
铁路客车轴承外圈疲劳失效分析
2022-07-22 06:33陈明浩
哈尔滨轴承 2022年2期
陈明浩
(瓦房店轴承集团水泥事业部,辽宁 瓦房店 116300)
1 前言
当年 5T 监测中心 TADS 监测系统曾监测发现某次列车机后 14 位轮对轴承故障报警[1][2]。通过追踪查询,发现了轴承故障车号,TADS 监控发现京九线某一探测站预报该车次机后 14 位一级轴承外圈故障报警一次,其故障频谱符合故障特征,基本确定该轴承为外圈故障[3]。后来运用车间分解了故障轮对。
来样故障轴承编号:101-1502026,为某轨道客车有限公司新装轴承,轴承装用时间将近一年。拆检轴承发现:轴承外圈承载区滚道一处剥离,承载区外径表面略有变色;内圈滚道及滚子滚动表面存在碾压剥离碎屑而产生的凹坑;保持架未见异常。
2 失效轴承状态
外圈承载区滚道有一处剥离,见图 1。剥离起源于近非打字端面一侧近油沟边缘并沿轴向扩展;近油沟边缘处损伤较重,剥离长度约125 mm,宽度布满滚道全宽,见图 2。放大观察,剥离区呈现疲劳扩展特征的海滩状条纹,见图 3。外径接触载荷区存在两边接触、中间未接触的异常情况,见图 4。

图1 外圈滚道剥离形貌
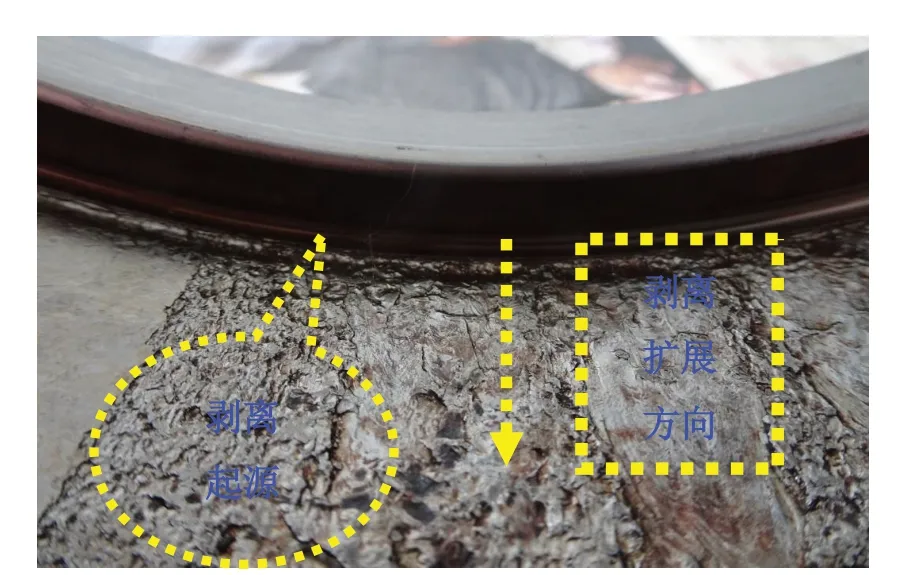
图2 外圈滚道剥离起源部位及扩展方向

图4 外圈载荷区接触形貌
3 理化检测
3.1 化学成分能谱检测分析
采用 ARL4460 直读光谱分析仪检测,失效轴承外圈材料为 GCr18Mo(电渣重熔)钢[4],化学成分均符合 TB/T 2235—2016 标准要求[5]。检验结果见表 1:

表1 外圈化学成分检测 %
3.2 硬度检验
采用 HR-150A 洛氏硬度计(检测范围:20~67HRC)对来样进行硬度检验,外圈表面硬度符合 TB/T 2235—2016 标准要求,检测结果如下:
外圈硬度:60.5 61.0 61.0 HRC(标准58~62 HRC)
3.3 显微组织检验
采用 LEICA DMRXE 金相显微镜检验,外圈淬火组织符合 TB/T 2235—2016 标准要求,检验结果详见表 2 及图 5。

表2 外圈淬火组织检验结果
采用 LEICA DMRXE 金相显微镜检验,外圈非金属夹杂物符合 TB/T 2235—2016 标准要求,检验结果详见表 3 及图 5。
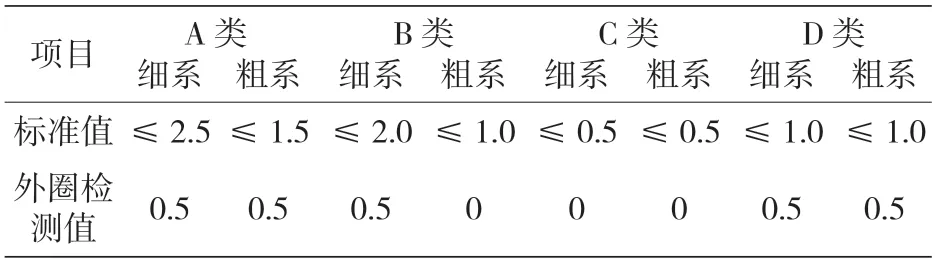
表3 外圈非金属夹杂物检验结果
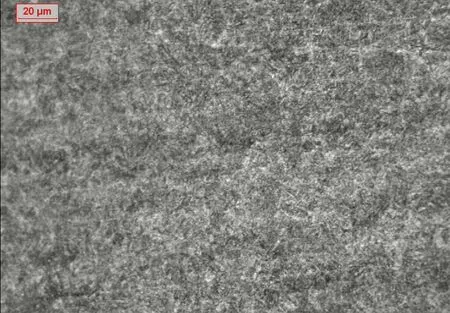
图5 放大500 倍 外圈贝氏体组织
4 轴承外圈轮廓检测
根据外圈承载区滚道剥离形貌判定,剥离起源于非打字面一侧滚道近油沟的边缘处。通过对外圈未损坏部位滚道轮廓进行检测,近剥离起源部位滚道边缘(近油沟处)存在凸起,表明滚道未加工到位,见图 6。外圈外径轮廓检测结果见图 7。
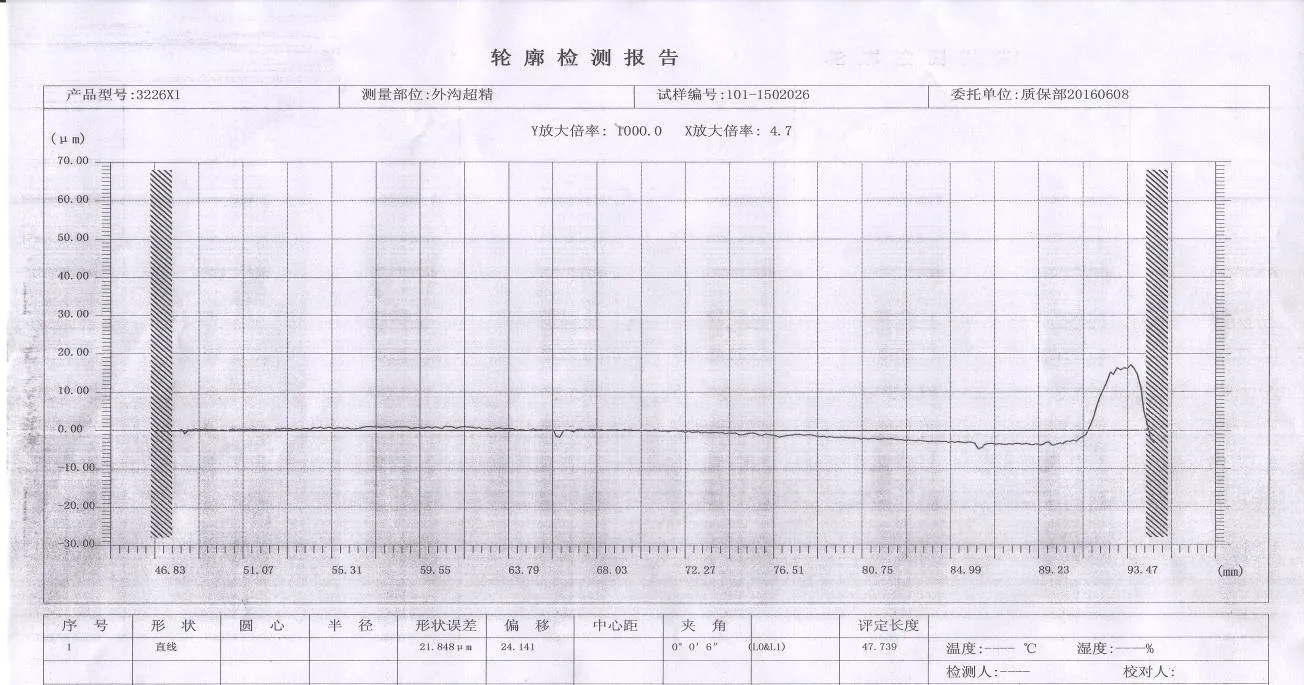
图6 外圈滚道轮廓
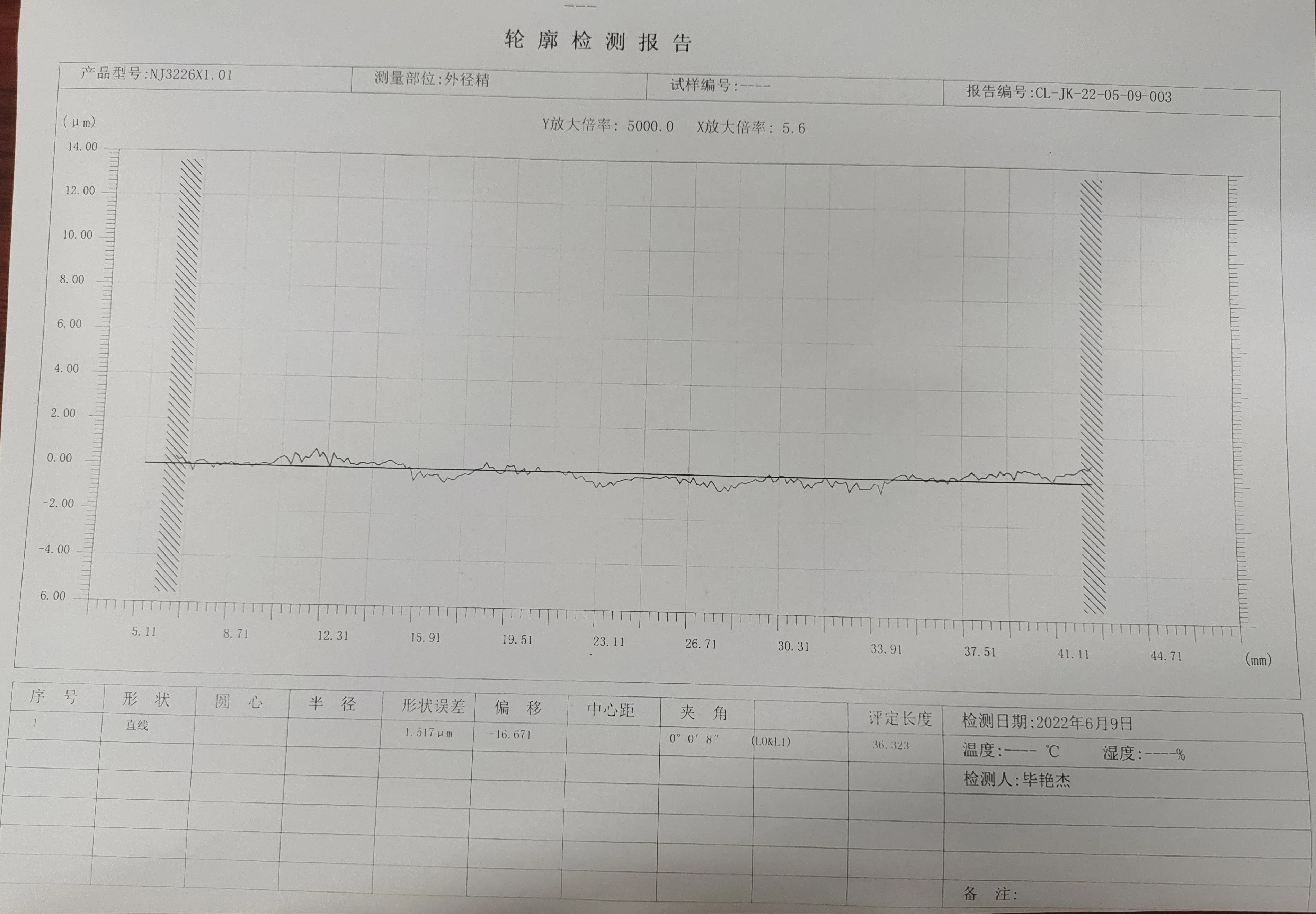
图7 外圈外径轮廓
5 分析判断
结合检验结果分析,轴承外圈材料及热处
理质量未见异常,排除因材料及热处理等因素引起的疲劳剥离。轴承外圈载荷区外径接触痕迹异常,两端接触痕迹重,中间接触痕迹轻,说明轴承外圈与轴承座接触形式异常。轴承外圈外径直线度符合标准要求,结合外圈外径接触痕迹推断应是轴承座接触面出现凹陷形式,这种接触形式会对轴承受载产生影响。轴承外圈两端油沟处受力大,易出现应力集中,加之轴承滚道通过轮廓仪检测发现外圈近非打字端面一侧滚道边缘(近油沟处)存在凸起,即滚道未加工到位,在轴承持续运转过程中,滚子与外圈滚道凸起部位接触时产生应力集中。另轴承外圈外径油沟位置受力大,凸起部位逐渐产生疲劳剥离,剥离进一步沿轴向扩展并布满滚道全宽。故此次轴承失效与外圈外径接触异常;滚道未加工到位,边缘存在凸起两个方面有直接关系[6]。
6 结论
轴承失效与外圈外径接触异常;滚道未加工到位,边缘存在凸起两个方面有直接关系。
建议在加工制造过程中要严格控制轴承尺寸精度,加强检验,避免漏检而出现的质量问题;另在安装使用过程中建议车辆段对轴承座尺寸也要严格检测,避免因接触不良而产生受力不均,进而引起轴承失效。
猜你喜欢
建筑与预算(2022年10期)2022-11-08
航空学报(2022年8期)2022-09-07
轴承(2022年5期)2022-06-08
大电机技术(2022年2期)2022-06-05
哈尔滨轴承(2022年1期)2022-05-23
现代制造技术与装备(2022年3期)2022-04-21
防爆电机(2022年1期)2022-02-16
电动工具(2020年3期)2020-06-24
科普童话·神秘大侦探(2017年7期)2017-07-06
山东工业技术(2016年6期)2016-03-15
