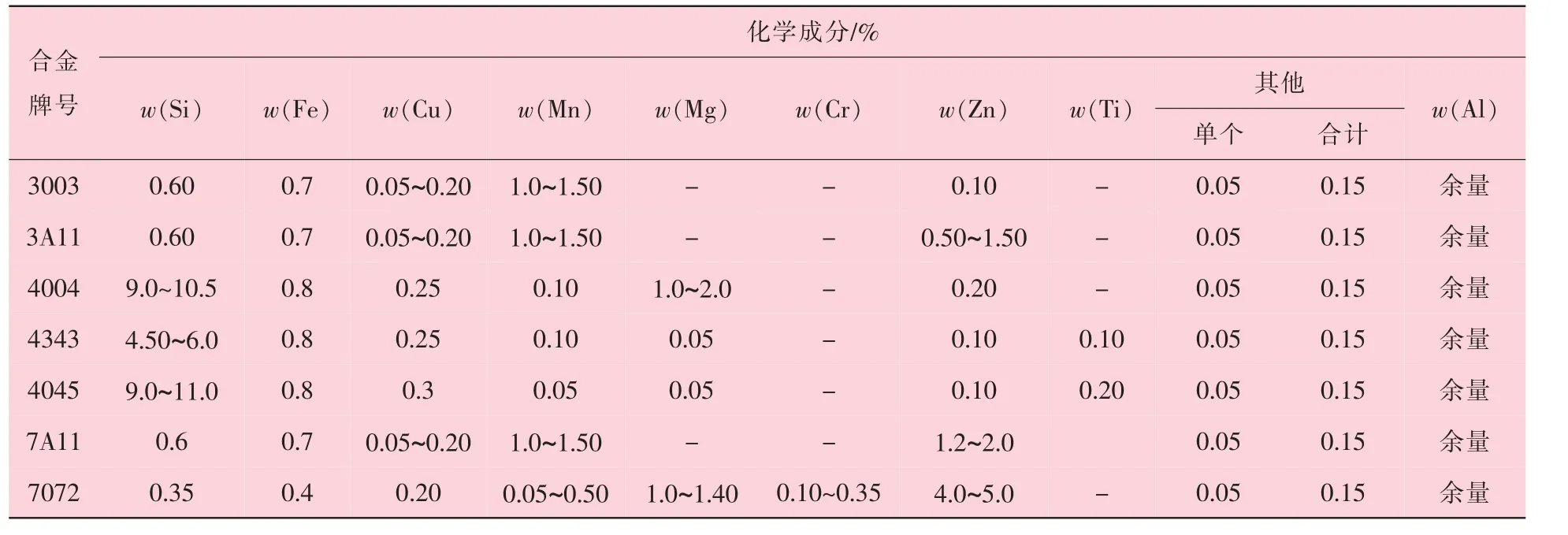
常用铝焊管的管坯分为铝锰合金管坯和铝锌合金管坯;另一种是分别以这两种为基板合金、以铝硅合金或铝锌合金为覆层的单覆或双覆管坯。常用基板合金与覆层合金的化学成分见表9。
例3 (2018年桂林中考第11题)如图5,在正方形ABCD中,AB=3,点M在CD的边上,且DM=1,△AEM与△ADM关于AM所在的直线对称,将△ADM按顺时针方向绕点A旋转90°得到△ABF,连接EF,则线段EF的长为________.
3.2 管坯状态与力学性能
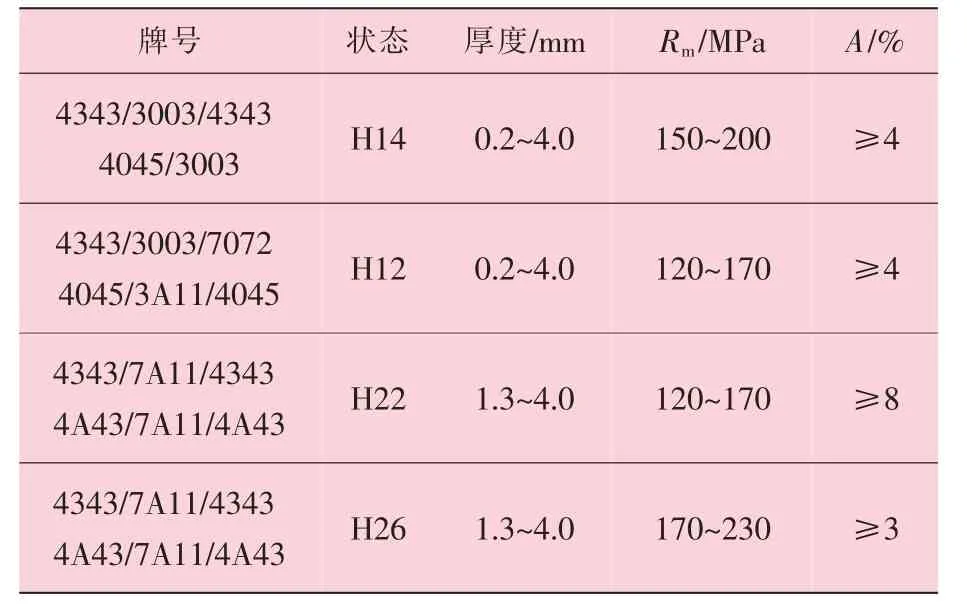
铝焊管管坯的力学性能不仅受到化学成分的影响,也受到管坯状态的影响。汽车冷却类铝合金管用管坯牌号、状态的力学性能参数见表10,通过表10可以看出,对于同种牌号不同状态的铝合金,其抗拉强度与断后伸长率差异较大。
3.3 覆层合金
根据覆层作用的不同,可将覆层材料大致分为铝硅合金和铝锌合金两类,铝焊管采用钎焊的焊接工艺,常采用铝硅合金作为覆层材料,而焊管防腐工艺常采用铝锌合金作为覆层。复合铝合金管管坯覆层的包覆率需经由双方协商,同时,覆层不能有破损或分层,要确保复合铝管坯的完整。
此外,在制管过程中,应根据两种覆层的不同作用进行选材,由于无法直接分辨铝焊管管坯覆层合金牌号,通常采用火焰炙烤方法或实验成分分析识别覆层合金牌号,基板合金与覆层合金的固相线温度、液相线温度和钎焊温度分别见表11、表12。
(1)在关闭气泵的状态下使音响分别依次发出1 2 3 4 5 6 7,然后记录调音器显示出的字母并记录偏置程度。
正向迁移指母语与目的语的相同之处会促进第二语言学习,加速通过中介语中某些发展序列,有利于学习者的学习。而在第二语言的学习中母语的作用是以正迁移还是负迁移为主,有许多学者从语法、阅读、写作等方面做了以下的研究,有学者们认为以正迁移为主。


4 结束语
在焊接铝管直接成异制造工艺中,管坯宽度尺寸的精确控制对保证铝管成型质量非常重要。通过对目前铝管坯带材的生产技术、尺寸精度、力学性能等技术性能指标分析,认为,要保证铝焊管的成型焊接质量,必需尽快制定铝焊管用管坯的规范标准,以满足对各种高质量铝焊管产品的需求。
[1]全国有色金属标准化技术委员会.变形铝及铝合金牌号表示方法:GB/T 16474—2011[S].北京:中国标准出版社,2012.
[2]胡瑞玲,李志强,解剑英.汽车热交换器用覆层铝合金高频焊管的研制[J].焊管,2007(4):49-50.
[2]曹国富,姜荣生,曹丽珠.冷凝器用铝合金复合高频焊管焊缝泄露原因分析及控制[J].焊管,2017,40(10):44-51.
[3]谢水生,刘静安.简明铝合金加工手册[M].北京:冶金工业出版社,2016:422.
[4]曹国富,曹丽珠.小直径高频铝焊冷凝器集流管堵渣回水的研究[J].焊管,2018,41(1):45-50.
[5]全国有色金属标准化技术委员会.变形铝及铝合金化学成分:GB/T 3190—2020[S].北京:中国标准出版社,2020.
[6]曹国富,曹笈.高频直缝焊管理论与实践[M].北京:冶金工业出版社,2016:105.
[7]全国有色金属标准化技术委员会.一般工业用铝及铝合金板带材第2部分 力学性能:GB/T 3880.2—2012[S].北京:中国标准出版社,2012.
[8]曹国富,曹丽珠.铝合金覆层冷凝器集流管高频焊焊缝金相与生产工艺的映射[J].焊管,2018,41(4):15-19.
[9]全国有色金属标准化技术委员会.钎焊式热交换器用铝合金复合铝箔、带材:YS/T 446—2011[S].北京:中国标准出版社,2012.
[10]曹国富,曹丽珠.高频焊铝合金冷凝器集流管线能量的研究[J].有色金属材料与工程,2018,39(6):39-45.
[11]全国有色金属标准化技术委员会.铝及铝合金复合板、带、箔材牌号表示方法:GB/T 27675[S].北京:中国标准出版社,2012.
[12]曹国富,曹笈.高频焊接铝管用管坯宽度的数学模型[J].焊管,2021,44(4):39-45.
猜你喜欢
汽车实用技术(2022年16期)2022-08-31 07:24:36
中国军转民(2022年8期)2022-05-16 09:08:26
建筑与预算(2022年3期)2022-04-22 10:48:50
钛工业进展(2021年1期)2021-03-13 05:41:30
建材发展导向(2019年11期)2019-08-24 06:35:28
中国有色金属学报(2017年12期)2017-03-02 02:46:37
现代冶金(2016年6期)2016-02-28 20:53:11
电线电缆(2016年5期)2016-02-27 09:02:09
电力工程技术(2014年2期)2014-11-22 02:09:44
钛工业进展(2014年5期)2014-02-28 16:42:24