
BOSS头修复模拟堆焊研究
2022-07-12 06:43宋兴辉马明豪吴闯
金属加工(热加工) 2022年6期
宋兴辉,马明豪,吴闯
核工业工程研究设计有限公司 北京 101300
1 序言
BOSS头堆焊技术的核心是在有焊缝缺陷部位的外围堆焊一定尺寸的耐蚀金属,进行缺陷修复和结构强化[1]。一方面,堆焊层产生抗应力腐蚀开裂的新压力边界[2];另一方面,通过堆焊改善了焊缝残余应力分布,让焊缝金属中易发生应力腐蚀开裂的残余应力由拉应力变为轴向和环向压应力,从而阻止应力腐蚀开裂的发生和后续生长[3]。基于此,依托在役核电返修数据,选取具有代表性的BOSS头焊缝,对BOSS头焊缝开展模拟堆焊研究,得到能够形成压应力的堆焊层,阻止焊缝内部缺陷扩展[4]。
依托M310堆型核电B O S S焊缝返修信息,试验选用具有代表性的1/2 i n B O S S 管座+3 i n(1in=25.4mm)母管的奥氏体不锈钢BOSS接头作为研究对象,选用能够抗低塑性开裂的ASME SFA-5.14 ERNiCrFe-7A镍基焊丝作为堆焊材料,使用MSC.Marc软件对Overlay过程进行模拟[5,6]。
2 BOSS焊缝堆焊层设计
使用MSC.Marc软件按照流程对BOSS焊缝进行建模,流程如下:①结构三维造型及分域。②有限元网格划分。③材料参数的定义。④初始条件的定义。⑤边界条件的定义。⑥工步的定义。⑦作业的定义。堆焊工艺采用堆焊层厚2~3mm、宽3~4mm,焊接电流90~120A、焊接速度160~180mm/min进行分析。
2.1 堆焊层数模拟计算
堆焊前后的试件整体残余应力、焊缝整体残余应力、危险截面处残余应力对比见表1。
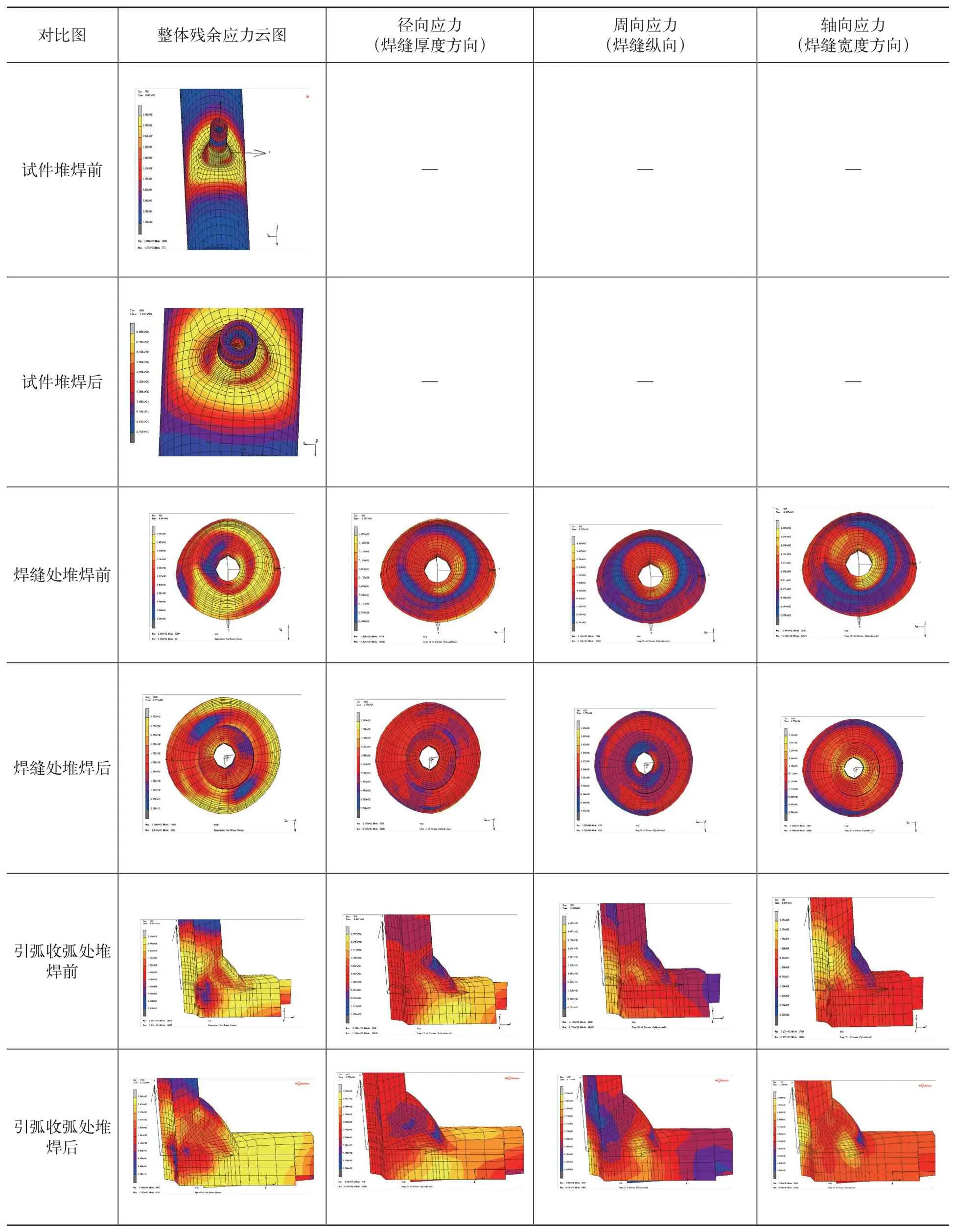
表1 堆焊前后应力分布对比 (MPa)
堆焊2层压应力如图1所示。由图1可知,堆焊后压应力区明显增大,尤其是径向压应力区,覆盖了焊缝危险截面上半部分;周向压应力区占原始焊缝厚度约1/3;轴向压应力区占原始焊缝厚度约1/2。

图1 堆焊2层压应力
堆焊3层压应力如图2所示。由图2可知,堆焊3层可形成明显的压应力区,径向压应力区占全部焊缝约1/2;周向压应力区占原始焊缝厚度约1/2;轴向压应力区基本覆盖了原始焊缝。从上往下堆焊3层径向压应力区增大明显,不仅基本覆盖了原始焊缝且占据了堆焊层的1/2。
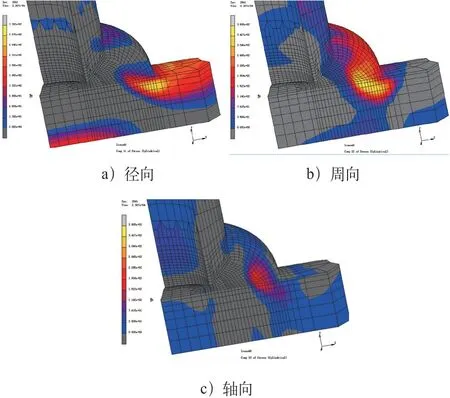
图2 堆焊3层压应力云图
2.2 堆焊寿命模拟计算
为保证堆焊的有效性,对堆焊后焊缝寿命进行评估,以裂纹不扩展为设计目标。当裂纹应力强度因子小于应力强度因子门槛值时,裂纹将不再扩展,证明堆焊工艺有效。
将裂纹面上的最低应力和最高应力分别置于各自临近的表面,形成近似的应力场。取堆焊3层模拟数据,裂纹面上的最低应力和最高应力分别为-100 MPa、240MPa,分解方式如图3所示。
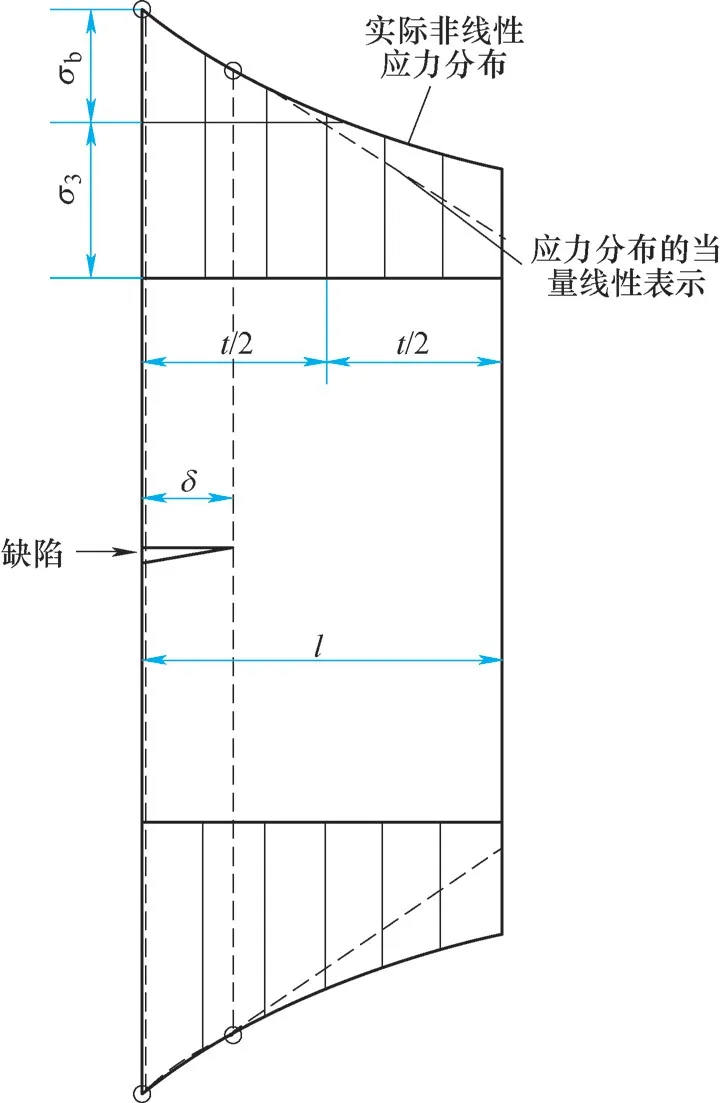
图3 应力分解方式
2.3 结论
1)增加堆焊层厚度有利于残余压应力区的形成,可形成明显的残余压应力区。
2)堆焊3层后应力强度因子小于应力强度因子门槛值,修复后裂纹不扩展。
3 结束语
本文以在役核电站存在缺陷的B O S S焊缝为研究对象,使用MSC.Marc软件,通过缺陷等效分析、有限元模型建立、应力模拟分析等工作,最终验证了BOSS焊缝堆焊修复工艺的可行性与可靠性。1/2inBOSS管座+3in母管的奥氏体不锈钢BOSS
接头,堆焊3层即对应法向厚度8.5mm、垂直焊脚9.5mm、水平焊脚12mm后,裂纹将不扩展,说明堆焊有效。
猜你喜欢
中国设备工程(2022年2期)2023-01-02
材料保护(2022年5期)2022-12-07
大电机技术(2022年2期)2022-06-05
材料科学与工艺(2022年1期)2022-03-11
太阳能(2021年12期)2021-12-05
纺织科技进展(2021年4期)2021-07-22
中学生数理化·高一版(2021年3期)2021-06-09
航空发动机(2021年1期)2021-05-22
北京航空航天大学学报(2017年2期)2017-11-24
北京航空航天大学学报(2017年4期)2017-11-23
