
纳米Fe2 O3对温压炸药中铝粉爆炸特性的影响❋
2022-07-09 08:45李云秋
爆破器材 2022年4期
张 刚 陈 清 李云秋 李 斌
南京理工大学化学与化工学院(江苏南京,210094)
引言
作为一种活性金属粉,铝粉被广泛应用于不同行业;但由于其易发生燃烧爆炸,受到工业界和安全界专家的广泛关注[1]。铝粉的爆炸特性受粉尘浓度、粉尘颗粒尺寸、粉尘云的分布特性等多种因素影响[2-5]。同时,铝粉尘爆炸的反应过程及机理也极其复杂。
近年来,许多学者研究了铝粉在不同条件下的爆炸特性,并将其应用于工业粉尘爆炸防治领域。林柏泉等[6]采用20 L球形爆炸装置研究了不同粉尘浓度下微米级铝粉的爆炸特性,发现铝粉的最大爆炸压力和压力上升速率随粉尘浓度的增加呈抛物线变化,质量浓度500 g/m3为最适爆炸浓度。方伟等[7]利用5 L爆炸装置研究了纳米铝粉和微米铝粉混合时的爆炸特性,发现在微米铝粉中加入质量分数10%左右的纳米铝粉能有效地提高最大爆炸压力和压力上升速率等爆炸性能。
因高热值、低成本的优势,铝粉还常常与金属氧化物复合制成铝热剂,用于冶金、焊接及军事领域。王毅等[8]利用溶胶-凝胶法得到核壳结构的Fe2O3/Al纳米复合铝热剂,单位质量放热量达到1 648 J/g,能量性能远优于传统铝热剂。Cheng等[9]使用自组装溶剂混合技术研究了Al/Fe2O3复合物的热反应性,发现使用自组装技术增加了铝粉和Fe2O3的接触面积,提高了铝粉与Fe2O3的热反应性;同时推断得出,界面接触面积比反应物尺寸更重要。Thakur等[10]使用物理混合法制备了混合添加多层结构石墨烯的纳米铝粉和Fe2O3混合物,发现纳米石墨烯均匀分散在样品中,增加了反应物的接触面积;铝热样品Al/Fe2O3中,石墨烯的质量分数从0增加到12%是相应放热焓从71 J/g增加到1 537 J/g的原因。
但目前,将铝热反应用于炸药配方设计中的研究很少。以提高温压炸药基础配方的威力为目标,在铝粉尘云中加入纳米Fe2O3,研究纳米Fe2O3对铝粉爆炸性能的影响规律,为温压炸药配方的改进提供基础实验数据支持。
1 实验部分
1.1 样品的制备
微米铝粉、纳米铝粉和纳米Fe2O3均由佛山市顺德宇红纳米科技有限公司厂提供,纯度均在98%以上。其中,纳米铝粉的粒径范围为20~80 nm;微米铝粉的粒径范围为1~5μm;纳米Fe2O3的粒径范围为150~300 nm。
按照表1中的配方,采用物理混合法配制样品1#~8#。样品9#为纯纳米Fe2O3。其中,纳米Fe2O3的比例确定依据了铝热剂设计经验和炸药配方的成分配比要求。混制好的样品如图1所示。图1中,从左到右,随着样品中纳米Fe2O3比例的增加,粉末颜色也随之变深。

图1 制备好的不同配方的样品Fig.1 Samples prepared with different compositions
表1 样品配方(质量分数)Tab.1 Compositions of samples(mass fractions)%
1.2 实验系统及装置
实验系统主要由点火系统、时间控制系统、配气及喷粉系统、数据采集系统以及20 L柱型爆炸罐组成,如图2所示。
图2 实验系统示意图Fig.2 Schematic diagram of experimental system
在20 L柱形爆炸容器中进行金属粉尘体系的燃爆特性研究。20 L爆炸罐内径247 mm、高411 mm,由304不锈钢制成。点火方式为化学点火头点火。化学点火头2.4 g,由过氧化钡、硝酸钡和锆粉以质量比3∶3∶4组成,能量为10 kJ。
配气系统主要由40 L高压空气瓶以及10 L储气瓶组成。高压空气瓶中的压缩空气通过减压阀以设定好的压力压入储气瓶。储气瓶通过高压管与电磁阀相连。当电磁阀打开时,空气以稳定的压力携带试样皿上的粉尘向四周扩散,在爆炸容器内形成一定浓度的粉尘云。
时间控制系统采用DHY-6点火延时器,可设置喷粉持续时间以及点火延迟时间。
数据采集系统由PCB公司的压力传感器、放大器以及数据采集卡组成。
1.3 实验步骤
首先,检查实验装置的密闭性。将装置抽真空至不大于667 Pa的真空度,然后停泵;5 min后,压力计压力示数下降不大于267 Pa,则认为真空度符合要求,可以开始实验。
实验时,在试样皿上均匀平铺待测样品。将化学点火头固定在电极指定位置,盖上法兰并拧紧螺丝,保证其气密性。抽真空,打开空气瓶阀门并将减压阀调至0.4 MPa,使储气瓶压力也为0.4 MPa。将压力测试系统设置为等待状态,记录此时压力传感器的初始压力,关闭各阀门。通过高压放电点火器点火,记录并保存实验数据。每次实验后,排出混合气体,并用湿度低于30%的清洁空气冲洗实验装置,尽量避免残余物对下次实验造成影响。
2 实验结果与讨论
2.1 不同粉尘的爆炸参数
首先,分别对微米铝粉T1、纳米铝粉T2、纳米Fe2O3粉尘以及纳米铝粉和微米铝粉混合粉尘4组样品进行单独实验。同时,进行化学点火头的空白爆炸实验。4组样品在喷粉压力0.4 MPa、喷粉时间280 ms、点火延迟时间10 ms、点火能量10 kJ、粉尘质量浓度均为100 g/m3条件下进行爆炸压力测试。为保证结果的准确性,最大爆炸压力pm选用3组可靠实验的平均值,如图3所示。
图3 不同物质的最大爆炸压力Fig.3 Maximum explosion pressure of different substances
从图3可以看出,在20 L柱形爆炸容器中,相同条件下,纳米铝粉的最大爆炸压力明显高于微米铝粉的最大爆炸压力,且最大爆炸压力与粒径的减小呈二次相关。这是因为粉尘浓度、粒径和比表面积等因素对铝粉爆炸有很大影响,压力最大上升速率随着颗粒尺寸的减小而呈指数增长,随着颗粒直径的减小,铝粉火焰传播速率加快,燃烧机制由扩散控制模式转变为动力学控制模式。实验结果表明,使用物理混合法将纳米铝粉与微米铝粉按质量比37.1∶62.9混合均匀后,最大爆炸压力明显大于纯微米铝粉的最大爆炸压力,且略小于纳米铝粉的最大爆炸压力。相比相同条件下的纯微米铝粉,最大爆炸压力提高了13.6%。这是因为,纳米铝粉具有高反应活性,对爆炸体系进行了敏化,提高了粉尘的爆炸剧烈程度。
纳米Fe2O3的实验压力小于化学点火头压力。因为纳米Fe2O3本身是不可燃物质,同时会吸收点火头产生的能量变为自身的热量。
2.2 纳米Fe2 O3添加剂对铝粉爆炸特性的影响
在本次实验中,理论上的粉尘压力随时间的变化应分为4个阶段:喷粉分散阶段、粉尘自由分散阶段、压力上升阶段和压力衰减阶段。实验开始时,样品在高压气体的带动下分散成粉尘云,经过短暂的点火延时期后,容器内的静态压力会达到1个大气压左右。随后点火,粉尘云被引爆,形成爆炸冲击波并向周围释放出大量能量,压力快速上升,直至达到爆炸压力峰值。随着粉尘云和氧气含量的下降,反应逐渐减弱,容器内压力下降。
在喷粉压力0.4 MPa、点火延迟时间10 ms、点火能量10 kJ条件下,样品1#~8#的最大爆炸压力pm及最大升压速率(dp/dt)m见图4。
图4 不同样品的最大爆炸压力及最大升压速率Fig.4 Maximum explosion pressure and maximum pressure rise rate of different samples
Al/Fe2O3铝热剂中的铝粉和Fe2O3在紧密复合时点燃会放出巨大热量。但在本次实验中,吹散在空气中的铝粉与纳米Fe2O3并没有实现充分的接触,因此燃烧机理不同于常规Al/Fe2O3铝热剂或Al/Fe2O3复合物。从图4中可以看出,在加入少量纳米Fe2O3(质量分数0.6%和1.4%)时,相比于纯铝粉的最大爆炸压力略低,起到了很小的抑制爆炸的作用。随着纳米Fe2O3含量的增加,样品的最大爆炸压力有明显上升,在样品6#(纳米Fe2O3质量分数5.4%)的测试工况时,最大爆炸压力达到最高值;但随着纳米Fe2O3含量的继续增加,最大爆炸压力急剧下降。这是因为,低含量纳米Fe2O3的混合物虽然形成粉尘云,但并没有达到常规铝热剂那样足够充分的接触,在这种条件下,纳米Fe2O3浓度的增加相当于增加了粉尘云的热阻,热量难以有效地在粉尘云中渗透。随着纳米Fe2O3含量增加,在形成粉尘云后增加了两种颗粒的碰撞与接触,即粉尘中一部分的化学反应等同于Al/Fe2O3铝热剂的化学反应。但达到最佳粉尘浓度后,继续增加纳米Fe2O3的比例,由于它本身为不可燃物质,就起到了惰化的效果。纳米Fe2O3颗粒具有较大的比表面积,相比铝粉具有在短时间内更快地吸收大量热量的能力。没有参与铝热反应的纳米Fe2O3通过在短时间内吸收铝粉爆炸产生的热量,在降低爆炸严重程度方面发挥了重要作用。另一种引起压力下降的原因是,颗粒间产生了团聚现象,而这种团聚现象是由静电引力、范德华力等较微弱的力引起的软团聚现象。通常可以通过一些化学作用或施加机械能等方式消除。本次实验的喷粉过程中会施加一定的机械能,这种外界力不会完全消除这种团聚现象。在团聚现象下发生的铝热反应远远小于正常情况下释放的能量,而通常的铝热反应可以在短时间内放出大量热量并显著提升爆炸性能。
2.3 系统粉尘浓度对爆炸参数的影响
相同条件下,样品6#的最大爆炸压力最大且升压速率最快。以样品6#为研究对象,选取50、100、200、300、400、500 g/m3等6种质量浓度的粉尘开展实验。实验条件与前文中实验条件相同。图5为样品6#的爆炸参数pm、(dp/dt)m与粉尘质量浓度c的关系曲线。
分析图5曲线可发现:纳米铝粉、微米铝粉和纳米Fe2O3的混合粉尘最大爆炸压力随着粉尘浓度的增加而迅速增加;当粉尘质量浓度到达400 g/m3时,最大爆炸压力最大;且随着粉尘浓度的继续增加,最大爆炸压力逐步减小。铝粉与氧气产生的爆炸反应是链式反应过程,化学反应方程式为:
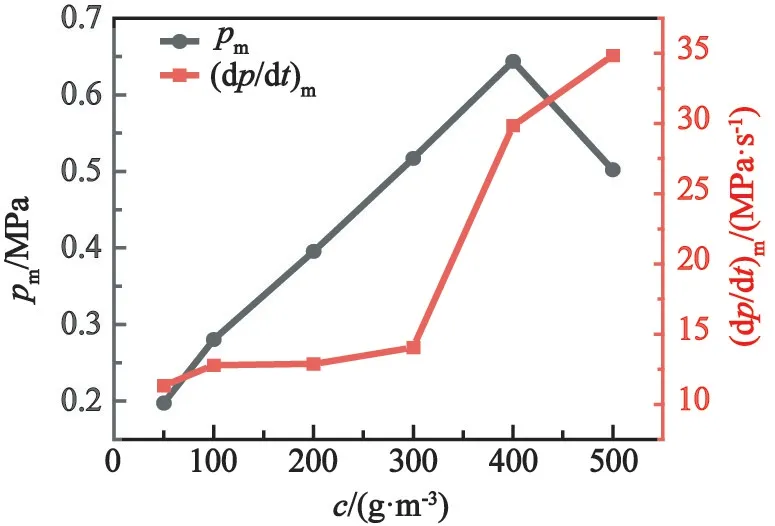
图5 不同粉尘质量浓度下样品6#的爆炸参数变化Fig.5 Variation of explosion parameters of Sample 6#under different dust mass concentrations

铝热反应方程式为:

根据反应方程式可知,理论上铝粉质量浓度在大于300 g/m3时达到化学计量比[11]。最大爆炸压力和压力上升速率皆达到峰值。通过理论计算,铝粉质量浓度大于等于400 g/m3时即为过量。实际上,质量浓度在400 g/m3时,样品的爆炸压力与压力上升速率均比300 g/m3时大。这是因为铝粉与纳米Fe2O3粉尘扩散后,在爆炸容器内的分布并不均匀,铝粉和纳米Fe2O3粉尘会黏附在容器内壁或者沉降于容器底部,这都会影响实验结果。
由图5可以看出,总体上粉尘爆炸压力上升速率是随粉尘浓度的增加而增加的。这是因为,当粉尘浓度增加,铝粉与纳米Fe2O3在空气中发生反应的概率增大。粉尘云中的铝粉与纳米Fe2O3得到充分反应并在短时间内放出大量热量,而放热速率与压力上升速率呈正相关。所以,粉尘爆炸特性参数与粉尘云中铝粉与纳米Fe2O3粉尘之间的接触和碰撞频率有着较大的关系。
3 结论
1)研究了微、纳米铝粉和纳米Fe2O3混合体系的爆炸参数。20 L柱形爆炸容器内,在10 kJ的点火能量条件下,当纳米Fe2O3质量分数在0.6%和1.4%时,表现出对铝粉爆炸的抑制作用。
2)纳米Fe2O3随着自身含量的增加,表现出对铝粉爆炸的促进作用。在纳米Fe2O3的质量分数为5.4%时,最大爆炸压力和最大升压速率达到最大;随着纳米Fe2O3含量的继续增加,体系最大爆炸压力与最大升压速率减小。
3)与纯铝粉相比,以纳米Fe2O3作为添加剂,能够有效提高体系的爆炸压力,作为炸药配方在能量释放上具有一定优势。
猜你喜欢
福建茶叶(2022年3期)2022-08-11
军事文摘(2022年12期)2022-07-13
劳动保护(2022年1期)2022-03-09
少儿科技(2022年2期)2022-03-05
家教世界·创新阅读(2016年12期)2017-01-09
中学化学(2016年10期)2017-01-07
中学化学(2015年8期)2015-12-29
学苑创造·A版(2009年6期)2009-12-07
环球时报(2009-09-11)2009-09-11
祝您健康(1985年1期)1985-12-29
