核电站一回路上充泵密封故障分析与处理
2022-07-14 09:02牛培宇孙忠志杨运忠李明玖
设备管理与维修 2022年9期
牛培宇,孙忠志,杨运忠,李明玖,李 健
(江苏核电有限公司维修二处,江苏连云港 222042)
0 引言
某核电站3/4号机组化学和容积控制(KBA)系统主要转动设备为小流量上充泵,结构形式为卧式三柱塞曲柄连杆型容积泵,每台机组共有KBA51/52/53AP001三台泵,一用一备一应急。安全等级3H,质保等级QA2,抗震等级Ⅱ,该泵由电机、齿轮箱、曲轴箱和液压缸体组成,主要参数见表1。
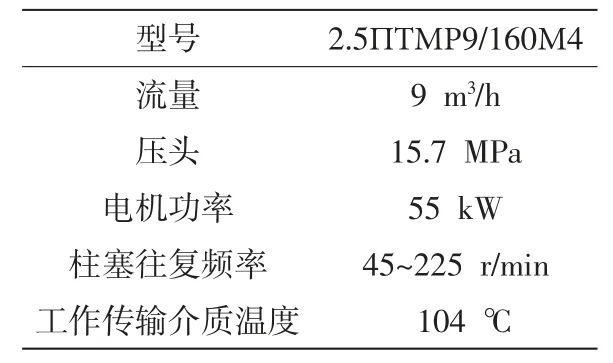
表1 小流量上充泵主要参数
小流量上充泵KBA51/52/53AP001的主要功能:①在反应堆“加热”“冷却”工况下投入运行,维持冷却剂在KBA系统内的循环;②在一回路水压试验时提升一回路压力至17.6 MPa;③在调硼工况以及发生一回路泄漏事故工况下投入运行,向一回路输送硼酸溶液或纯凝结水;④在功率运行期间维持“上充”工况;⑤主泵独立回路的应急喷淋。
该系统泵的运行情况密切关系到机组的安全可靠运行,但自从安装调试期间起,该系统泵一直存在密封组件寿命短导致介质频繁泄漏超标等缺陷,无法长期稳定连续运行,直接影响机组建设工程节点和安全运行。
1 小流量上充泵结构组成
小流量上充泵由电机、齿轮箱、曲轴箱、液压缸体组成(图1)。电机通过齿轮箱连接曲轴并传递扭矩,曲轴和连杆大头轴瓦连接,连杆小头轴瓦通过圆柱销和十字滑块连接,将曲轴的圆周运动转化为十字滑块的往复直线运动。十字滑块端部连接由球头连杆、连接头、柱塞组成的轴系,最终使柱塞进行往复运动,见图2。
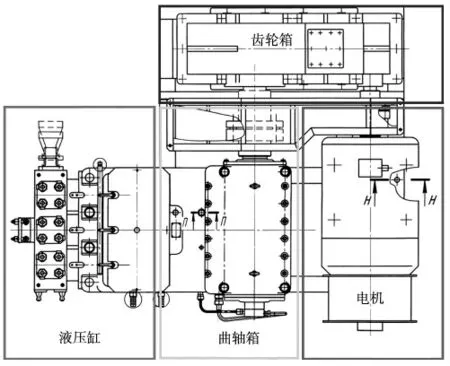
图1 小流量上充泵俯视图
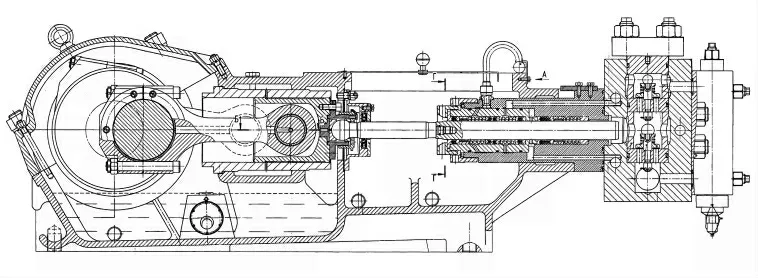
图2 小流量上充泵结构组成
每台泵包含3组液压缸,液压缸内密封件和柱塞形成密封组件密封介质和冷却水,其内部密封组件布置方案见图3。
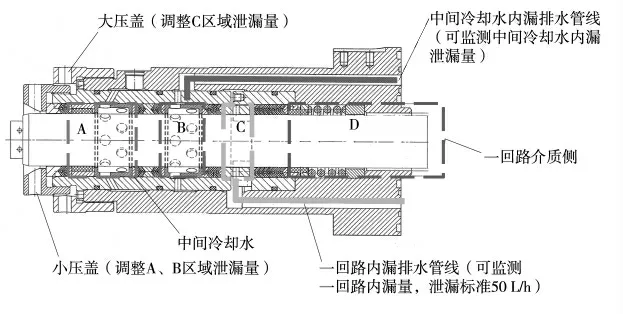
图3 液压缸密封组件布置
每个液压缸共在5个位置依次设置3-2-2-3-7共计17个唇形密封圈,将液压缸内分成5个区域,从左向右依次为:①柱塞冷却水外漏引流的敞口区域;②柱塞冷却水区域(A);③柱塞冷却水内漏引流区域(B);④一回路介质内漏引流区域(C);⑤一回路介质区域(D)。
唇形密封结构形式可以压紧变形,位于缸体左侧的两个压盖可以调整密封组件的压紧力。旋紧大压盖后将推入冷却水缸套,进而压紧一回路侧的7个唇形密封,调增一回路侧密封性;旋紧小压盖后将直接将压紧力传递至3-2-2-3等4组冷却水侧的密封件上,调整冷却水侧密封性。
用于密封一回路的7个唇形密封处设置弹簧提供预压紧力,保证唇形密封产生变形配合柱塞进行密封,每根柱塞设置两处滑动导轴承进行径向限位。
2 缺陷描述
密封件采用唇形密封(图4),材料为F4PM20(Ф4К20),为俄罗斯厂家提供的一种氟塑料并添加填充物,唇形密封的密封原理是依靠装填在密封腔体中的预紧压力,使其唇边紧贴密封腔体和柱塞,阻塞泄漏通道而获得密封效果。唇形开口需要朝向高压方向,在压力作用下更加贴紧内、外表面,从而增强密封效果。如需要进一步增强自密封性,安装时需要进行预紧,产生径向的膨胀变形,挤紧柱塞实现密封。
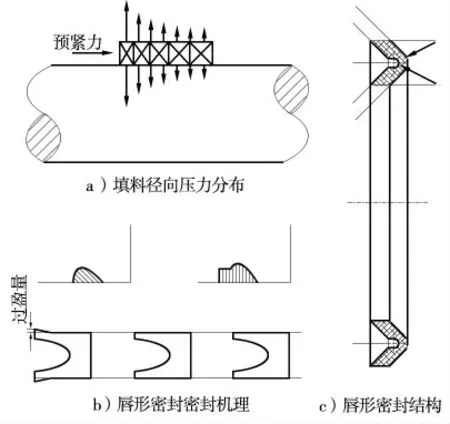
图4 唇形密封结构及工作原理
通过2017—2018年期间多台泵的运行和验证,密封组件的使用寿命只有15~20 d,无法满足运维手册中明确的密封累计使用寿命不低于1000 h(约42 d)的要求。
3 缺陷分析
3.1 原因分析
经查阅文献和梳理,影响柱塞泵密封寿命的因素较多。
(1)柱塞作为运动部件,在密封件上做摩擦往复运动,要求柱塞表面有足够的光洁度和硬度。较高的光洁度可以减少摩擦力,减少发热,同时也需要保持一定的硬度,避免被填料快速磨损,磨损会增大摩擦力,进一步导致发热和磨损。
(2)泄漏量和预压紧力平方成反比,但预压紧力和摩擦力成正比。压紧力过小,泄漏量过大,长时间带压泄漏将会损伤密封件;若压紧力过大,也会造成上述的发热问题,如大量生热,密封件会产生粘连、焦灼、叠层、扭曲、错移、挤压飞边等损坏。
(3)密封材料是决定密封寿命的关键,密封材料应具有耐磨性好、耐冲击性好、耐热性好、适当的韧性及一定的强度,同时在超高压力作用下材料不会改性且最好具有一定的自润滑性。密封组件材料在承受高压力挤压的同时,由于配合零件之间存在间隙,柱塞运动轨迹并非理想直线,密封组件会承受较大的扭曲力,选用高柔韧性材料加工密封,能很好地解决材料的开裂问题。但过多地考虑材料的韧性,较软材料在高压作用下,密封会发生挤压变形,尤其是密封唇部结构形状变化后,改变了原始设计配合关系,见表2。同时,密封材料在超高压作用下会受到压缩,产生较大的轴向位移间隙,极短的时间就发生密封失效。

表2 不同材料失效形式
(4)影响密封失效的主要因素(图5)
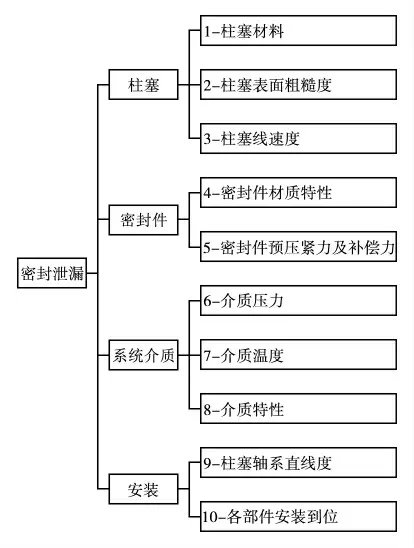
图5 影响密封失效的主要因素
3.2 原因排查
通过现场检查、参数对比,对密封失效因素进行排查。
(1)柱塞表面粗糙度0.2,且进行表面处理以提高硬度,每次拆卸检查柱塞表面,如果是新更换的柱塞,运行一个周期基本上没有明显划痕,多次运行后柱塞才存在较浅划痕,且新更换柱塞后运行,唇形密封的使用周期同样只能运行15~20 d。可排除柱塞材质和粗糙度因素。
(2)柱塞线速度可以转换成为泵的出口流量进行评价。柱塞线速度设计范围为45~225 r/min,但大部分工况都在50%额定流量即112 r/min以下的中低速度运行,工况相对稳定(图6),且属于无法进行更改的参数。可排除柱塞线速度因素。
(3)密封预压紧力由弹簧提供,拆卸过程使用不同尺寸的调整环可调整预压紧力的大小(安装后预压紧力无法调整),前期拆卸过程没有对厂家提供的调整环进行对比,均为直接安装,可能存在预压紧力不合适的情况。密封预压紧力为可能因素。
(4)3/4号机组密封件和1/2号机组上充泵使用的密封件相同,材质为俄供氟塑料F4PM20(Ф4К20),一期的使用寿命目前普遍为30~40 d,略高于3/4号机组,但也不满足运维手册要求。密封件材质特性为可能因素。
(5)泵自带安全阀,安全阀的介入压力为16.7 MPa,避免超压损伤设备及密封件。查询参数,泵出口介质压力一直保持额定压力15.7 MPa,参数比较稳定,安全阀起跳压力和实际运行压力均小于泵最大允许工作压力19.6 MPa。可排除介质压力因素。
(6)经查询对比泵的一回路侧泄漏曲线和介质温度曲线(图6)发现,泄漏量和柱塞频率入口介质温度有正向对应耦合关系,由于入口介质温度因受上游除气器不定期工作投用的影响,会在60~104℃范围内波动。相比在104℃的额定介质温度工况下,当介质入口温度在60~70℃时,泄漏量大幅降低,随着温度升高时,泄漏量也随之明显增加。介质温度为可能因素。
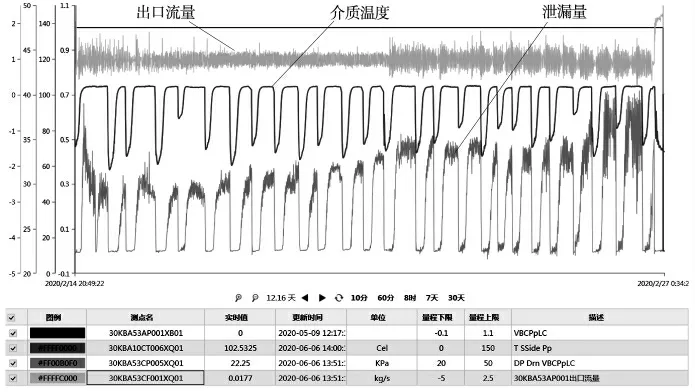
图6 泄漏量、介质温度、流量曲线
(7)泵的介质分为反应堆一回路冷却剂(下泄后上充)和清水两种,其中绝大部分时间为反应堆一回路冷却剂,主要含硼酸,化学成分较为稳定,介质含放射性,但该参数为不可改变/抗拒因素,需由密封件材质特性环节兼顾考虑,且一回路介质水质监测环节为电站运行重点监测指标,未出现偏差。可排除介质特性因素。
(8)3/4号机组该泵在柱塞球头连杆处结合1/2号机组的经验反馈,实施了十字滑块镶嵌高硬度垫块的优化,见图7,避免出现因十字滑块变形导致存在过大的非轴向受力,影响轴系直线度的情况,在每次处理密封泄漏缺陷过程,都会复查该位置状态,偶尔发现存在球头连杆调整压盖略松情况(重新紧固),属于个例情况。排除柱塞轴系直线度因素。
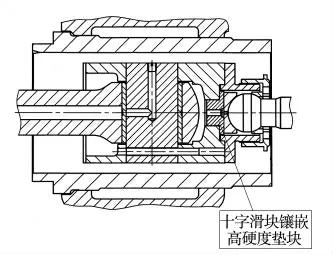
图7 十字滑块部位优化
(9)后续每次拆卸过程重点检查各部件是否存在安装不当或不到位情况,在未出现安装问题的前提下,仍未解决密封寿命问题,排除柱塞轴系直线度因素。
经过上述因素排查得出,影响密封寿命的关键因素集中在唇形密封预压紧力、密封件材质特性和介质温度方面,但系统介质温度标准和温度波动运行的工况属于无法修改的因素,因此需要从材质选取中关注材质自身对温度的适应方面进行考虑。
4 改进方案
4.1 唇形密封预压紧力问题
泵的唇形密封预压紧力由弹簧提供,经现场对6台泵安装的弹簧进行测量,发现由于弹簧长度存在一定误差,设计长度实际长度为46~54 mm,最大压缩量为12~18 mm,差别较大,在实际使用中,也存在对弹簧的压缩量调整不一致导致密封预压紧力不当的情况。
6台泵重新挑选使用尺寸为48.5~50 mm的弹簧,并通过加工调整环厚度,将每台泵3个缸的弹簧工作压缩量调整基本一致,误差不超过0.5 mm。结合多次实际运行结果,逐步试验最佳实际工作压缩量为12~13 mm。
4.2 密封件材质特性问题
将密封材质与系统介质温度变化的对应关系向俄罗斯厂家进行通报,建议厂家对唇形密封的性能进行优化,需重点关注热膨胀、形变等和温度相关的参数,确保材料在受热、承压状态下密封不发生永久变形,保持密封副配合的相对稳定。同时保证合理的强度和韧性,满足密封件的完整和超高压状态下密封形状的完好性。
经过对各类材质组织查找验证,唇形密封优化后的新材质选择АрФлон/Arflon AR200系列的AR204。
Arflon是一种含氟高分子聚合物材料,通过将PTFE粉末预压实,然后进行物理化学加工处理获得。Arflon在化学性能方面与PTFE(聚四氟乙烯或氟塑料-4)类似,但在物理、机械和抗磨性能方面明显优于PTFE。其工作温度范围-150~250℃,可在化学和生物侵蚀性介质、碳氢化合物、海水以及电离辐射效应条件下使用。
AR204具有无冷流性(蠕变速率下降1000倍及以上,在较大的应力和温度范围内都具有弹性性能)、高弹性模量(在室温下最多增加到2倍,在250℃时增加为原来的3~4倍)、摩擦因数与滑动速度的关系曲线指标值较低、高抗辐射性等特点,见表3。
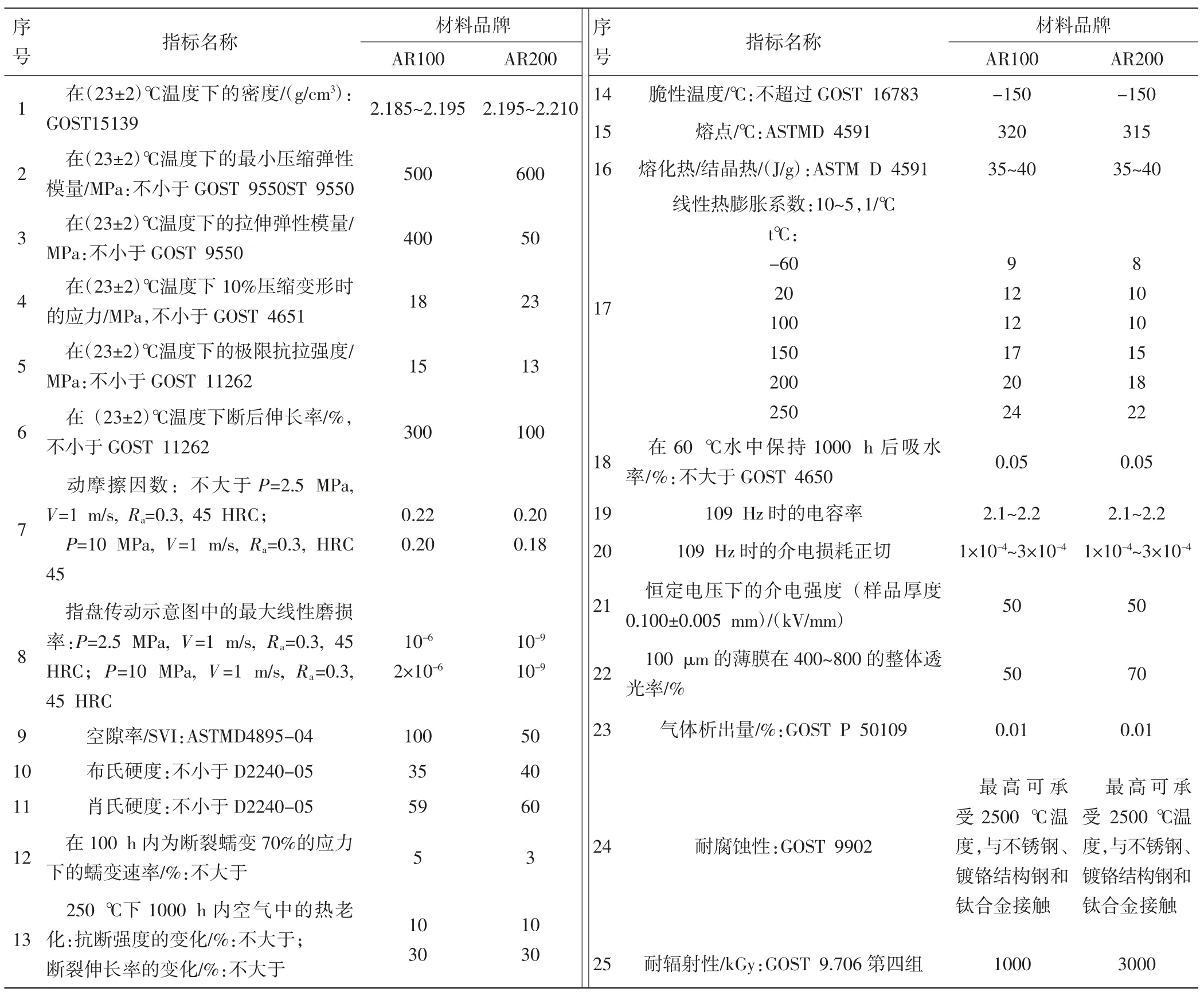
表3 Arflon的物理性能
特别是相比原材料F4PM20(Ф4К20)及其他对照含氟聚合物,AR204能重点提高在高温下的形变特性,如150℃下1 h总形变量降低8%,1 h后膨胀率降低10%,见表4、表5。
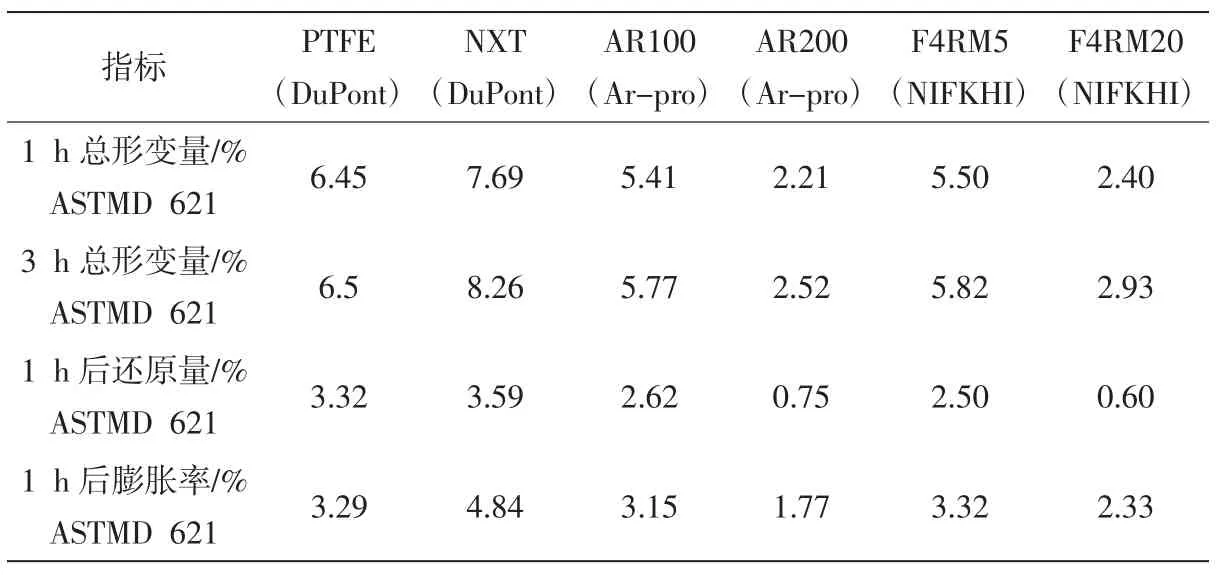
表4 Arflon与其他氟聚合物在230℃时的形变特性对比
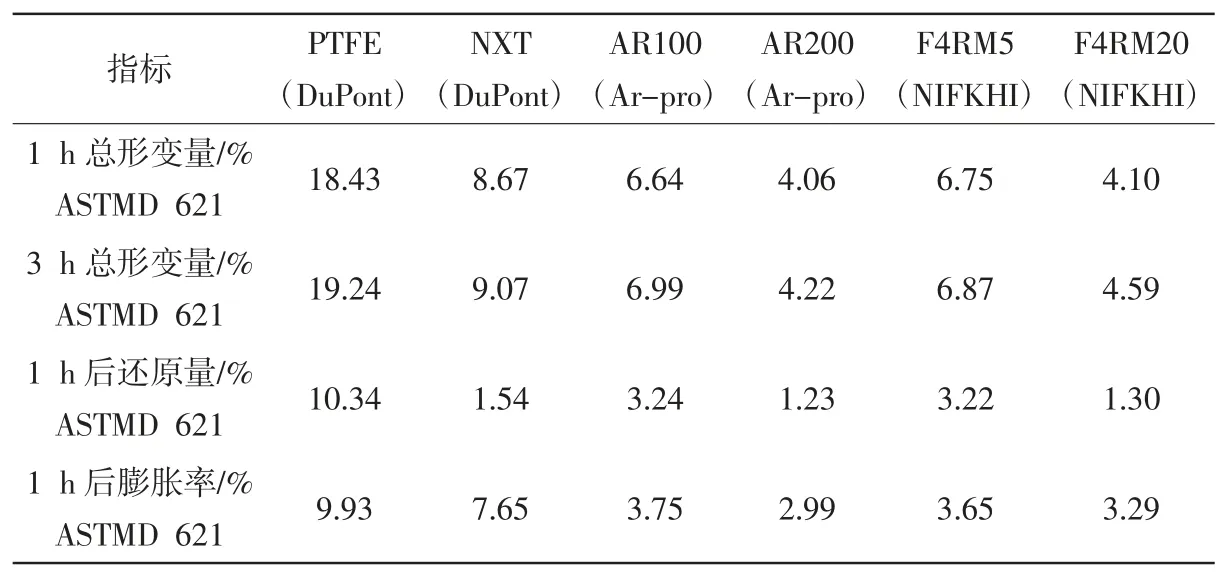
表5 Arflon与其他氟聚合物在150℃时的形变特性对比
唇形密封材质经过筛查和对比,确定选择高温下形变特性更优秀的AR204材质唇形密封,对现场6台泵全部更换并进行验证。
5 后续验证
2018年8月30KBA53AP001作为第一台泵开始安装该优化后材质AR204密封进行验证,并调整保证预压紧力,最终累计运行70 d。后续依次完成其他5台泵的优化材质唇形密封更换和预压紧力优化调整,截至2021年2月,该系统泵的新型密封寿命平均77 d,比优化前15~20 d的密封寿命有了大幅提升,满足运维手册需要保证累计运行42 d的技术要求,见表6。
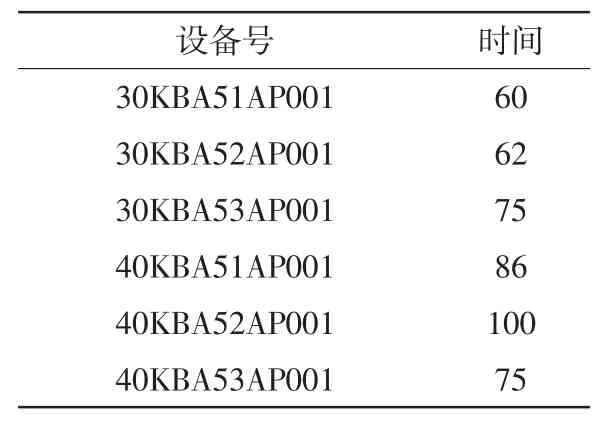
表6 优化后材质AR204唇形密封运行时间统计 d
在泵泄漏超标后的拆解检查过程,AR204材质的唇形密封存在轻微变形和磨损,与之配合的柱塞也基本无明显划痕,相比旧材质唇形密封,能保证外观基本完好,无严重划痕、变形和破损(图8)。
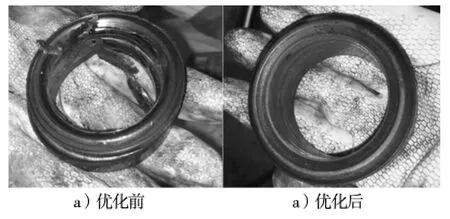
图8 唇形密封材质优化前后使用情况
6 结束语
某核电站3/4号机组三柱塞式小流量上充泵是一回路相关系统的重要设备,承担维持冷却剂在KBA系统内的循环、在功率运行期间维持“上充”工况等重要功能。但从安装调试期间起,该系统泵密封故障频发,严重影响建设工程节点和机组安全运行。通过对影响密封寿命的原因进行分析排查,从设计、材质、系统等方面分析查找出主要影响因素、制定针对性的措施并组织实施,通过实际验证,密封组件平均使用寿命从15~20 d天提升至77 d,提高了该系统泵的运行可靠性,保证机组的安全稳定运行,也为其他电站和机组类似的缺陷处理提供借鉴。
猜你喜欢
机械工程师(2022年11期)2022-11-21
润滑与密封(2022年8期)2022-08-26
选煤技术(2022年3期)2022-08-20
社会科学战线(2022年3期)2022-06-15
南方农机(2022年9期)2022-05-05
机电设备(2022年1期)2022-02-21
润滑与密封(2022年1期)2022-01-25
油气与新能源(2021年5期)2021-12-06
航天器工程(2020年5期)2020-10-16
石油工业技术监督(2020年3期)2020-06-03