一种U形结构换热器的制造技术
2022-07-10 10:06:44王方萍柯展煌赵英权李志炜李巧云王炯铭何秋婷
压力容器 2022年5期
王方萍,柯展煌,赵英权,李志炜,李巧云,王炯铭,严 洪,何秋婷
(1.东方电气集团 东方锅炉股份有限公司,四川德阳 618000;2.国电泉州热电有限公司,福建泉州 362000)
0 引言
某公司承接的汽汽换热器设备是《基于能级匹配的大容量机组高参数工业供热系统研究与工程示范》科技创新项目(以下简称科技创新项目,是该公司立项课题),通过将蒸汽再热能级匹配技术应用于大容量、高参数工业供热,开发出了纯逆流、新型高效的换热器。此换热器为U形结构,与常规的管壳式结构换热器相比,其结构复杂、尺寸精度要求高、制造难度大。本文从壳体制造、管束制造、管束与壳体的组装以及制造过程中各组件尺寸精度的控制等方面,介绍此类U形结构换热器的加工制造方法。
1 U形换热器的产品结构特点
汽汽换热器整体呈U形结构,U形端部分别为设备的热端和冷端。在设备内部,管束将冷、热端相连;在外部,壳体按管束形状将其包裹(如图1[1]所示)。U形结构换热器不仅能使蒸汽介质通过管外绕流换热,而且采用纯逆流型式,将热量传递给低温介质,较好地解决了常规管壳式换热器管板上下流体介质温差引起应力的问题,换热管也可以随温度变化自由膨胀,适应性好,且该结构换热器热效率更高。
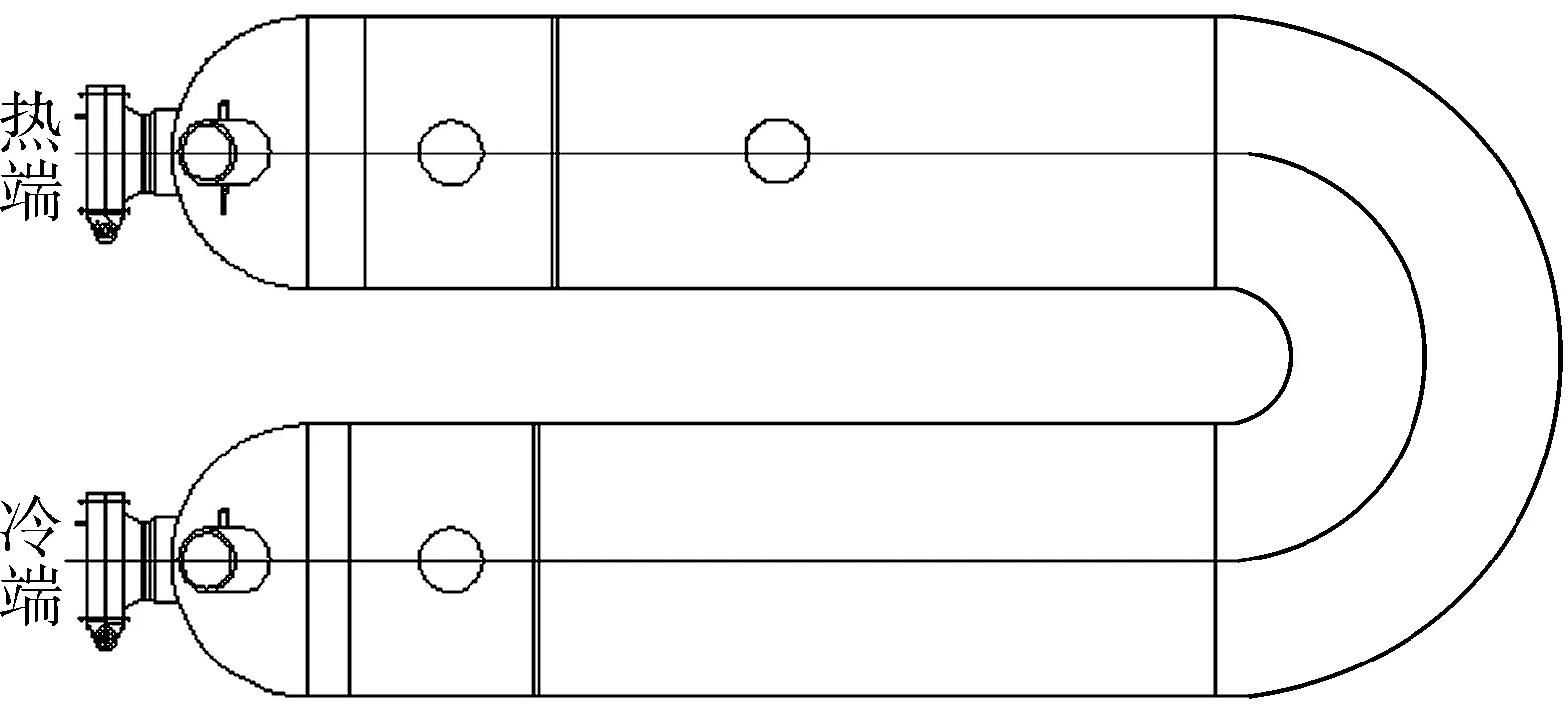
图1 汽汽换热器结构示意Fig.1 Structural diagram of steam-steam heat exchanger
2 U形换热器的主要制造技术
由于筒体的椭圆度、尾部弯头的特殊结构形式、冷热端管束的平行度以及管束装配时管孔的同心度等因素的限制,造成管束的装配及管束与外壳的套装非常困难,其中又以管束的装配精确度控制最为关键,其影响到整个设备最后的组装工序。
由于该换热器壳体为U形结构[1],制造过程无法将管束内件整体与U形壳体进行套装;同时由于冷、热端筒体直径为1 600 mm,内部单独操作空间受限,管架若在筒体内装立难度大且管孔的同心度不易调节,导致后期穿管难以实现,因此需采用明立管架、分别套装冷、热端筒体、暗穿管、扣装尾部U形弯头瓦片的工艺顺序[2]。为了确保管孔同心以及管架有足够刚性,采用工艺假管配合立架,穿U形管时再将工艺假管逐根抽出,边抽出工艺假管、边穿U形管[1]。
工艺难点:管束组件的制造,要求严格控制单零件的尺寸精度及管束组装后的尺寸及形位精度,以保证后期的穿管及筒体卧套工序;同时,由于产品无法在滚轮架上实现转动,管板与壳体的环缝焊接,以及尾部弯头瓦片的装焊不能采用自动焊,需进行手工全位置焊接,且焊接过程中需要多次翻身操作。
2.1 外壳制造
U形外壳分为两部分:直段筒身+U形弯头[1]。
2.1.1 直段筒身制造
筒身采用钢板冷卷拼焊而成,筒身的直线度、椭圆度、内径、纵环缝焊接变形的控制是后期套装及穿管的基础保证,因此筒身的制造过程中,卷制、校圆、焊接是关键工序[3]。确保筒身制造精度的措施如下:
(1)严格控制钢板的下料尺寸和形状偏差;
(2)筒体卷制前钢板找正;
(3)单节筒体纵缝组装严控错边量、用防变形工装、采用热输入量小的手工焊、打磨、清根等工艺手段控制焊接变形,防止形成棱角,保证单个筒节成型质量[3];
(4)单个筒节制造完成后,用检查样板测量外形尺寸(圆度,内径等)并做记录,控制筒节圆度≤2 mm[4];
(5)筒节组对时,注意保证两个筒节相对位置,控制筒身整体直线度≤2 mm,焊接采用对称间断焊接。
2.1.2 尾部U形弯头制造
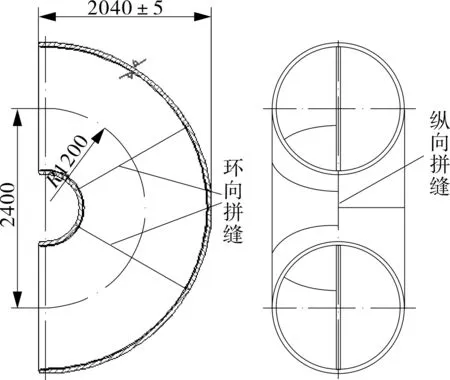
(a)
尾部U形弯头为非标180°弯头压制而成[1];弯头分上半片和下半片,两部分之间的A类焊接接头在总装时装焊;为了弯头成形更好,弯头可以分段压制(为避免十字缝,弯头上半片分为2瓣压制,下半片分为3瓣压制),图2中钢板投料厚度为50 mm,弯头成形后测量壁厚外弧、中弧、内弧最小厚度分别为42,50,62.5 mm,用弦长不小于300 mm的内样板检查内表面的形状偏差,弯头最大形状偏差外凸不得大于5 mm,内凹不得大于5 mm。
弯头制造难点:弯头尺寸大,无法整体成型,需分片压制,由于分片压制时,单个瓦片成型尺寸会存在一定差异,导致最后整体配装难度大。
2.2 管系制造
2.2.1 管板制造
管板制造主要工艺流程:采购锻件毛坯,回厂复验合格→机加待堆焊面→待堆焊母材探伤合格→堆焊管板与换热管连接部位过渡层→堆焊面消除应力热处理→管板端面精加工→管板钻孔[5]。
关键工序包括:大厚度2.25Cr1MoV管板深孔钻加工,其中管板分为热端管板和冷端管板(管板参数见表1),管板钻孔采用数控深孔钻进行加工,管孔不允许有纵向、螺旋向划痕[6]。主要工艺流程:确认操作工资质→检查设备,并进行空载运行→按线找正,装夹工件→输入管板数据,生成程序→确认无误后,导入机床进行深孔钻作业。

表1 管板参数Tab.1 Parameters of the tubesheet
2.2.2 立管架
(1)立架。
立架在专用装配工装平台上进行,工装上的主支撑面用水平仪找平。要求管板、遮热板及冷、热端各6块支撑板相互平行且垂直于管架中心,相对应的孔对中且同心,用经纬仪和水平尺找平、找正[7]。管架采用手工氩弧焊均匀对称点焊固定,为防止焊接变形,采用合理的焊接顺序,对称、跳焊、小的线能量输入等;同时采取相应防变形焊接措施,来保证管架的尺寸公差[7]。U形换热器的立架不仅要保证冷、热端单管系中的直线度、管孔的同轴度等;而且要确保冷、热两端管系的立架管系的平行度、同轴度等。因此在立架时要冷、热端配合立架,随时分别调整冷、热管系管孔同轴度。管系立架结构如图3所示。

图3 管系立架结构示意Fig.3 Schematic diagram of pipe system stand
(2)立架的实际操作控制措施。
①冷、热端管板固定在特制装配工装平台上,立架前用干净不起毛的白布沾丙酮清理管板孔内铁屑、锈蚀等杂物,并同时清理拉杆、定距管、支撑板、遮热板毛刺、锈蚀,立架过程中要进行无污染保护措施;冷、热端管架分别穿入一定数量工艺假管定位。具体工艺管分布要求如下:中心点、四周按米字形确定8点位置各分布一组垂直于管板水平中线的工艺直管,每组直管由三列管排组成,注意拉杆周围两层管孔暂不穿工艺假管,管架如图4[8]所示。

图4 管架实物Fig.4 Real object of pipe rack
②明立管架多用工艺假管,保证孔同轴度,采用氩弧焊交错焊接管架,防止焊接变形导致工装管卡死(即防止焊接变形导致孔同轴度发生变化),在立架过程中,从管板侧到U形尾部抽动穿入拉杆周围管孔的工艺直管,确保能自由进出;同时,适当抽动定位工艺直管,确保自由滑动[1]。
③分别检查冷、热端管架外形尺寸,确保后期顺利套管。
2.2.3 套装
在确保管架同心度及刚性后,进行管束组件与筒身的套装。由于冷、热端必须同时固定立架、套装等工序(设备整体外形尺寸4 m×8.7 m),在确保单筒节管系立架的尺寸精度外,还要配合冷、热端整体管架的装配精度,以确保后续穿管的顺利进行。图5示出文中U形结构换热器外壳套装示意(穿U形换热管前按此图套装)。

图5 外壳套装示意Fig.5 Schematic diagram of shell package
2.2.4 穿管
(1)穿管前清理管端,保证管端无油、锈蚀等情况。穿管后,在管束尾部用水平尺、角尺定位,确保管束总长尺寸,机加工去除管子余量,使管端与管板表面平齐,同时抛光管端,消除飞边、毛刺等。
(2)支撑板之间的跨度800 mm,穿管时考虑换热管的刚度,在管板侧穿引出管。
(3)穿管时,导向头必须与换热管装套牢固,防止导向头掉落或卡死在管架中[9],穿管如图6所示。

图6 穿管现场Fig.6 Pipe threading site
(4)穿管时,将工艺假管逐根抽出,边抽工艺假管、边穿管[1]。
2.3 尾部U形弯头装焊
试组装尾部U形壳与筒体,并预划配对标记线;修割U形壳,装配过程严格控制坡口钝边错边量及外坡口错边量,采用氩弧焊封底焊等来确保后续焊缝成形质量[10-12]。
焊接过程中,采用对称分段焊接,同时增加层间打磨、无损探伤(MT,UT)等工艺方法来控制最终焊缝质量及变形量。由于产品无法在滚轮架上转动,尾部弯头瓦片的装焊无法自动焊,需采用手工全位置焊接,且焊接过程中需要进行多次翻身操作,尾部弯头瓦片装焊及翻身如图7所示。

图7 尾部弯头瓦片的装焊及翻身Fig.7 Assembly,welding and turning over of tail elbow tile
2.4 水室组件制造与装焊
水室组件主要包括:水室封头、人孔组件、管接头等。封头采用压制成型,钢板投料前,对原材料进行复验。
2.4.1 封头制造的控制点
(1)封头成型后,测厚检查;
(2)封头成型后,用带间隙的全尺寸内样板检查封头内表面形状偏差;
(3)机加封头直边余量根据筒节端实际尺寸削边;
(4)封头人孔内侧密封面暂不加工。
2.4.2 封头加工制造主要工艺流程
毛坯下料→封头热压成型→调质热处理→封头开孔及与人孔接管装焊→角焊缝超声波检测→封头组件焊后热处理→加工人孔密封面→表面喷砂处理。
2.4.3 水室封头与管板装焊
分别校核冷、热端封头四中线及管口方位,用拉筋板固定封头与管板相对位置,手工焊焊妥。由于设备呈U形,不能旋转,无法采用自动焊,因此只能采用手工焊,且对手工焊的要求很高,需一次成型。
3 热处理
由于产品组装后整体呈封闭状态,对于后装焊的尾部弯头瓦片焊缝以及筒身及管板环缝,如果采用局部热处理的方式消除焊缝的焊接应力,只能从外壁进行包扎加热,内壁无法进行加热及保温,其加热温度及保温效果难以满足要求,为确保焊缝质量,焊缝消应力热处理采用壳体与管束内件整体进炉加热的方式。水室封头与管板的焊缝需进行局部热处理,增加采用电加热片包扎环缝内壁,用工装支撑保温棉和电加热片,通过填塞保温棉,使电加热片与水室内壁紧密贴合。对于有间隙的地方,需增加填塞保温棉,所有测温电偶与加热片之间必须采用一定厚度的保温棉隔绝,防止热电偶直接测量加热片的温度。
整体热处理时,将工件卧放在平支座上,支座、管座避开火焰,组件装炉同时用扁钢找平,2个管板必须放置在支座上,设备U形尾部超过支座长度<800 mm;其余支座在两个筒身上均布(间距约1 500 mm),支座高度应使组件装炉后最低点距台车炉面≥300 mm。在工件上靠近炉侧墙的位置,沿工件长度方向均布8支测温热电偶,每侧各4支,全部测温热电偶温度达到691 ℃后,开始计算保温时间。
4 水压试验
水压试验在制造完毕后进行。水压试验前,内部应清理干净,产品外壁的结露应予清除,试验过程中应保持产品表面干燥。选择产品摆放位置最高处两个管座为进水口和排气口,只有当气体排完后,才能封闭、开泵。同时只有产品金属壁温与水温接近时,才能缓慢升压。压力的升降应缓慢进行,当压力升至设计压力时,应暂停升压,并保压检查,确保无泄漏和异常现象;继续升压到规定的试验压力,保压不少于30 min,然后将压力降至设计压力,并保压检查。管程和壳程分别单独进行水压试验,完成后将产品内部积水排放干净,并进炉进行低温烘干(200 ℃左右),出炉冷却后,对产品进行充氮保护[13]。
5 结语
在U形结构换热器制造中,每个零部件的几何尺寸精度对产品最后的组装及运行起着关键作用,要求高,制造难度大。通过实际工程验证,并严格控制每道工序的施工,采用文中介绍的工艺方法加工、装焊的U形结构换热器,其几何尺寸精度能较好地满足产品要求,解决了该类结构设备的制造难点,该技术为今后制造类似设备奠定了良好的基础。
猜你喜欢
航空制造技术(2023年19期)2023-12-12 14:38:13
低温工程(2021年4期)2021-11-05 10:57:20
低温工程(2021年2期)2021-06-06 11:50:36
浙江农业科学(2021年5期)2021-05-18 10:01:10
特种结构(2020年4期)2020-09-06 08:45:02
机械工程与自动化(2020年1期)2020-03-22 03:30:28
新农业(2019年7期)2019-07-27 01:31:04
节能技术(2018年6期)2019-01-03 02:37:52
上海蔬菜(2016年5期)2016-02-28 13:18:15
山西建筑(2015年20期)2015-11-18 13:03:46