
芯体供送装置的控制系统仿真
2022-07-11 12:46:28易应宽
现代机械 2022年3期
易应宽 ,周 浩
(1.贵阳电气控制设备有限公司,贵州 贵阳 550025;2.贵州大学机械工程学院,贵州 贵阳 550025)
0 引言
随着社会的发展,越来越多的行业出现自动化机械代替工人们劳作,自动化机械与普通工人对比,工作效率变得越来越高,生产成本也相对较低等优点[1]。零件供送时的精度和稳定性在工业社会中的应用情况很大程度上反映一个国家工业机械化发展水平。但由于我国对工业芯体供送机械手的使用规模和供给的位置精度和稳定性相对不足,工业芯体供送设备的研制规模以及对该设备的控制精确度和稳定性,都会从根本上直接影响到我国的自动化制造技术水平,所以目前在自动化市场上,科技方面都考虑提升轴类芯体供送装置和其控制系统的水平[2-3]。因此,优化芯体供送装置的控制系统的研究是非常有现实意义和未来展望的。
本文采用了PID控制的方式,以此提高芯体供送时的位置精度以及稳定性。
1 芯体供送装置的结构
1.1 芯体装夹模具和载盘
在芯体供送之前需要通过芯体装配装置来定位和夹紧芯体,而芯体(及模具)需要载盘来定位。这样可以为后续的芯体供送和芯体的装配提高效率和准确性。如图1所示。
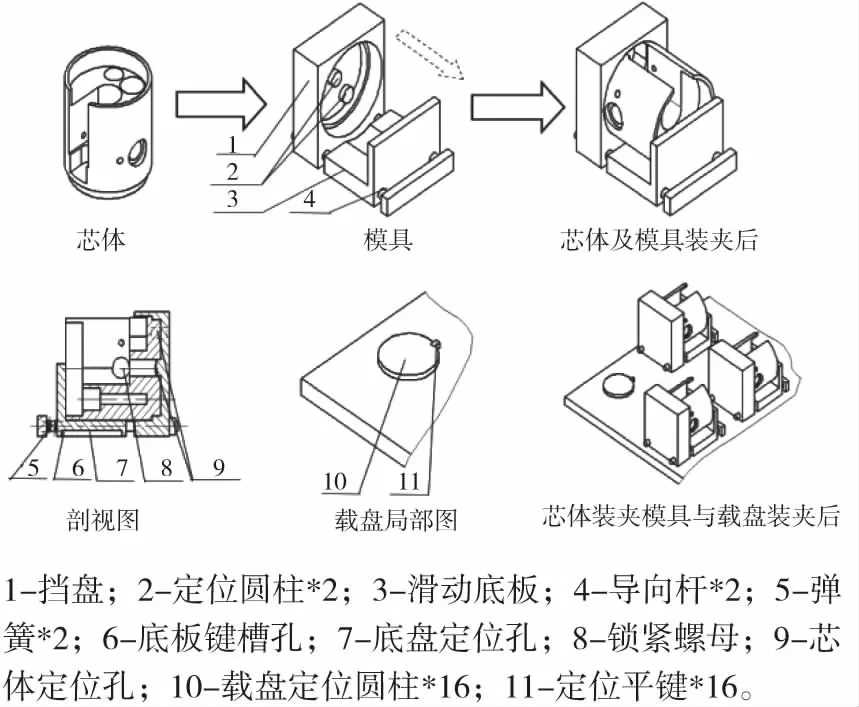
图1 芯体装夹模具和载盘结构简图
1.2 芯体供送装置
如图2所示,芯体供送装置应用于芯体(及模具)的初始位置已经确定的情况下。本设计主要通过PLC控制各步进电机的转动的圈数和转动的先后顺序来完成芯体的供送。这种芯体供装置的控制系统主要是利用PLC控制步进驱动系统来实现供送位置精确度以及供送时的稳定性。
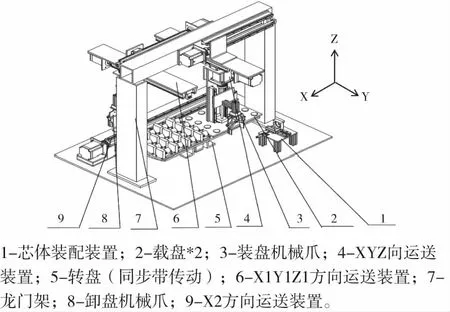
图2 芯体供送装置总体布局图
芯体供送装置的工作过程:刚开始由芯体装配装置1对芯体与模具进行定位与装配,然后装盘机械爪3将芯体(及模具)抓取后,通过XYZ方向运送装置4移动将芯体(及模具)定位卸载在载盘2进行初始运送,装满载盘2后(16个),载盘2通过转盘(同步带传动)5旋转然后由卸盘机械爪8将芯体(及模具)抓取后通过X1Y1Z1方向运送装置6移动将芯体(及模具)定位卸载在X方向运送装置9进行最终运送,芯体(及模具)到装配的位置后,这样就完成一次完整的工艺流程[4]。
根据芯体供送装置的结构可知芯体供送装置的控制系统是用来对其精准定位运动控制的,且该芯体供送装置的主要技术参数指标如表1所示。

表1 芯体供送装置的技术参数指标
要到达控制要求,必须符合以下这几个基本特性条件:1)此控制系统需要有非常高的可靠性、非常高的稳定性等特点;2)具备极高效率性等。综合上述几个方面考虑,芯体供送装置控制系统采用PLC控制步进驱动系统。并运用PID控制的方式,以此提高芯体供送时的位置精度以及稳定性。
2 芯体供送装置的控制系统数学模型搭建
此控制系统的输入和输出分别是电压作用于驱动步进电机,使直线模组带动机械爪运动从而来供送芯体和最终X方向运送芯体装置的位移值。要分别从系统的输入和系统的输出两部分,求出传递函数是非常不容易的,所以将此控制系统的传递函数划分为两部分,分别是各直线模组中的步进电机和转盘,系统的传递函数是由这两部分相乘而得来。该控制系统运用的是混合式步进电机,与其他步进电机对比,它性能好,并且弥补了一般步进电机的动态性能不足和步距角大等问题。
脉冲信号电流发送给步进电机后,步进电机旋转的理论角度,此角度定义为步距角θi;是步进电机的输入;步进电机的实际旋转的角度被定义为θ0;是步进电机的输出,这个是由于在新的稳定点附近振荡时产生的角度。通过振荡理论知识可以明确X方向运输的步进电机的传递函数是[5]:
(1)
步进电机的电压方程和转子力矩方程为:
(2)
(3)

=-KmiAsin(Zrθ)+KmiBcos(Zrθ)
(4)
公式中,iA、iB、UA、UB,这四个参数为A、B相电流和相电压;L、R这两个参数为步进电机的自感与绕组的电阻;θ、ω、J、Zr这四个参数为步进电机转子的角位移、角速度、转动惯量、齿数;B、Km、TE、TL这四个参数分别为步进电机的粘滞阻尼系数、反电势系数、电磁转矩及负载转矩。
求解该系统的步进电机的传递函数,令该步进电机为单向励磁工作方式,通过上面的公式(4)给出该步进电机运动方程如(5)式:
(5)
当t=0时该步进电机的转子为稳定状态,就是dθ/dt=0。这时步进电机有一相是通电状态,而其余一相并没有通电,在步进电机的振荡过程中参数iA保持不变,所以步进电机的增量运动方程如(6)式所示[6]:
(6)
式(6)中,δθ=θo-θi很小,所以对该参数作线性化处理,方程变化为:
(7)
在方程(7)等式两边进行相应的拉氏变换,且将初值设为0,便得以下方程:
(8)
由方程式(8) 求出该系统的第一组步进电机的传递函数如下:
(9)
此系统还有同步带轮机构,这个机构是将系统中旋转运动变化为旋转运动,该变化是有着相应的转化关系,故转化过程的传递函数如(10)式:
(10)
式中,r为转盘下方的同步带轮的半径。
通过以上分析可以求出,芯体供送装置控制系统的传递函数为:

(11)
本文使用的同步带轮的直径为38 mm,使用的步进电机型号为86BYGH34。
最后求得此芯体供送装置的控制系统的传递函数为:
(12)
3 控制器设计
控制方法在芯体供送装置运送芯体过程是十分重要的,它决定该供送装置的精确性和稳定性。由于传统的控制方法精度较差,所以为了提高预期的控制效果,要搭建PID控制器。
3.1 传统控制方法
传统的芯体供送装置控制原理是根据安装的检测传感器或行程开关,当芯体运输到最终位置时,由检测传感器或行程开关反馈信息给PLC,然后PLC控制步进电机停止旋转从而使运输装置停止运动,完成芯体指定地点的供送。这种芯体供送装置的控制系统简单,但对芯体供送精度是无法保证的。检测开关或行程开关检测到芯体后,需要反馈给PLC,然后才能控制步进电机。反馈的这段时间,都会有延迟发生,从而导致无法完成芯体供送所需要的位置精度,为后续的装配工作带来麻烦[7-8]。
3.2 PID控制方法
在自动控制中PID算法结构简单且稳定可靠,所以被常常使用。PID的控制原理如图3所示[9-10]。
PID控制算法能够加快芯体供送装置的控制系统的供送调节速度,并且能够减少供送中的误差。所以能够满足供送装置的定位精度与稳定性。PID的控制规律为[11]:
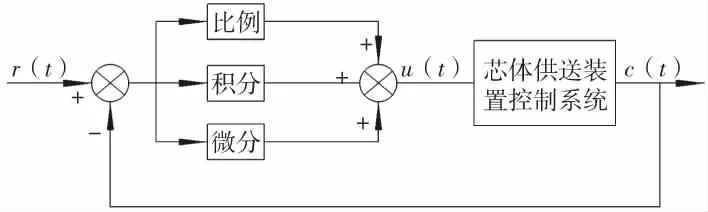
图3 PID控制器原理图
(13)
式中,u(t)为芯体供送装置中控制器的输出;Kp为芯体供送装置中控制器的比例系数;e(t)为芯体供送装置中控制器的信号偏差;Td为芯体供送装置中控制器的微分时间;Ti为芯体供送装置中控制器的积分时间。
若用传递函数表达,则该方程为:
(14)
在simulink模块中创建芯体供送装置的控制系统仿真模型,得到如图4所示的控制系统结构模型。
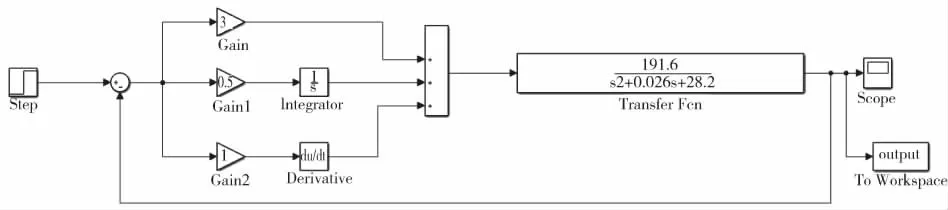
图4 PID控制器仿真模型
在该PID控制器仿真中,根据大量实验,求出Kp、Ki、Kd三个值,当这三个参数分别为3,0.5,1时PID控制的效果较好,然后给定阶跃信号,设置时间30 s,再设置一个阶跃信号到该控制系统模型中,然后得出如图5所示的PID控制算法曲线图。

图5 仿真结果图
芯体供送装置控制系统仿真后的结果如图5所示,从图5的仿真结果可以得出以下结论,在不存在外界打扰的情景下和一定偏差范围之内,PID控制算法到达了芯体供送装置的控制系统对芯体供送的位置精度需求。从上面的仿真曲线图可以知道,在此控制系统中,PID控制响应时间短,芯体供送装置控制系统没有超调,而且与传统控制方法相比具有较好的稳定性和精确性,对芯体的定位及后期装配有很大的好处。因此证明了在两种控制方式下,PID的控制性能更加稳定并且能够使芯体供送装置控制系统的控制效果显著提升。
4 结论
本文芯体供送装置原有的控制方式供送位置精度不高,利用PID控制算法,实现了芯体供送装置控制系统的稳定性和精确性。本文将传统控制方法和PID控制算法的原理进行解析,并且对芯体供送装置控制系统进行数学建模,然后在simulink的模块中建立了芯体供送装置的PID控制方式的模型,最后在simulink仿真的结果得出,PID算法提高了芯体供送装置控制系统的快速稳定的响应速度,且没有超调量。所以将PID控制算法运用在该芯体供送装置的控制系统中是十分有用的。
猜你喜欢
生活用纸(2021年1期)2021-01-09 10:27:30
智富时代(2019年2期)2019-04-18 07:44:42
生活用纸(2019年3期)2019-02-13 04:26:18
测控技术(2018年7期)2018-12-09 08:58:46
制造技术与机床(2017年6期)2018-01-19 02:41:07
生活用纸(2017年9期)2017-09-19 12:43:13
光学精密工程(2016年4期)2016-11-07 09:05:39
电源技术(2015年9期)2015-06-05 09:36:06
电测与仪表(2014年11期)2014-04-04 09:21:20
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:54
