核3级HDPE管道系统超声波检验设备的要求及校准
2022-07-22 10:32赵云龙
全面腐蚀控制 2022年6期
赵云龙
(上海纳川核能新材料技术有限公司,上海 201306)
0 引言
高密度聚乙烯(High Density Polyethylene,简称HDPE)管道、管件及其熔接预制产品,广泛应用于城市供水以及燃气输送工程之中,近年来,随着国内外核电站运营时间的累计,海水对管路系统的腐蚀结垢问题日益突出,各国通过广泛的调研,使用HDPE管道及配件替换各类玻璃钢管、碳钢衬胶(衬塑)管、碳钢管、不锈钢管等材质的管路系统逐步得到广泛的认可,尤其在核电站的三回路部分系统中得到了更加广泛应用,防腐蚀及结果效果也十分明显。
2005年英国的Sizewell核电站核3级碳钢输水管发现多处贯穿腐蚀,随后向法国EDF公司提出了改造需求,EDF公司应用HDPE管道对原来的衬胶碳钢管进行了替换,改造后管道系统运行至今未出现再次腐蚀情况。
美国Duke Energy公司于2009年用HDPE管材替换应急柴油发电机冷却水系统的核3级碳钢管。改造后证明HDPE管材是核电厂腐蚀和结垢问题的有效且经济的解决方案。
2017年至2018年期间,经国家核安全局批准,我国大亚湾核电站1、2号机组循环水过滤系统(Circulating Water Filtration,简称CFI)的不锈钢管道使用HDPE管材进行了替换,2020年10月份开始陆续将上述2个机组的不锈钢反冲洗管排替换为国产HDPE管排,截至目前管排运行压力、流量正常,冲洗效果好,完全满足使用要求,且防海水腐蚀效果明显。
随着HDPE管道、管件及其预制产品在核电系统的逐步推广,有效开展HDPE管道系统的无损检验(Nondestructive Examination,简称NDE)工作,已成为各生产厂家核电用HDPE产品的质量控制重点。
1 概述
上海纳川核能新材料技术有限公司生产的核3级HDPE管道及配件于2019年完成美国机械工程师协会(American Society of Mechanical Engineers,简称ASME)NPT授权证书的认证工作,在2020年9月完成了国内某核电站反冲洗系统核3级HDPE管排的制造任务,这也是国内首批核3级HDPE管道的国产化项目。
ASME锅炉和压力容器规范(Boiler and Pressure Vessel Code,简称BPVC)第Ⅲ卷(简称ASME BPVC.Ⅲ-2019)中明确提出,对于HDPE注塑管件以及2英寸以上热熔接头的超声波检验应按照第Ⅴ卷的要求进行[1]。进行超声波检验的目的是为了发现材料或热熔接头中影响其使用的缺陷或特性,从而对其应用于特定目的的适用性进行评价。
超声波检验过程中存在一系列影响检验质量的因素。这些因素可归纳为人员、设备器材、技术文件、操作过程和环境几方面。检验设备器材的可靠性是影响检验工作质量最重要的影响因素之一,超声波检验设备器材主要包括仪器、探头、机械扫查装置、数据采集软件系统等,为保证检验结果的正确可靠,必须保证所使用的设备器材符合检验标准的技术要求[2]。
本文主要论述通过对设备器材进行有效的规范与控制,以最大限度的保证对HDPE材料和制件的超声波检验能够获得准确有效的检验结果,从而对被检对象的质量做出正确评价,保证产品的质量和使用安全性,也可以为产品制造工艺的改进提供有意义的判据和信息。
2 仪器
2.1 仪器要求
ASME标准第Ⅴ卷规定,当进行相控阵超声检验时,以下内容适用[3]:
(1)使用超声阵列控制器;
(2)仪器应能在1~7MHz的频率范围内工作,配备2dB或以下的增益步进控制,并至少有60dB的最大增益;
(3)仪器应具有至少32个脉冲发生器;
(4)仪器的数字化频率应至少为探头中心频率的5倍;
(5)压缩设置不应大于验证程序时的设置。
综上所述,选用奥林巴斯的MX2型相控阵仪器,如图1所示,能够满足标准要求。
2.2 仪器的线性测试校验

图1 OmniScan MX2型32:128探伤仪
数字式仪器在不超过一年的时间间隔,或在第一次使用前,应进行线性测试检验,包括屏高线性(Screen Height Linearity),幅度控制线性(Amplitude Control Linearity),水平线性(Horizontal Linearity),利用仪器的A扫模式进行线性测试。
屏高线性、幅度控制线性相关于输入到仪器接收电路的信号幅度与显示屏上显示的幅度成正比关系的程度,在用波幅评定缺陷尺寸的时候,影响缺陷定量准确度;水平线性是指输入到仪器的不同回波的时间间隔与以显示屏时基线上回波的间隔成正比的程度,水平线性影响缺陷位置确定的准确度。
2.2.1 屏高线性

图2 屏高线性
按图2所示将斜探头放在试块上,从1/2T和3/4T横孔得到两个反射信号,使二者波高比为2:1。不移动探头,调节增益,以10%的衰减量使较高的信号从100%满屏高度(Full Screen Height,简称FSH)逐次降低到20%FSH,读出每次调整后较低信号的读数,其读数应为较高信号波高的50%,误差不超过满屏5%,测试结果如表1所示。

表1 屏高线性结果
2.2.2 幅度控制线性
按图2所示将斜探头放在试块上,从1/2T横孔信号获得峰值,按照规定的增益变化量调节增益,反射信号应处于允许范围内,测试结果如表2所示。
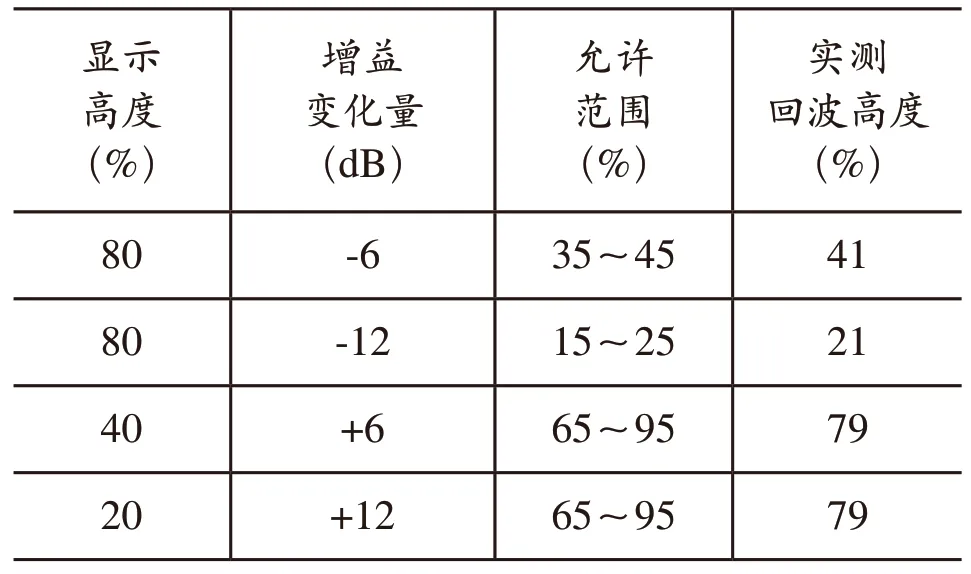
表2 幅度控制线性结果
2.2.3 水平线性
将直探头放在CSK-ⅠA试块上,对准25mm厚的大平底面,调节仪器使显示屏上出现6次底波B1~B6,当底波B1和B6的幅度分别为50% FSH时,使B1回波前沿对准水平刻度“0”,B6回波前沿对准水平刻度“100”(设水平全刻度为100格),如图3所示。

图3 水平线性
依次分别将底波B2~B5调到50%FSH,分别读取B2~B5回波前沿与水平刻度“20”,“40”,“60”,“80”的偏差L2,L3,L4,L5(以格数计),取其最大偏差值Lmax,按式(1)计算仪器水平线性误差[4]。水平线性测试结果如表3所示。

式中:△L为水平线性误差;
B为水平满刻度数。

表3 水平线性结果
2.2.4 测试结果
测试结果显示,屏高线性误差不超过5%满屏高度(Full Screen Height,简称FSH),幅度控制线性不超过5%FSH,水平线性不超过1%,仪器线性测试结果满足标准要求。
3 探头
3.1 探头要求
当进行相控阵超声检验时,以下内容适用[3]:
(1)标称频率应为1~7MHz,除非存在变素,如产品微观结构需使用其他频率,以保证适当的穿透能力和更高的分辨力;
(2)应使用纵波模式;
(3)探头阵元数量应在32~128之间;
(4)可以使用带斜楔的探头,以助于超声耦合。
3.2 探头楔块
采用一维线阵相控阵探头,搭配聚苯乙烯(Rexolite)楔块,以在被检件中产生斜射波。探头频率应根据被检产品厚度选择,厚度范围与适用的频率如表4所示[5]。
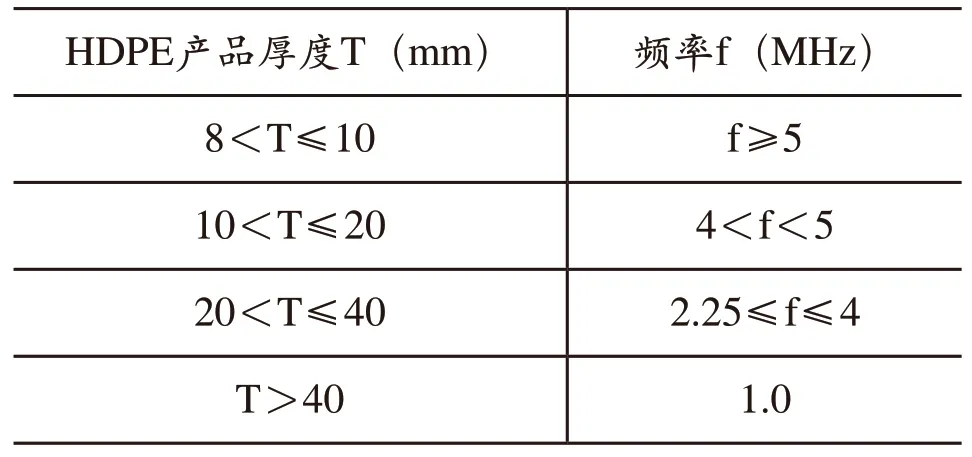
表4 厚度范围适用的探头频率
3.3 校准声速和延迟
声速校准的目的是测量被检材料中超声波的真实声速,以相控阵超声检测为例,利用HDPE试块上的φ2长横孔进行声速校准和延迟校准,HDPE材料纵波声速通常为2460m/s。在TOFD检验中还需校准探头中心距离。
4 管道扫查器、编码器
4.1 扫查器
链式扫查器可以为外径在45~960mm的管道提供手动管道检测解决方案。这款扫查器通过链式联结部件,而不是磁轮组装在一起,非常适用于HDPE材料的焊缝的衍射时差(TOFD)或相控阵(PA)超声波检验。

图4 链式扫查器
4.2 编码器
采用链式扫查器执行自动或半自动扫查时,探头将在移动轴上进行位置编码(通常为周向单轴编码),以提供相对于参考起始点的位置信息,因此编码器必须经过校准。
4.2.1 编码器分辨率
移动编码器至已知距离的初始标记点A处,设定当前位置,再将编码器移动到第二个标记点B处,输入B-A之间的距离,此时编码器校准完毕,仪器上将显示编码器分辨率和扫查分辨率,校准结果如表5所示。标准规定编码器扫查分辨率不应大于2.0mm,分辨率为12.8步/mm。
4.2.2 编码器精度
编码器经过校准后,能提供相对于参考起始位置的准确信息。但在校准间隔不超过一个月或使用前,还需要核查编码器精度。
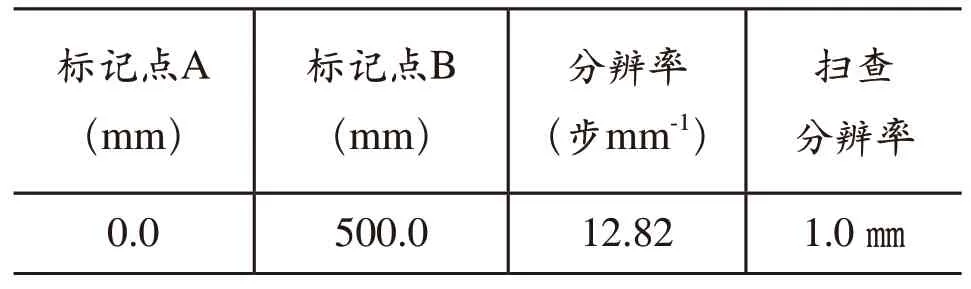
表5 编码器校准结果
实际检验前应根据扫查计划中熔接接头分段扫查长度进行核查,但核查时编码器移动距离至少500mm,要求距离精确度为扫查总长度的1%或10mm中的较小值,实际核查结果如表6所示。
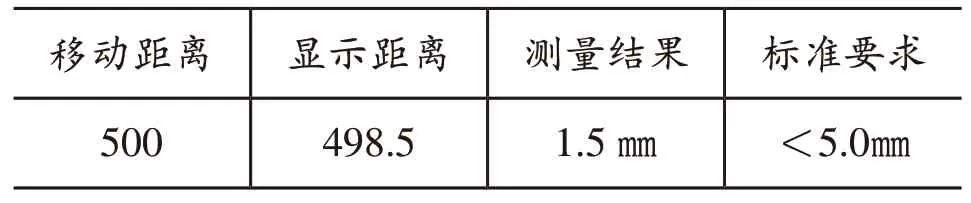
表6 编码器核查
5 数据采集系统参数
5.1 脉冲宽度
脉冲宽度(Pulse Width简称PW)是指用于激励换能器元件的高压方波脉冲的持续时间。检验时脉冲宽度应根据式(2)进行校准,其中fc为探头中心频率。

5.2 扫查速度与采集速率
为了避免数据采集过程中出现丢帧,必须要考虑编码器扫查分辨率及探头移动的速度,即仪器的数据采集速率必须大于等于扫查速度除以编码器分辨率的商,如式(3)所示[6]。

采集速率可在仪器的参数设置确定,通常在仪器设置采集速率列表中,选择自动最大得到所允许的最大采集速率。
采集速率被确定后,就可以基于所需的编码器扫查分辨率,计算出最大扫查速度。否则在扫查速度过高的情况下会出现如图5中的数据图像丢帧情况。
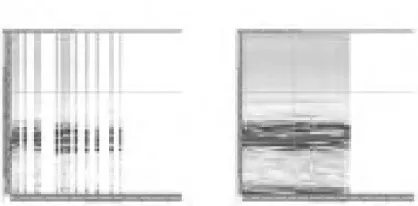
图5 扫查速度影响采集速率的示例
5.3 平均
为当前组选择一个平均值(n=1、2、4、8、16)。信号平均是比较简单的信号处理,平均功能有助于减少回波信号上的噪声,平均值1表明没有使用平均功能。检验工艺验证后,在实际检验中将平均值选为4,依据式(4),平均后能将信噪比提高2倍。

5.4 点数和压缩因数
点数用于设置所要存储的A扫描点的数量。这个参数可以被设置为自动模式,根据检测范围,自动调整点数和压缩因数,以确保将点数控制在320~640之间。
压缩是根据位置和最大振幅减少采样数据点的数量,A扫描的压缩比为4:1的示例如图6所示,压缩在不影响缺陷检测的情况下减小文件大小,压缩因数直接与A扫描范围和点数相关[7]。
因此,点数和压缩因数,直接与数据文件大小相关。
5.5 数字化频率
数字化频率是射频扫描采用所需时间间隔的倒数,数字化频率决定了特定传输时间范围内样本的数量,如图7所示,标准规定仪器的数字化频率应至少为探头中心频率的5倍。要将振幅误差降至1%以下,数字化频率通常应大于等于探头中心频率的10倍。
6 灵敏度校准与核查
6.1 灵敏度校准
将探头放置在标准试块表面,探头中心应位于试块表面中心线上,选择孔深与电熔接头管件厚度接近的长横孔进行检验,调节检验设备的参数,直至获得的图像有足够的分辨力和灵敏度,并可以鉴别每一个长横孔反射体。

图6 A扫描的压缩比为4:1的示例

图7 射频信号数字化频率示例
6.2 灵敏度核查
如果核查时使用的最深反射体的距离范围点偏移超过距离读数的10%或扫描全长的5%(取较大值),应修正距离范围并在检验记录中注明。上一次有效校准或校准核查以来的所以记录的显示应重新检验,其量值应在数据表修改或重新记录。
如果校准时使用的最深反射体的灵敏度设置变化在4dB以内,应在执行数据分析时补偿差异,并在检验记录中注明校正。如果灵敏度设置变化超过4 dB,则应重新检验。
7 结语
(1)检验设备器材的可靠性是影响检验工作质量最重要的因素,为保证检验结果正确可靠,必须保证所用设备与器材符合检验标准的技术要求;
(2)对检验所使用的设备器材定期进行测试校准,保证在有效期内使用,保证检验结果具有可靠性;
(3)检验设备器材满足标准规定的最低要求有时是不够的,对于检验特定产品所使用的设备器材,还需要满足特殊要求;
(4)不同的检验设备器材,即使是同型号的,可能会存在一些性能差异,所以相关检验参数校准操作的程序化、规范化、标准化,可以保证检验相同产品时检验结果具有一致性、可再现性;
(5)随着现代科学技术的发展,图像处理、自动控制等技术在无损检验技术上获得广泛应用,高灵敏度、高可靠性、高效率的无损检验设备器材和检验方法是未来发展的趋势。
猜你喜欢
农业工程学报(2022年12期)2022-09-09
传感器世界(2022年4期)2022-08-05
传感器世界(2022年3期)2022-05-24
数字技术与应用(2021年1期)2021-03-24
家庭影院技术(2021年1期)2021-03-19
读与写·教育教学版(2019年9期)2019-10-30
卷宗(2018年14期)2018-06-29
小资CHIC!ELEGANCE(2018年8期)2018-04-03
股市动态分析(2015年33期)2015-09-10
股市动态分析(2015年24期)2015-09-10