空间推进系统铝合金组件激光焊阈值特性
2022-07-15 11:27马纪龙周宇浩林嘉伟
宇航材料工艺 2022年3期
宋 凡 马纪龙 周宇浩 曹 丹 林嘉伟
(1 上海空间推进研究所,上海 201112)
(2 上海空间发动机工程技术研究中心,上海 201112)
文 摘 为解决空间推进系统直属组件轻量化需求,对新采用的铝合金材料进行了激光焊阈值特性研究。结果表明,铝合金激光焊阈值区间与焊接速度和离焦量的绝对值正相关,但正向变化幅度远低于不锈钢、镍合金和钛合金等材料。对于光束质量不同的激光焊机来说,光束的焦斑直径越小,实焦焊时阈值区间越低;光束的发散角越小,相同离焦量下阈值区间越低。在-12°~12°内,铝合金激光焊阈值区间与入射角无关。保护气的吹送方向和吹送速度基本不改变铝合金激光焊的阈值区间,此特性与不锈钢等材料略有区别。
0 引言
根据熔池中是否产生了匙孔效应,激光焊可分为热导焊和深熔焊[1],导致焊接模式转变的特定功率范围称为阈值区间,在此区间内焊接过程非常不稳定,因此必须掌握阈值区间的分布规律,方可在设置焊接参数时得以提前避开。
在减重需求日益迫切的当下,空间推进系统中铝合金组件的占比逐渐增多。此前行业内已对不锈钢、镍合金和钛合金等材料进行了阈值特性研究[2],但铝合金的激光焊技术仍是当今研究难点和薄弱环节。本文针对铝合金激光焊过程中焊接模式的转变机理进行了研究,达到了量化各类工艺参数对阈值区间影响规律的目的。
1 实验
实验设备采用两台YAG 式激光焊机,型号分别为HL2006D 和TruDisk3002,最大功率分别为2 和3 kW,光束质量分别为30 和8 mm•mrad。
实验件材料为5A06 铝镁系铝合金,配合形式为平板对接。实验件焊前进行碱洗、烘干和刮削处理,焊接质量按照航天企业标准Q/RJ71—2000 的I 级要求进行控制。
2 结果与讨论
2.1 焊接速度的影响规律
将离焦量设为0(即表面焦),保护气种类设为氩气,吹送方式设为45°旁轴前吹,吹气速度设为15 L/min,入射角设为仰4°(防反射),并固定以上参数不变。以100 W 为步进增加激光功率(P),分别在4 种焊接速度下进行焊缝成形实验,相应的熔深(D)变化曲线见图1(a)。4条曲线都在局部出现了陡升形态,此处即是热导焊向深熔焊进行焊接模式转变的功率阈值区间。考虑到前3 条曲线都在1 500~1 600 W完成了陡升过程,无法区分先后顺序,因此以50 W为步进再次进行细化实验,结果见图1(b)。
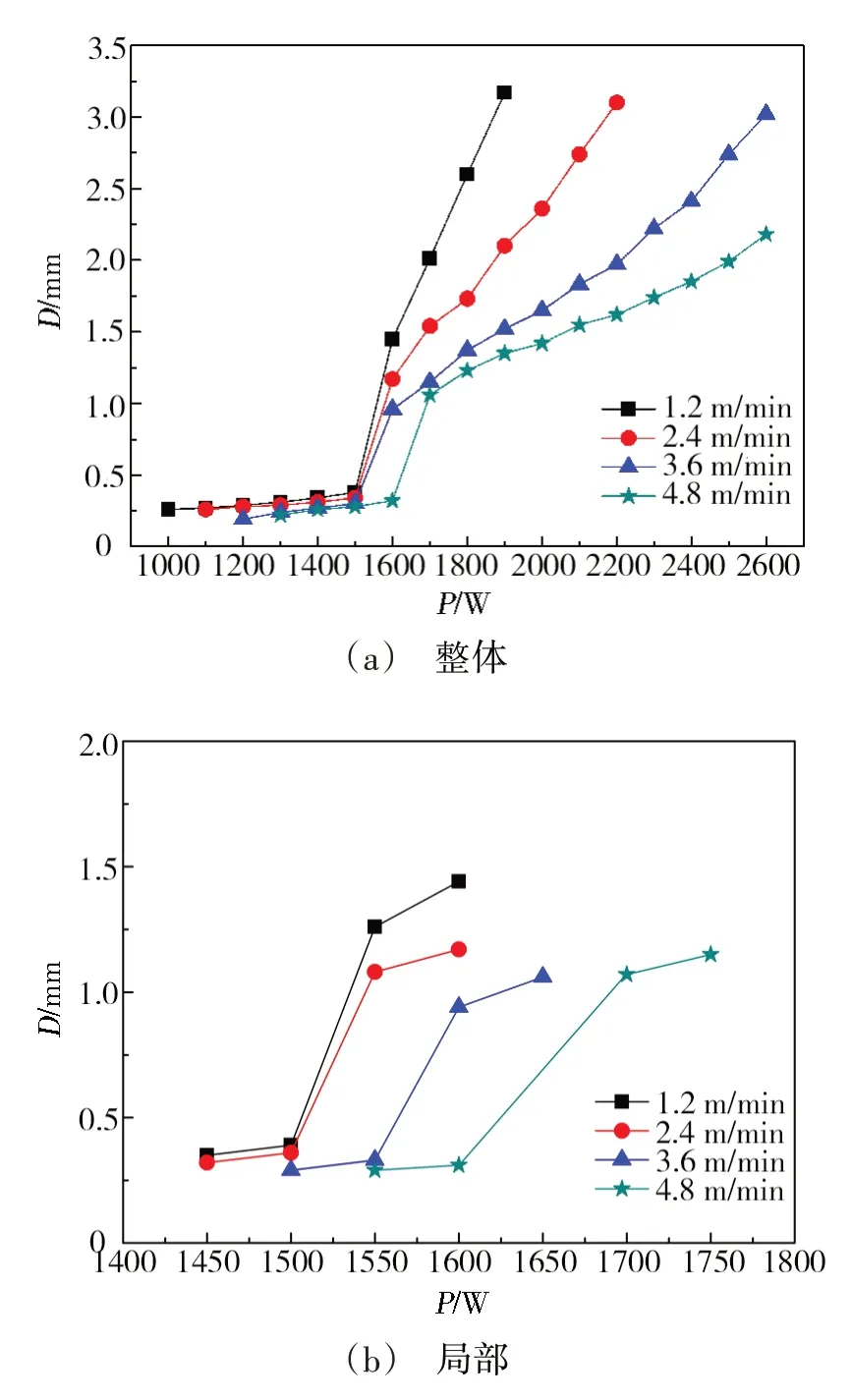
图1 焊接速度对焊缝熔深的影响规律Fig.1 Influence of speed on weld penetration
记录汇总阈值区间中值和宽度,可得图2所示的阈值区间(Th)-焊接速度(v)关系曲线。当焊接速度从1.2 m/min 增至2 倍时,阈值区间的中值和宽度保持不变;当速度增至3 倍时,中值增加了约3.3%,宽度保持不变;当速度增至4 倍时,中值增加了约8.2%,宽度从50 W 增至100 W。整体而言,铝合金激光焊阈值区间受焊接速度的影响很小。针对这种现象,有研究[3-4]模拟得到匙孔深度随时间的变化曲线,结果显示匙孔增长至极限深度的50%仅需不到1 ms,因此对于常用的焊接速度区间来说,光束移动速度远慢于匙孔成形速度,即焊接速度对匙孔的形成几乎无影响,而工件表面所吸收到的激光功率密度(激光功率/光斑面积)是匙孔成形唯一决定因素。
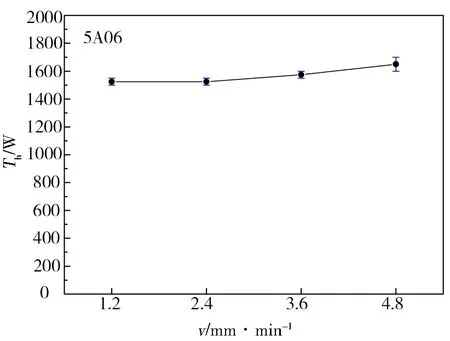
图2 焊接速度对阈值区间的影响规律Fig.2 Influence of welding speed on threshold interval
此前对不锈钢、镍合金和钛合金进行了研究,结果表明3 者阈值区间受焊接速度的影响程度可达50%~55%,且整体分布在500~900 W 的小功率范围内,如图3所示。

图3 焊接速度对阈值区间的影响规律Fig.3 Influence of welding speed on threshold interval
分析认为,形成匙孔所需的能量密度和母材化学元素的沸点负相关[5]。由于铝的沸点显著低于铁、镍和钛,因此铝合金的阈值区间应较低。但铝对激光的反射率和导热率远高于后3者,导致铝合金母材吸收和存留热量的能力极差,从而使其升温、熔化和汽化过程所需的激光功率显著提高,最终表现为阈值区间高出近3倍。与此同时,有人对匙孔受力模型进行了分析[6],结果表明金属蒸气逸出时的反冲力pv是产生并维持匙孔的动力(pv取决于金属蒸气压),而液态金属的表面张力pσ、静态重力pg和动压力ph是促使匙孔消失的阻力(其中pg、ph远小于pv、pσ),当动力和阻力趋向平衡时匙孔形态保持稳定。由于铝的蒸气压远高于铁、镍和钛,而表面张力又显著低于后3者,因此铝合金熔池匙孔的扩展动力远大于闭合阻力,此时即使光束移动速度加快,致使蒸气产生量减少,但剩余蒸气的反冲力仍足够产生并维持匙孔,表现为焊接速度对阈值区间的影响极小。
2.2 离焦量的影响规律
激光束的纵截面形态与双曲线近似,当工件在双曲线束腰附近进行上下移动(即变动离焦量)时,工件表面的光斑面积会按二次曲线的规律变化[7],最终改变了熔池表面的激光功率密度。
固定其他参数不变,在5种离焦量下变动功率进行焊接实验,所得熔深变化曲线如图4所示。记录汇总阈值区间中值和宽度,可得图5所示的阈值区间-离焦量(Z)关系曲线。
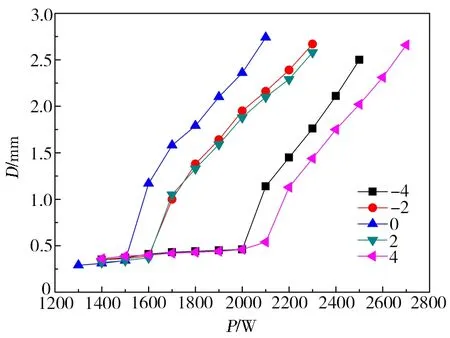
图4 离焦量对焊缝熔深的影响规律Fig.4 Influence of defocus on weld penetration
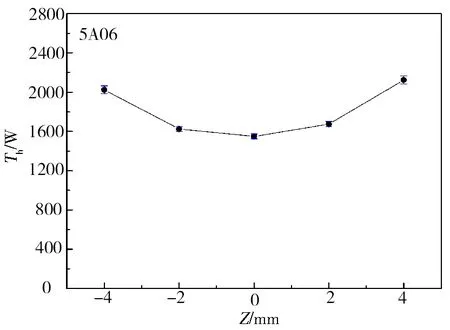
图5 离焦量对阈值区间的影响规律Fig.5 Influence of defocus on threshold interval
离焦量为零时阈值区间中值最小,离焦量绝对值越大则阈值区间中值越大;当离焦量增加2 mm时,阈值区间中值增加了6%~8%,当离焦量增加4 mm 时,阈值区间中值增加了25%~30%,但阈值区间宽度基本不变。分析认为,离焦量为零时工件表面的光斑面积最小,激光功率密度Ek可以达到最大值,熔池金属更快地被加热汽化,从而能更早地产生深熔焊所必需的匙孔。当离焦量往正或负向逐渐增长时,工件表面的光斑面积都相应增大,这必然导致功率密度的同步下降[8],从而减缓金属汽化以造就匙孔的速度,最终造成深熔转变的阈值区间不断提高。
此前对不锈钢进行了相同类型的研究,结果显示离焦量对阈值区间的影响规律与铝合金高度相似,区别是不锈钢的变化相对幅度较大,在离焦2/4 mm时阈值区间中值分别提高15%~20%/45%~80%(图6)。

图6 离焦量对阈值区间的影响规律Fig.6 Influence of defocus on threshold interval
分析认为,匙孔主要依靠逆韧致吸收和菲涅尔吸收这两种机制来吸收激光能量以维持存在,逆韧致吸收指激光能量被匙孔内喷出的金属蒸气及其电离出的等离子体吸收,菲涅尔吸收指激光能量在匙孔内多次反射时被孔壁的液态金属吸收。有研究[9]称在铝合金激光深熔焊时逆韧致吸收比菲涅尔吸收更有效,这与不锈钢和镍合金等材料正好相反。一般来说,逆韧致吸收主要发生在匙孔口位置,与光束的反射路径基本无关;而菲涅尔吸收则依赖于光束的反射路径,且发生在孔口以下的一定距离,因此以逆韧致吸收为主的铝合金匙孔受离焦量变化的影响更小,表现为阈值区间在离焦量改变2 mm 时仅提高6%~8%左右。
除此之外,5A06 铝合金中含有约7%的Mg、Zn低沸点合金元素,当铝合金母材受到激光加热时,一旦表面温度超过了Mg、Zn 的沸点,这两种合金元素就会立即汽化,在铝合金表面形成初始的匙孔坑,有利于最终匙孔的快速成形。在离焦量发生改变时,激光束的能量密度明显减小,其汽化高沸点元素(如Fe、Ni)的能力明显下降,但汽化低沸点元素(如Mg、Zn)的能力基本不变,导致铝合金初始成孔所需的激光功率密度很容易达到,最终表现为阈值区间受离焦量的影响很小。
2.3 光束质量的影响规律
光束质量的细分指标包括焦点光斑直径(D0)和远场发散角(Θ0)两类,已有两台焊机(HL2006D/TruDisk3002)的焦点光斑直径和远场发散角分别为0.45、0.54 mm 和267、59 mrad,即前者较为发散但焦斑面积略小,后者较为平直但焦斑面积略大。
前两节数据为TruDisk3002 焊机所得,现固定其他参数不变,在HL2006D 焊机上同样以5 种离焦量进行焊缝成形实验,相应的熔深变化曲线如图7所示。记录汇总此时的阈值区间中值和宽度,可得如图8所示的阈值区间-离焦量关系曲线。
对比图4、图5、图7、图8可知,实焦焊模式下HL2006D 焊机阈值区间更靠近低功率区;虚焦焊模式下TruDisk3002 焊机阈值区间更靠近低功率区。分析认为,在实焦焊模式下,由于HL2006D 焊机的焦点光斑面积更小,因此在达到同等功率密度时所需的激光功率更小,即阈值区间稍低。在虚焦焊模式下,由于TruDisk3002 焊机的光束发散角更小,因此当两者的离焦量相同时,其作用于工件表面的光斑面积更小,故阈值区间更低。
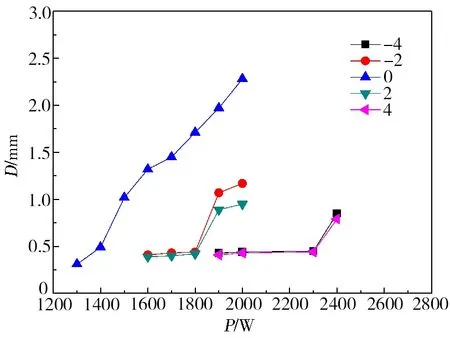
图7 离焦量对焊缝熔深的影响规律Fig.7 Influence of defocus on weld penetration

图8 离焦量对阈值区间的影响规律Fig.8 Influence of defocus on threshold interval
此前对不锈钢进行了相同类型的研究,结果显示光束质量对阈值区间的影响规律与铝合金大致相似,区别是前者的变化幅度稍大,在相同离焦2 mm时阈值区间中值相差约26%,相较而言铝合金相差约16%,如图9所示。

图9 离焦量对阈值区间的影响规律Fig.9 Influence of defocus on threshold interval
2.4 入射角的影响规律
光束入射角定义为入射光轴线与工件表面法线的夹角,即光束垂直入射到工件表面时入射角为0°。若定义光束前倾时入射角为正(俯角),则光束后仰时入射角为负(仰角)。固定其他参数不变,以4°为步进改变入射角进行焊缝成形实验,相应的熔深变化曲线如图10所示。记录汇总此时的阈值区间中值和宽度,可得图11所示的阈值区间-入射角(IA)关系曲线。

图10 入射角对焊缝熔深的影响规律Fig.10 Influence of incident angle on weld penetration

图11 入射角对阈值区间的影响规律Fig.11 Influence of incident angle on threshold interval
在-12°~12°范围内,阈值区间不受入射角变化的影响。分析认为,仅改变入射角而不改变离焦量时,工件表面的圆形光斑会转变为椭圆形,但当入射角的变化范围较小时,圆形光斑和椭圆形光斑的面积差距极小,基本不影响激光功率密度,因此深熔转变行为不变,即阈值区间保持恒定。
此前对不锈钢进行了相同类型的研究,结果显示入射角对阈值区间的影响规律与铝合金完全相同,见图12。

图12 入射角对阈值区间的影响规律Fig.12 Influence of incident angle on threshold interval
2.5 保护气的影响规律
对于旁轴保护气,根据喷嘴摆放位置可分为后吹、前吹和侧吹3种吹气方向模式。
选定某种吹气方向,如后吹模式,改变吹气速度进行对比实验,所得焊缝的熔深变化曲线如图13所示。固定吹气速度(15 L/min)和其他工艺参数不变,分别在3种吹气方向下进行对比实验,所得焊缝的熔深变化曲线见图14。记录汇总此时的阈值区间中值和宽度,可得图15、图16所示的阈值区间-吹气速度(Fv)关系曲线和阈值区间-吹气方向关系曲线。
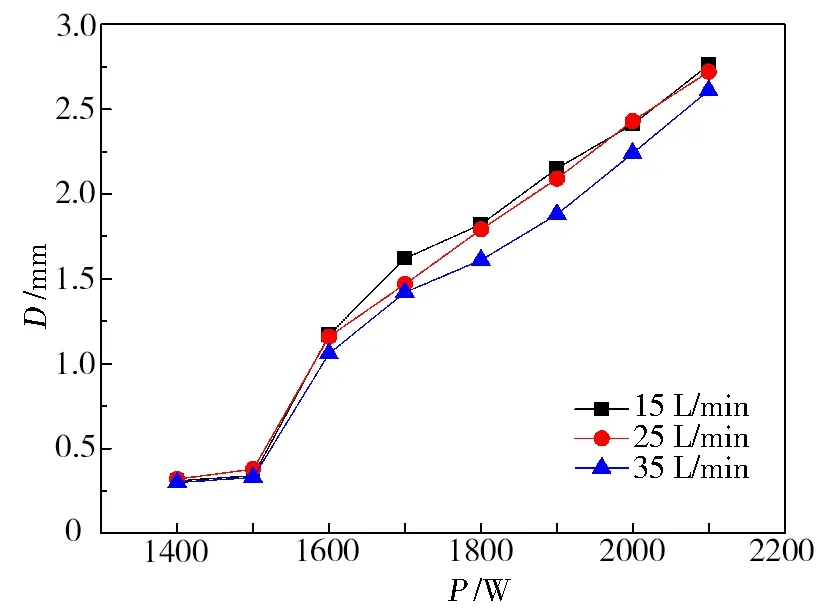
图13 吹气速度对焊缝熔深的影响规律Fig.13 Influence of flow velocity on weld penetration

图14 吹气方向对焊缝熔深的影响规律Fig.14 Influence of flow direction on weld penetration
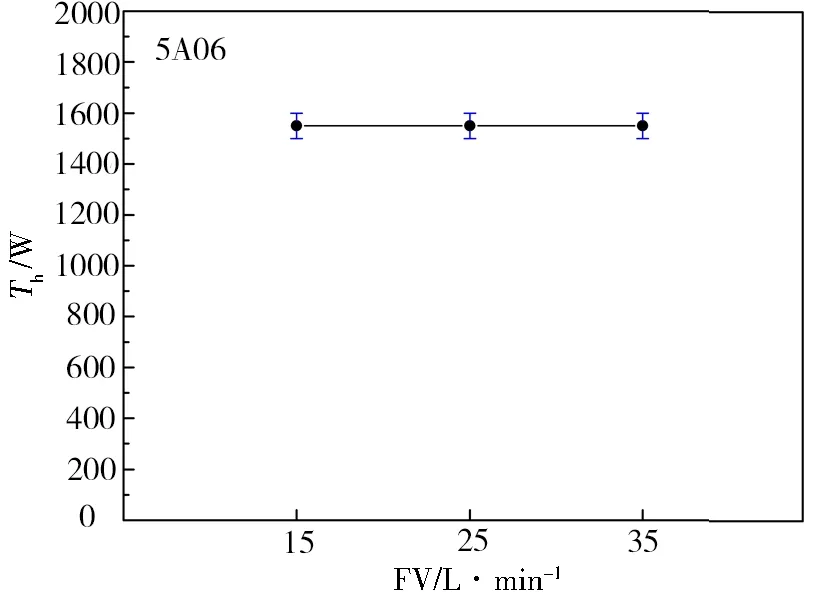
图15 吹气速度对阈值区间的影响规律Fig.15 Influence of flow velocity on threshold interval

图16 吹气方向对阈值区间的影响规律Fig.16 Influence of flow direction on threshold interval
吹气方向和吹气速度对阈值区间无可见影响。分析认为,激光在焊接过程中会持续地电离从熔池内喷出的金属蒸气,此过程会消耗部分的激光能量,且产生的等离子体会同未电离的金属蒸气一起使激光产生散射,导致激光的焊接能力发生一定程度的降低[10]。当吹气速度逐渐增大时,金属蒸气能被更快地吹走,导致其散射激光的能力逐渐减弱,故应使激光的熔化能力有所加强。但有研究称YAG激光形成等离子体的临界功率密度比CO2激光高两个数量级,在YAG 激光焊接时,熔池区的光谱分布呈连续态,说明此时几乎不产生等离子体[11],也就是电离耗能和等离子散射的不利影响基本不存在,最终造成值区间与吹气速度基本无关。与此同时,由于工件为平板形,因此吹气方向的变化不会导致气流形态发生改变,不改变熔池内气体的逸出行为,因此阈值区间不受影响。
此前对不锈钢进行了相同类型的研究,结果显示吹气方向同样对阈值区间无影响,但增加吹气速度会降低阈值区间中值,如图17、图18所示。
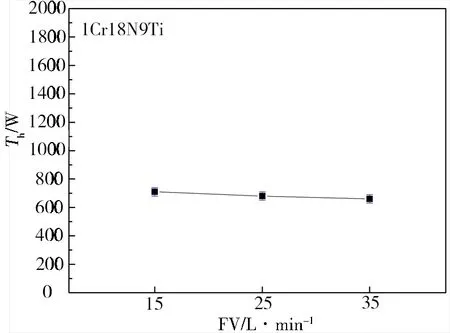
图17 吹气速度对阈值区间的影响规律Fig.17 Influence of flow velocity on threshold interval

图18 吹气方向对阈值区间的影响规律Fig.18 Influence of flow direction on threshold interval
分析认为,在同样进入最稳定的+3 价阳离子模式下,铝元素所需的电离能大约是铁元素的93%(2 744 kJ/mol∶2957 kJ/mol),即两者在同一激光功率下形成等离子体的程度大致相同。考虑到铝合金深熔转变的功率比不锈钢高约2.5倍,因此同样处于阈值区间附近时,不锈钢熔池匙孔上方的等离子体显著多于铝合金,故当吹气速度逐渐增大时,不锈钢金属蒸气及等离子体能被更快地吹走,降低了蒸气吸能和等离子体散射的不利影响,最终造成阈值区间与吹气速度呈负相关。
3 结论
(1)与不锈钢、镍合金和钛合金类似,铝合金激光焊阈值区间与焊接速度同样成正向关系,但其区间中值高出前3 者近3 倍,且受速度的影响程度仅为前3者的1/6~1/7左右。
(2)铝合金激光焊阈值区间与离焦量绝对值呈正相关,但相较于不锈钢、镍合金和钛合金,离焦量的影响程度仅为前3 者的1/3~1/4 左右,且正离焦和负离焦的区别很小。
(3)光束质量影响铝合金激光焊阈值区间,光束的焦斑直径越小,实焦焊时阈值区间中值越小;光束的发散角越小,相同离焦量下阈值区间中值更小。
(4)在-12°~12°范围内,铝合金激光焊阈值区间与入射角无关。
(5)保护气的吹送方向和流量基本不改变铝合金激光焊阈值区间。
猜你喜欢
现代电子技术(2022年11期)2022-06-14
房地产导刊(2022年5期)2022-06-01
建材发展导向(2021年19期)2021-12-06
科技研究(2021年15期)2021-09-10
舰船科学技术(2021年12期)2021-03-29
科技风(2020年29期)2020-11-10
作文大王·低年级(2020年6期)2020-06-22
东方少年·快乐文学(2019年2期)2019-04-22
名城绘(2018年12期)2018-10-21
分析化学(2017年12期)2017-12-25