核电厂安全壳通风隔离阀多次开关故障治理
2022-07-14 09:02黄少华杨秀敏
设备管理与维修 2022年9期
黄少华,卢 祺,杨秀敏
(中核核电运行管理有限公司,浙江嘉兴 314300)
0 引言
压水堆核电机组安全壳通风隔离阀是保证系统安全的关键设备,用于压水堆核电厂密闭贯穿反应堆安全壳的内外风道,执行系统的安全功能,切断或接通管路,从而使系统正常运行。当安全壳内发生事故时,安全壳隔离阀能在2 s内快速关闭,以防止和减缓事故后安全壳内放射性物质的外逸。安全壳大气监测系统有8台口径为250 mm的安全壳隔离阀,其中有4台可由气动装置自动开启,也可以就地手动打开,另外4台阀门没有设置气动装置,只能就地手动打开,当电磁离合失电后(事故状态下或者主控室控制)便会立即关闭,从而防止放射性物质外泄。
1 缺陷描述
某核电机组新建运行后不久,运行人员发现安全壳排放前,远程气动打开某安全壳隔离阀时现场阀门会出现多次开关的故障现象,一般需要多次开关阀门才可以到达正常全开位置。维修人员尝试调小气动泵供气气源压力后,阀门动作次数会减少,但是仍旧无法一次到达全开位置,缺陷依然存在。
2 动作原理
手轮或气动驱动装置可带动驱动杆使蜗轮盘转动,电磁离合器带电啮合前,转动的驱动蜗轮盘与驱动蜗杆分离;当电磁离合带电时,驱动蜗轮盘与驱动蜗杆连成一体,驱动蜗轮盘转动会带动驱动蜗杆转动,使齿条移动,从而达到阀门开启的目的。反向,由于蜗轮蜗杆的自锁作用,驱动蜗杆无法带动驱动蜗轮盘,阀门会被锁定到在某一开启位置,但是只要电磁离合器失电,作用在齿条上的阀门关闭力会使齿条移动,带动驱动蜗轮旋转(此时蜗轮盘无法对蜗杆产生自锁),阀门快速自动关闭。
3 首次缺陷处理
机组首次大修期间对执行机构进行检查,发现电磁离合器的一侧,齿整圈凹陷,整圈共6个支撑全部断裂损坏(图1),未发现其他异常,于是更换新的电磁离合器后正常回装,工作全部完成后,气动开启阀门连续3次没有异常。但是大修结束后不久,该阀门会出现电磁离合失电不能快关的情况,影响阀门的安全功能,同时在试验过程中发现多次开关阀门才可以到达正常全开位置的缺陷现象依然存在。
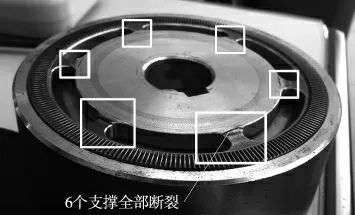
图1 电磁离合器6个支撑全部断裂损坏
4 根本原因排查
4.1 分析方向确定
根据首次缺陷处理情况可以确定,电磁离合器损坏不是缺陷产生的根源,电磁离合器损坏只是根本原因的某个结果,也可能只是某一促成因素。由于现场根据故障现象无法进一步查找根本原因,需要安排第二次全面解体检查。
4.2 可能因素排查
(1)电磁离合器问题。因为之前已经更换了电磁离合器,随后又出现了类似问题,需要再次检查离合器状态,接下来解体窗口电磁离合器没有异常,仪控专业检查电磁线圈检查、信号检查也没有发现异常,因此可排除电磁离合本身的问题。
(2)阀体或执行机构卡涩问题。前后两次缺陷均为偶发,阀门本体各防尘密封完好,不会有异物进入导致静动之间卡涩;阀门密封打压合格,说明阀门与执行机构各部件配合无异常;电磁离合器带电之后,用手轮开启阀门没有卡涩。因此,可以判断阀体或执行机构卡涩不是问题的原因。
4.3 第二次解体异常分析
4.3.1 异常情况
再次解体检查执行机构啮合装置,电磁离合器无异常外,但是发现蜗轮盘与其本来一体的中心轴承存在异常位移迹象(蜗轮盘上压住中心轴承的翻边已经缺失),且保护罩已经损坏(图2)。更换损坏部件后,按照原顺序回装时发现,在失电情况下电磁离合器也有啮合异常情况,根据设计要求电磁离合器齿顶间隙应该为0.5~0.7 mm。
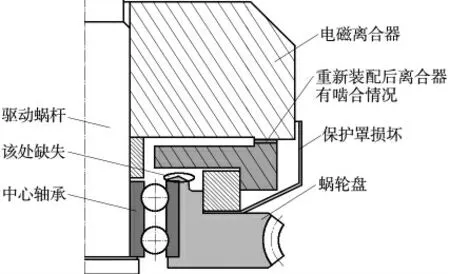
图2 二次解体异常示意
4.3.2 新旧备件差别问题分析
重新解体电磁离合器组件,对更换的蜗轮盘(包括中心轴承)、保护罩和电磁离合器的新旧备件外形尺寸进行测量,发现除了保护罩厚度存在差别外,其他新旧备件没有异常。新保护罩比旧保护罩厚0.3 mm,这会使啮合间隙减小0.3 mm(图3),于是将旧保护罩替换新保护包后重新回装,发现依旧存在异常啮合的情况,可以判断新旧备件不是导致间隙偏小的根本原因(图4)。

图3 旧保护罩安装示意

图4 新保护罩安装
4.3.3 啮合间隙异常分析
根据结构设计,在保证各部件外形一致的情况下,啮合间隙是通过调整中心轴承内圈前后的垫片来实现的(图5)。现场拆除该调整垫片,回装离合器组件,将离合器啮合间隙固定在0.6 mm(设计标准0.5~0.7 mm),用塞尺测量中心轴承内圈两端间隙,A为1.95 mm(该处原来未安装垫片)、B为0.05 mm(该处原来安装有2 mm厚的调整垫片)。
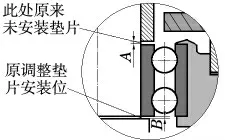
图5 离合器组件间隙测量示意
根据上述实测结果可以确定,A处应该安装的调整垫片被安装到B处,这是导致该阀出现一系列异常根本原因(图6)。因为该阀在安装调试期间没有进行过解体检修,可以判断在厂内装配时该调整垫片被安装在错误的地方(图7、图8)。

图6 调整垫片安装错误(啮合异常)

图7 调整垫片安装正确(啮合间隙正常)
4.4 两次缺陷演变分析
缺陷的演变过程如图8所示。
两次异常损坏的表现:电磁离合器啮合齿断裂产生相对位移(图9、图10),离合器啮合盘断裂后,啮合齿才脱开(图8);中心轴承和蜗轮盘异常位移(图12、图13),蜗轮盘相对中心轴承产生异常位移后啮合齿才脱开(图9)。

图8 缺陷演变过程的Visio图
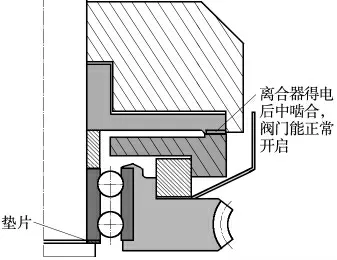
图9 离合器啮合盘断裂前

图10 离合器啮合盘断裂后

图11 蜗轮盘相对中心轴承产生异常位移前
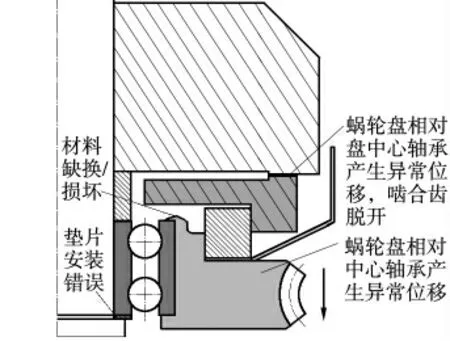
图12 蜗轮盘相对中心轴承产生异常位移后
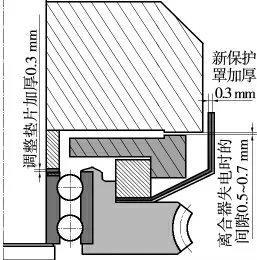
图13 间隙调整示意
5 问题处理
在确定故障的根本原因后,重新安装调整垫片,保证离合器失电状态下的啮合间隙为0.5~0.7 mm,由于保护罩备件厚度比原来的保护罩厚0.3 mm,重新加工增厚的调整垫片(增厚量与保护罩的增厚量相等)(图13)。回装完成后进行再鉴定合格,后来该阀门未再出现过动作异常的问题。
6 后续策略
(1)在检修程序中增加电磁离合器啮合间隙的检查内容,并明确通过改变调整垫片调整啮合间隙的方法。
(2)将安全壳隔离阀气动装置供气泵的气压控制在厂家建议的0.35~0.40 bar(0.035~0.040 MPa),即安装减压过滤器,原设计直接接到厂房压空管线上(压力可达到8 bar)。
猜你喜欢
汽车实用技术(2022年20期)2022-11-02
中国核电(2022年3期)2022-09-17
设备管理与维修(2022年12期)2022-07-21
核科学与工程(2021年4期)2022-01-12
科学与信息化(2021年23期)2021-09-16
汽车工程师(2021年7期)2021-08-05
汽车工艺师(2021年7期)2021-07-30
科技与创新(2020年7期)2020-04-26
核安全(2020年1期)2020-03-03
中国核电(2017年2期)2017-08-11