
我国顺丁橡胶的发展概述
2022-07-20 09:46苏忠魁李雷雷刘新月
橡胶科技 2022年7期
苏忠魁,李雷雷,李 宝,刘新月,张 峻,肖 函
(山东裕龙石化有限公司,山东 龙口 265700)
顺丁橡胶(BR)是我国合成橡胶中采用自主开发技术生产的胶种之一,其以丁二烯为单体,采用不同催化体系(镍系、稀土、锂系及钴系)和聚合方法(溶液法、乳液法及本体法)合成,具有弹性高、耐磨性能好、滞后损失小、动态性能优异及耐低温性能良好等特点。BR是仅次于丁苯橡胶(SBR)的第二大合成橡胶,具有良好的发展前景[1-5]。本文概述我国BR生产、供需及技术发展状况。
1 我国BR发展历程
1.1 生产装置
由于国外BR生产企业对我国实施技术封锁,我国于20世纪60年代开始BR技术的研究工作。1966年我国曾组织BR生产技术的开发攻关会战,范围包括单体、聚合、凝聚干燥、溶剂回收等,涵盖了BR工业化生产的全过程[6]。
1971年,我国第1套独立自主开发并拥有自主知识产权的1.5万t·a-1BR装置建成投产,但投产后由于反应釜挂胶、管线堵塞严重,导致装置无法长周期运行。1973年我国又组织了BR工业化大生产攻关会战,主要攻克BR装置“一堵、二挂、三污水、四质量”等问题,解决了制约装置长周期运行的所有问题。1976年我国第1套BR装置达产标志着我国BR技术打破了西方国家的技术封锁和垄断,之后我国BR装置如雨后春笋般涌现。1985年“BR生产新技术”荣获“国家科学技术进步特等奖”[7-9]。
表1示出了我国BR生产装置情况。

表1 我国BR生产装置情况
“十二五”期间,在BR高盈利的驱使下,全国各地纷纷上马BR项目,BR行业经历了前所未有的快速发展,但产品同质化现象严重,部分高端BR仍依赖进口。自2016年“十三五”规划供给侧改革实施以来,BR产能增速放缓,部分装置建设及投产时间延期,部分装置长期闲置或经技术改造生产其他牌号或胶种。例如2016年中国石油天然气股份有限公司独山子石化分公司采用中国科学院长春应用化学研究所技术,在原BR装置基础上进行技术改造,可生产1.5万t·a-1稀土BR;2016年华宇橡胶有限责任公司将BR装置改造生产苯乙烯-丁二烯-苯乙烯嵌段共聚物(SBS);2017年浙江传化合成材料有限公司利用BR装置中一线改造生产稀土BR;2020年中国石油四川石化有限责任公司1条镍系BR生产线采用国外进口技术改造生产稀土BR等。截至“十三五”末,我国有20家企业先后从事BR的生产,年生产能力达170万t以上,其中60%以上的BR产能集中在中国石油化工股份有限公司和中国石油天然气股份有限公司,两家公司对BR市场具有定价话语权。近年来,民营企业BR产能占比逐渐增长。2020年部分民营企业长期停产的BR装置相继进行生产重启。
1.2 生产工艺
根据催化剂的不同,BR可分成镍系、钛系和稀土系BR。我国BR生产工艺主要为:(1)在环烷酸镍、三氟化硼乙醚络合物、三异丁基铝及微量水存在的条件下,以“铝镍陈化,稀硼单加”的形式引发丁二烯进行定向立构规整聚合制备镍系BR,产品顺式-1,4-结构质量分数大于96%;(2)在以环烷酸钕或新癸酸钕或异辛酸钕为主催化剂、氢化二异丁基铝或其与三异丁基铝的混合物(氢铝或烷基铝)为助催化剂、氯代烷基铝为氯源及外加丁二烯存在的条件下,以四或五元催化剂引发丁二烯进行定向立构规整聚合制备稀土BR,产品顺式-1,4-结构质量分数大于97%[10-12]。
1.3 BR消费结构
我国BR消费结构为:轮胎 69.6%,聚合物改性[高抗冲聚苯乙烯和丙烯腈-丁二烯-苯乙烯共聚物(ABS树脂)]15.2%,胶带和胶管5.8%,鞋5.0%,其他橡胶制品 4.4%[13]。随着全球绿色轮胎的发展,对BR的需求也将继续增大[14-16]。预计“十四五”期间,我国BR行业将继续面临产能过剩与产品同质化现象并存的局面。
2 BR生产技术进展
为提高BR产量,降低能耗和生产成本,扩大BR应用市场,我国橡胶企业技术人员不断地对现有的BR催化体系以及工艺条件进行深入优化,开发出了镍系BR与稀土BR共线生产装置,研究了氯化BR、环氧化BR等以占领塑料改性领域。
周家海等[17]开发出了一种镍系BR和稀土BR的连续制备工艺。该工艺能够在不停车清釜的条件下,通过向聚合装置的聚合反应单元中连续引入丁二烯、己烷与镍系催化剂、稀土催化剂中的一种催化剂进行聚合反应,得到镍系BR胶液或稀土BR胶液,再将胶液引入凝聚单元进行凝聚,得到镍系BR或稀土BR,实现了在同一套装置上镍系BR和稀土BR的柔性切换生产,且相互不影响反应活性。
马志涛[18]通过对BR挤压脱水机的进料斗、下料斗、螺杆、锥筒体、模板与切刀等进行改进,实现了挤压脱水机进料段吃料稳定,保证了膨胀干燥机的连续稳定运行和产品质量,出口压力不大于0.8 MPa,出口温度为90~110 ℃;新的无笼条结构设计,改善了胶料进料不畅的问题,安装方式可靠,降低了胶料的泄漏率,避免了清理时需要全机分解而产生的工作量和劳动强度大等问题;无笼条BR挤压脱水机改善了厂房环境,有利于工人操作和维护。
林彩虹等[19]开发出了一种用于稀土BR聚合原料混合的强制紊流器,其出口直接与第一聚合釜入口法兰相连,避免引发剂与丁二烯、己烷在反应器外提前接触,防止提前反应导致管路堵塞和局部高温,保证聚合釜内的反应平稳进行,生产出门尼粘度和相对分子质量分布稳定的稀土BR,提升了产品品质。
王瑜等[20]开发出了一种用于稀土BR的催化剂半连续生产装置,包括主催化剂配制釜、助催化剂配制釜。该装置能够通过反应器内的搅拌和反应器外循环研磨,显著提升催化剂分布的均匀程度,防止催化剂沉降导致催化剂损耗、阻塞、质量不稳定,进而减少对后续反应效果的影响。
赵青松等[21]开发出了支化BR制备方法及其混炼方法,即使用射线对BR进行辐照使其支化改性,制备出的支化BR平均支化指数为0.5×10-5~11×10-5mol·g-1,产品支化程度较高,用其制得的混炼胶和硫化胶具有很好的物理性能和加工性能。
孙伟等[22]开发了一种环氧化中高乙烯基BR的制备方法,即在氮气保护下,将中高乙烯基BR溶解于有机溶剂中得到胶液;将胶液与有机羧酸进行酸化得到酸化产物;将酸化产物与相转移催化剂混合得到混合物;将溶有钨酸盐的过氧化氢溶液滴加到混合物中进行环氧化反应;将环氧化反应得到的产物依次进行中和、洗涤后,干燥得到环氧化中高乙烯基BR(总环氧化度为6%~20%,顺式-1,4-结构单元的环氧化度为5%~10%,反式-1,4-结构单元的环氧化度为0.5%~10%)。
3 我国BR供需分析
2019年12月全球范围内暴发了新冠肺炎疫情,随着疫情蔓延,我国BR供需情况发生变化。
随着国家大力发展的“7+1”大型炼化一体化项目的建设完成及配套乙烯装置的陆续投产,新增丁二烯产能集中释放,丁二烯供应紧张局面得到了改善。我国BR发展呈现总体向好态势,供应量年均增长率为6.2%左右,需求量年均增长率为5.5%。“十三五”期间我国BR供需情况如表2所示。
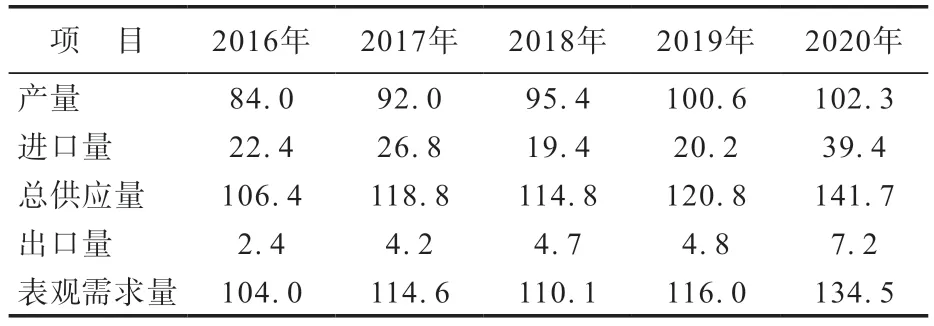
表2 “十三五”期间我国BR供需情况 万t
2021年为“十四五”开局之年,随着新冠肺炎疫情的控制,我国BR需求增速变化较小。2021年国内部分新建丁二烯装置相继投产,丁二烯产能迅速扩大。据报道,2021年国内累计有53万t丁二烯新产能释放,丁二烯总产能达到542万t·a-1,较2020年增长11%。在国内货源充足的情况下,丁二烯价格回落,进口依赖度进一步降低。BR行业利润看涨,2020年部分长期停产的BR生产装置相继开车复产,2020—2021年开车复产的BR装置如表3所示。

表3 2020—2021年开车复产的BR装置
2021年我国BR产量约为104万t,较2020年增长1.6%;进口量约为23万t,较2020年下降24%;出口量约为9万t,较2020年增长25%。
“十四五”期间我国计划新增BR生产装置如表4所示。
从表4可以看出,“十四五”期间,我国将有35万t·a-1的BR生产装置建成投产,且装置都具备镍系/稀土BR切换生产能力。稀土BR较镍系BR具有优异的耐屈挠性能、更好的抗湿滑性能和更低的滚动阻力,可以生产高性能绿色轮胎[23-25]。新增稀土BR装置可缓解我国BR同质化竞争现象,解决高端产品依赖进口的问题,提高国产BR的市场竞争力。
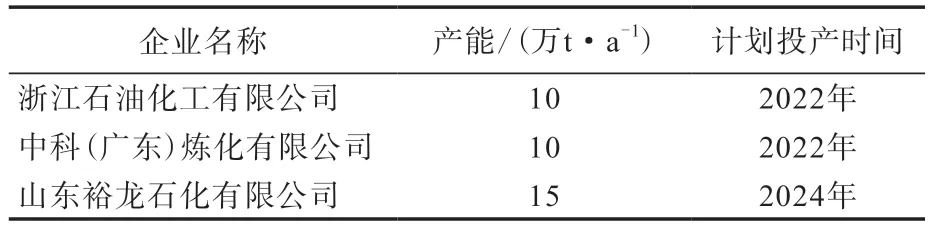
表4 “十四五”期间我国计划新增BR生产装置
4 相关政策法规
在“中国制造2025”和“工业4.0”时代的背景下,为了引导我国合成橡胶行业健康有序地发展,我国相继出台了一系列扶持政策以促进企业转型升级,提升企业竞争力。
(1)2015年5月发布《中国制造2025》,明确将合成橡胶列入大力推动突破发展的十大领域材料之一,发展溶聚SBR和稀土橡胶等。
(2)2016年12月发布《新材料产业发展指南》,明确进一步健全新材料产业体系,下大力气突破一批关键材料,提升新材料产业保障能力,支撑中国制造实现由大变强的历史跨越,逐步扩大前沿新材料应用领域。
(3)2020年1月实施《产业结构调整指导目录(2019年)》,指出稀土BR开发与生产属于国家鼓励类石油化工产业,符合国家产业政策要求。
(4)2021年4月发布《关于明确先进制造业增值税期末留抵退税政策的公告》,将初级形状BR的出口退税率由2018年的10%提高到13%,这将有利于提高BR出口量。
5 我国BR发展前景展望和建议
(1)在国家安全、经济、环保三方面政策要求日益严格的背景下,环保型合成橡胶产品将是行业发展的必然趋势,稀土BR将得到进一步发展。
(2)随着欧盟绿色轮胎标签法规的实施,以及5G等新技术带动相关行业的发展,我国“十四五”期间BR的年需求量约为140万t。
(3)BR行业应引进国外先进技术,支持国内核心技术的开发,持续改善我国BR行业产品同质化现象,稳步提升装置开工率。
(4)高端BR仍将保持较大的进口量,尤其是性能优异的稀土BR产品,随着我国镍系/稀土BR多功能装置的投产,BR进口量将会逐渐减少。
(5)我国BR生产企业应加强与下游轮胎企业的合作,形成双赢的局面。
猜你喜欢
分子催化(2022年1期)2022-11-02
小哥白尼(军事科学)(2022年4期)2022-07-08
发明与创新(2021年39期)2021-11-05
建材发展导向(2021年16期)2021-10-12
表面工程与再制造(2021年1期)2021-08-06
科学大观园(2019年13期)2019-09-10
智富时代(2018年3期)2018-06-11
智富时代(2018年3期)2018-06-11
Coco薇(2017年10期)2017-10-12
科学中国人(2017年36期)2017-06-09
