
基于AEOS体系建设精益单元关键尺寸质量过程控制的应用
2022-07-07 07:49张娅岚罗素文王代华
现代工业经济和信息化 2022年5期
张娅岚,罗素文,王代华
(中国航发贵州红林航空动力控制科技有限公司,贵州 贵阳 550009)
引言
“中国航发运营管理系统(AECCOperation System,简称AEOS)是中国航空发动机集团(简称中国航发)提出的针对各运营类业务流程建立、运行、控制和持续改进的一整套管理规范,为各类业务流程提供从体系架构到流程设计以及方法论的支撑”。“AEOS包含产品研发体系、生产制造体系、供应链管理体系和服务保障体系4个体系的建设工作”[1]。其中,生产制造体系核心工作是聚焦流动式生产和精益改进,建设质量稳定的精益单元(生产线)则是当前中国航发生产制造的重点工作。
要保证产品质量,必须加强对生产过程进行质量控制。质量过程控制是为了达到质量要求所采取的作业技术和活动,最大限度减少生产过程的质量波动,产品的质量都可以用质量特性围绕设计目标值波动的大小来描述,“波动越小则质量水平越高”[2]。质量过程控制是通过收集、监控过程数据信息,测算过程能力,实现过程稳定受控,通过统计技术对过程进行评估和监控,建立并保持过程处于可接受的并且稳定的水平,保证产品与服务符合规定。在实施过程中,“通过识别控制质量特性、确定质量特性过程能力指数、开展测量系统分析(MSA)、实施统计过程控制(SPC)、评价结果应用”开展工作[3]。
本文通过中国航发贵州红林航空动力控制科技有限公司军品机加分厂建设2703.004F精益加工单元,开展过程质量控制提高流程能力,实现流动生产。
1 质量过程控制实施步骤基本概念及应用
1.1 识别控制质量特性
1.1.1 基本概念
梳理识别对零(组)件的制造、装配、性能和使用寿命产生较大影响的质量特性,一般包括:关键特性、重要特性,以及加工难度大、质量不稳定的质量特性。
1.1.2 2703.004F单元建设现场应用
1)通过加工工序FMEA分析,识别出控制质量特性范围,如图1所示。
结论:数控加工工序(RPN)不大于120风险小,针对数控加工工序开展关键尺寸控制工作。
2)针对数控设备加工的5工序(车外圆)、10工序(车内孔、外圆)、15工序(车内孔)、20工序(加工上部)、80工序(镗孔)识别控制质量特性,如下页表2所示。
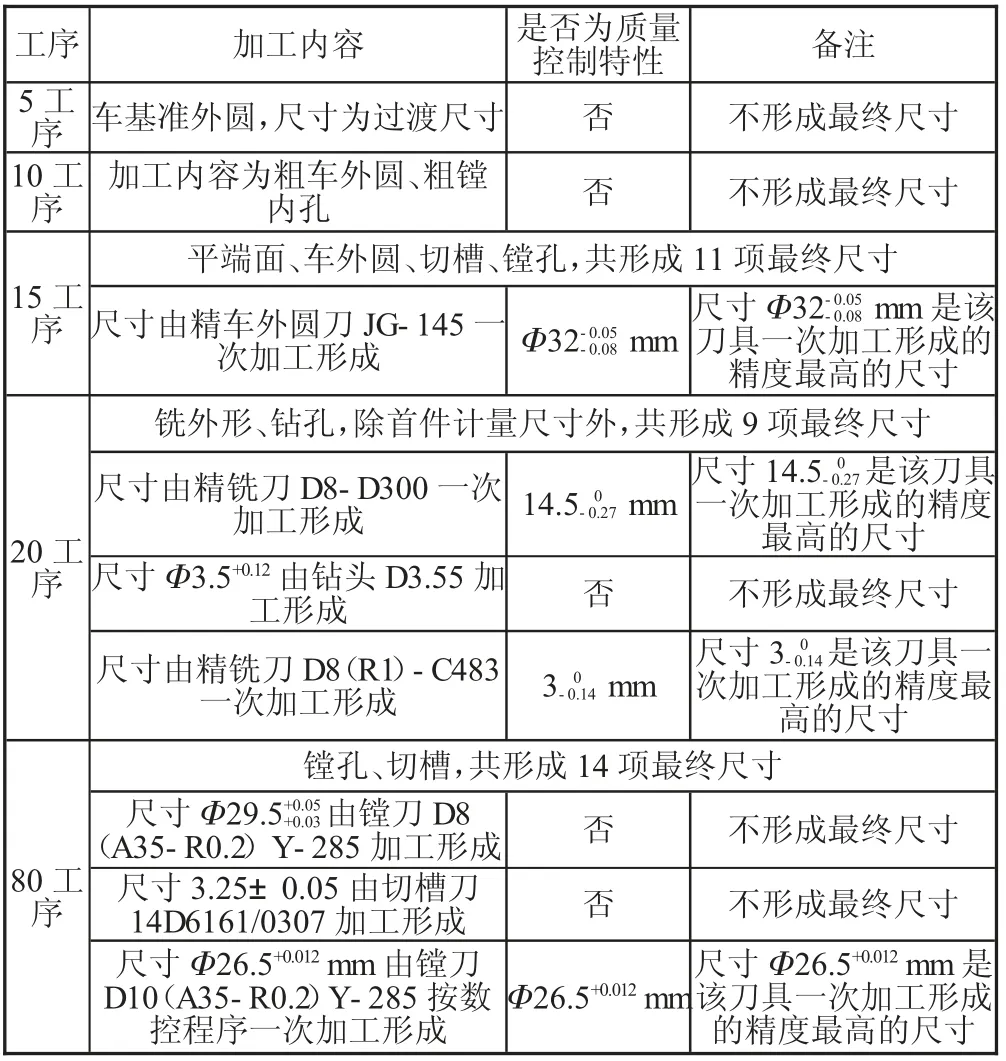
表2 2703.004F数控设备加工尺寸质量控制特性识别分析表
结论:根据加工工序最终尺寸形成的刀具进行归类,选择同一把刀具加工形成尺寸中精度最高的一项作为SPC控制质量特性尺寸:15工序为mm;20工序为mmmm;80工序为Φ26.5+0.012mm。
1.2 确定质量特性过程能力指数
1.2.1 基本概念
1)根据产品的复杂性和特性的重要程度,确定产品的特性重要等级,从而确定产品的质量特性过程能力指数。
2)特性重要等级由质量特性影响程度、质量特性波动风险等级两方面因素决定,划分为Ⅰ、Ⅱ、Ⅲ、Ⅳ四个等级(如表3、表4、表5所示)。
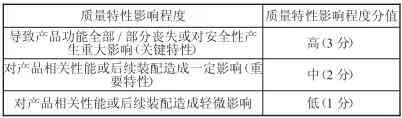
表3 质量特性影响程度表
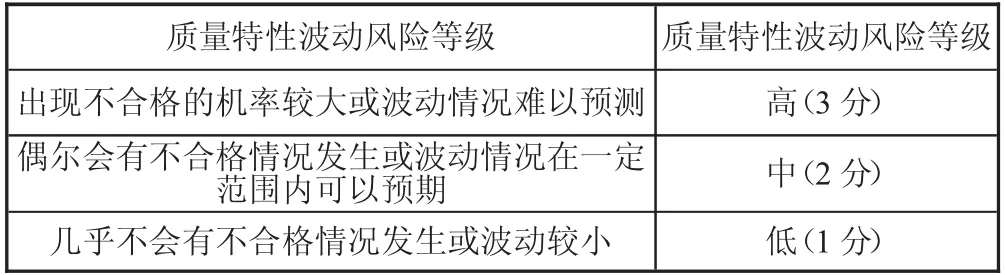
表4 质量特性波动风险等级表
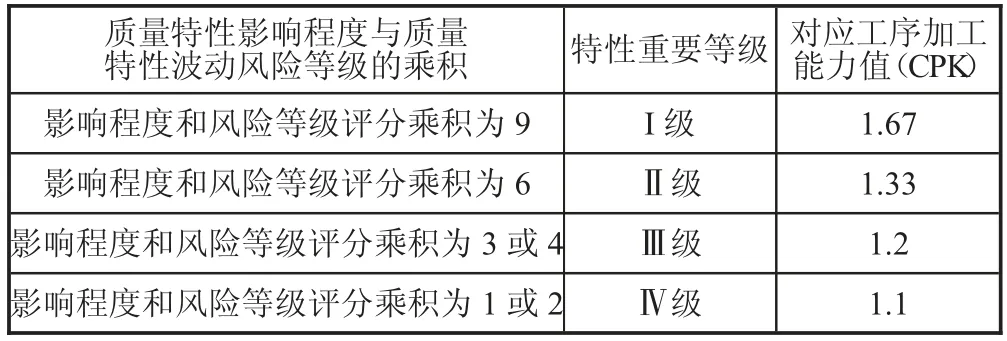
表5 特性重要等级表
1.2.2 2703.004F单元建设现场应用
2703.004 F是温度传感器组件的底座,属于一般件,对产品相关性能或后续装配造成一定影响,统计2020年1月至今合格率为100%,2703.004F特性重要等级如表6所示。
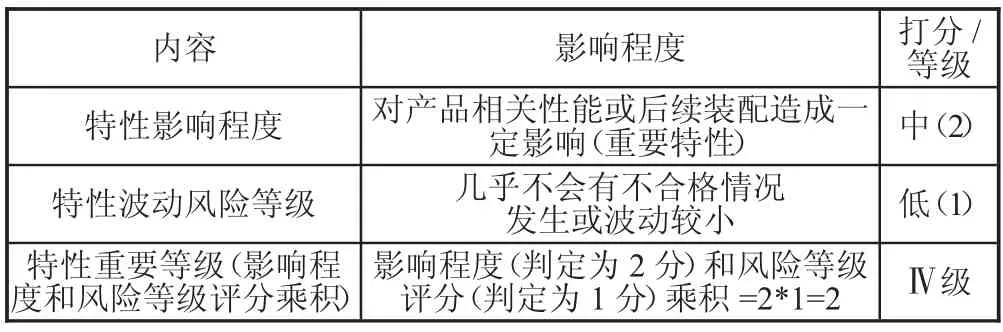
表6 2703.004F特性重要等级表
结论:2703.004F特性重要等级为Ⅳ级,工序加工能力(CPK)值应达到1.1。
1.3 开展测量系统分析(MSA)
1.3.1 基本概念
根据AS13003,按照图1测量系统分析步骤图开展测量系统分析(如图2所示),当“GR&R<30%,可区分的类别数不大于4,这两个条件都满足,测量系统合格”[4]。本文利用软件Minitab对数据进行重复性和再现性Gage R&R分析,得出相应结论,如下页图3所示。
1.3.2 2703.004F单元建设现场应用
选取下页表7中2个测量点开展测量系统分析,3个检测人员抽取10个样本,每个样本测量2次进行数据采集。
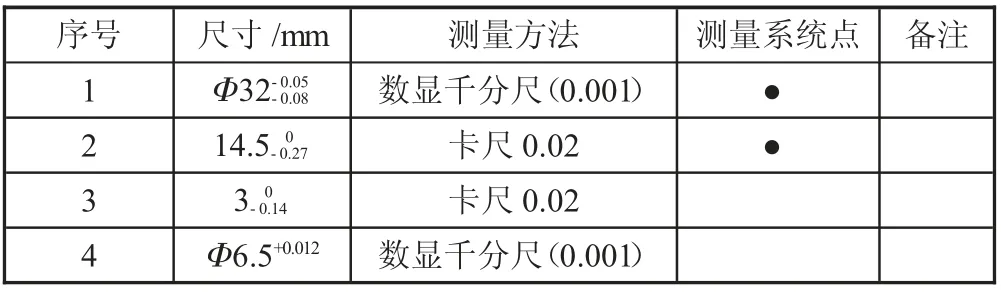
表7 2703.004F温包底座测量系统点识别表
1)数显千分尺测量系统分析,如下页表8所示。

表8 2703.004F量具数显千分尺测量系统分析
结论:从表中的测量系统分析中得知量具数显千分尺测量系统可用。
2)卡尺测量系统分析,如下页表9所示。
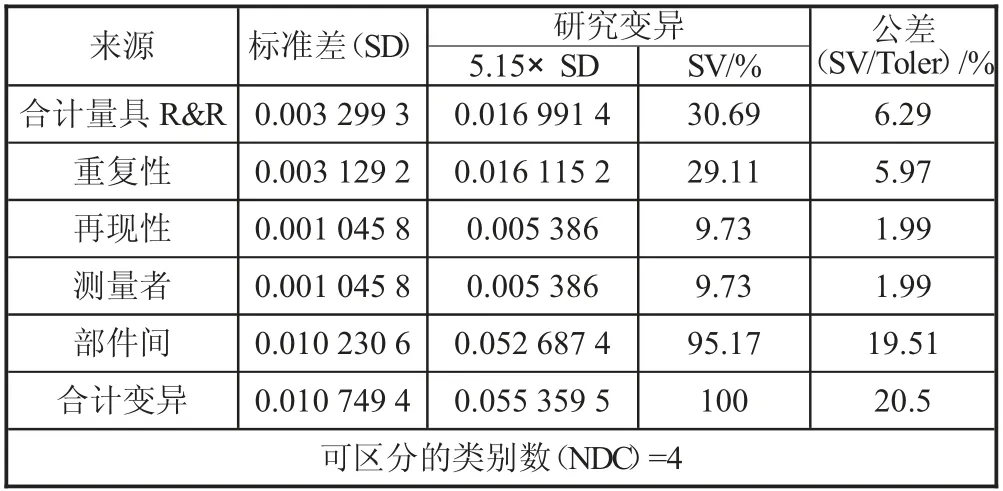
表9 2703.004F量具卡尺测量系统分析
结论:从表中的测量系统分析中得知量具卡尺测量系统可用。
1.4 实施统计过程控制(SPC)及改进
1.4.1 基本概念
按照下页图4统计过程控制(SPC)实施步骤图开展工作:一是按照时间顺序收集质量特性加工数据连续数据至少25组数据/离散数据至少75组数据。二是应用Minitab等软件生成SPC质量控制图,分析过程是否稳定,判稳准则如:连续25个点,落在控制界外的点数为0;连续35个点,落在控制界外的点数小于等于1;连续100个点,落在控制界外的点数小于等于2;满足上述条件才能判定为稳定。三是应用Minitab等软件生成过程能力图,判断数据是否为正态分布:若P>0.05,则过程呈正态分布;若P<0.05,则过程呈非正态分布,需要进行数据变换,将数据变换成正态。四是当测算的过程能力达到控制指标时,可实施SPC过程监控。五是应用Minitab等软件生成SPC质量控制图实施过程检查,应用过程判异准则对过程质量稳定性进行监控。
本文利用软件Minitab软件计算能力,生成过程能力六合一图,计算CPK值开展后续工作,如图5所示。
1.4.2 2703.004F单元建设现场应用
1.5 评价结果应用
通过在2703.004F生产线上开展识别控制质量特性、确定质量特性过程能力指数、开展测量系统分析(MSA)、实施统计过程控制(SPC)等工作,得出单元零件生产质量过程稳定,军品机加分厂针对2703.004F可进行精益单元建设工作。
2 结论
生产制造体系是中国航发AEOS四个子体系之一,以持续提升SQCDP绩效为主要目标,关注从产品订单到交付的完整价值流,是产品实现的关键环节。打造流动式生产方式,建设精益单元(线)是当前的重点工作。精益生产单元(线)是在质量稳定的基础上进行建线的,开展质量过程控制工作,最大限度减少生产过程的质量波动,是精益生产线(单元)有效运行的基础。
猜你喜欢
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
航空材料学报(2022年3期)2022-06-08
航空材料学报(2021年6期)2021-12-12
中国市场(2021年34期)2021-08-29
化工管理(2021年7期)2021-05-13
失效分析与预防(2021年1期)2021-04-16
航空材料学报(2021年2期)2021-04-08
石材(2020年4期)2020-05-25
造纸信息(2019年7期)2019-09-10
