
废旧磷酸铁锂动力电池回收利用研究进展
2022-07-07 03:31:58符冬菊刘伟峰陈建军曾燮榕
储能科学与技术 2022年6期
周 伟,符冬菊,刘伟峰,陈建军,胡 照,曾燮榕
(1深圳大学材料学院,广东 深圳518060;2深圳清华大学研究院,广东 深圳518055;3太原理工大学,山西 太原030024)
随着能源与环境问题的日渐突出以及“碳达峰”、“碳中和”概念的出现,我国新能源汽车以及储能市场呈现出爆发式增长景象[1]。目前新能源汽车上使用最多的动力电池为镍钴锰(NCM)三元电池和磷酸铁锂(LFP)电池。磷酸铁锂因其安全性能优异、循环寿命长且成本较低而被广泛运用,随着锂电产业的不断发展,磷酸铁锂电池的需求量将会超越三元电池。一般来说,当动力电池的容量衰减至额定值的80%时就需要退役处理。当前退役动力电池回收利用主要有两种方法:梯次利用和拆解回收利用[2]。
退役磷酸铁锂动力电池是否能够进行梯次利用及其应用领域主要取决于电池的剩余容量大小,当电池剩余容量在30%~80%时,则可以进行梯次利用;当低于30%时,则不满足梯次利用的标准,应进行拆解回收利用[3-4](图1)。

图1 动力电池全生命周期Fig.1 Full life cycle of power battery
磷酸铁锂电池由于应用时间较早,因此退役潮率先到来,成为当前废旧动力电池回收的重点[5]。金属锂为国家战略资源且相对匮乏,此外,如若废旧电池未妥善处理,将会造成严重的环境污染及能源浪费,而回收再利用不仅能够避免环境污染,还具有一定的经济效益,对动力电池行业的可持续发展大有裨益[6]。因此本文聚焦于近年来废旧磷酸铁锂动力电池正负极材料及电解液回收利用的先进技术以及研究进展,详细论述了各组分回收工艺,为将来的研究及工业化应用提供参考与指导。
1 废旧电池预处理
预处理过程能够有效提高回收率并降低后续过程中的能源消耗,主要目标是以安全、有效的方式分离电池的不同组件及活性材料。
锂离子电池在回收过程中往往有自燃的风险,因此需首先进行放电失活处理,常用方法是将废旧电池浸泡在盐溶液中,该方法放电较为彻底、电量不反弹且操作安全简单。由于不同来源的废旧电池在体积、包装上差异较大,因此需要拆解除去外壳包装,便于后续处理。在实验室研究过程当中,主要以人工拆解为主,手动拆解得到的产物纯度相对较高,不适合大规模处理[7]。
拆解过后的动力电池需要经过破碎才能将电极上的活性物质释放出来,而这一过程对于后续湿法冶金工艺来说尤为重要。破碎后仍需采用更加精细的分离方法,例如磁选、涡流分离、静电分离、重选以及泡沫浮选[8]。振动筛分过后的磁选通常可以分离包含活性物质的铝集流体、负极、钢壳以及塑料包装[9]。深圳清华大学研究院自主研发出“废旧锂电池绿色回收精准分离关键技术及其成套装备”,实现了锂电池安全放电、电解液高效回收和正负极材料精准分离,分离效率≥99%,避免使用大量酸碱,无二次污染,已建成50~500 kg/h废旧锂电池绿色回收精准分离回收智能化数字化示范产线,真正实现了废旧锂电池处理过程的环保化、无害化和安全化[10]。
由于活性材料通过黏结剂附着在集流体上,因此,需进一步分离,通常分为物理法和化学法。物理法即通过高温煅烧将黏结剂等物质碳化从而将活性物质分离,工艺简单易于操作,但能耗高且易造成大气污染[11]。除此之外,还可将Fe2+氧化为Fe3+,从而更容易被酸浸出,见式(1)

尽管热处理会产生有毒气体,但由于其易于操作且成本较低,在规模化回收过程当中仍是使用最广泛的。
化学法包括有机溶剂浸泡和碱浸[12]。有机溶剂浸泡基于“相似相溶”原理采用有机溶剂将黏结剂溶解从而将活性物质脱离。此法不改变活性材料组分且不会破坏结构,回收效率较高,但通常成本较高且带有毒性,正极材料从铝箔上的脱离可归因于聚偏氟乙烯(PVDF)的溶解和超声引起的空化。
碱浸法则是利用铝在碱性溶液中的溶解度,此外,还可避免LiPF6水解产生有毒的HF气体,见式(2)~(3)。

但这一过程会造成铝的部分损失,且得到的正极材料还需进一步煅烧才能除去黏结剂和导电添加剂。
另外,还有学者通过研究发现Fenton 试剂在超声强化下直接产生的羟基自由基可以选择性地降解黏结剂PVDF,使得正极材料与铝箔完全分离[13]。
2 各组分回收工艺进展
目前废旧磷酸铁锂电池的回收研究大部分都是针对正极材料,其主要由磷酸铁锂、导电炭黑、PVDF等组成,石墨负极及电解液的回收因附加值相对较低而尚未引起足够的重视。正极材料中含有丰富的铁、锂等金属,其中最有回收价值的元素是锂,铁也有一定的回收价值,其他部分回收价值较低,回收工艺主要可分为火法冶金、湿法冶金以及直接再生工艺。
2.1 正极材料回收工艺
2.1.1 火法冶金
火法冶金通过将正极活性材料高温煅烧(一般高于1000 ℃),过程中金属元素以金属或合金的形式回收利用,塑料、有机溶剂被燃烧,为回收过程提供能量,金属元素通过碳还原生成新的合金,最后可通过湿法冶金进一步分离从而真正回收利用。
目前火法回收已经被用于商业中废旧锂电池的回收,例如,日本的索尼和住友公司通过火法和湿法相结合的工艺对废旧锂电池进行回收,塑料部分和电解液在索尼工厂中经高温焙烧被烧掉,留下金属部件和活性材料。铁、铜和铝可通过磁选进行分离,而活性物质则被送到住友公司进行进一步的湿法冶金回收[7]。
火法冶金工艺易于操作,成熟度较高,然而不能真正有效地回收锂,电解液、隔膜、负极石墨不能回收且存在能耗高、产生污染性气体等缺点,经济可行性较差,不利于工业化规模生产。
2.1.2 湿法冶金
湿法冶金的目的是将预处理后的正极材料以离子形式浸出到溶液中,经过浓缩、提纯以生成金属盐或其他产物。相比于火法冶金,湿法冶金工艺回收率较高,能够获得较高纯度的产物、回收大部分的电池组分且操作温度较低,因此被认为是回收废旧电池的一种理想方法,也是目前采用最多的方法。然而湿法冶金同时也带来了不可忽视的二次污染,如通常会使用过量的酸,废液难以处理,操作程序也更复杂,并且废旧磷酸铁锂电池中不含镍钴锰等重金属元素,因此单纯回收某种元素经济效益不高,通常经分离后合成磷酸铁锂前驱体再生成正极材料从而提高其附加值[14-15]。
浸出是湿法冶金回收过程中必不可少的步骤,一般是将电极粉末中的有价金属从固态溶出到溶液中进行下一步处理,被认为是在随后的纯化和分离过程之前的预处理步骤[16]。浸出液经过除杂提纯后进行Li、Fe 元素的回收,Li 元素一般以Li2CO3和Li3PO4的形式回收,而Fe 元素一般以FePO4的形式回收,最后通过高温烧结或水热等工艺再生磷酸铁锂正极材料。因此,浸出效率对有价金属的整体回收影响较大。根据浸出剂的不同可分为酸浸和生物浸出,其中酸浸因其高效特点使用率更高。
(1) 酸浸
酸浸工艺几乎可以将所有过渡金属氧化物溶解到溶液中,通常使用强无机酸作为浸出剂,不过在酸浸过程中一般会使用过量的酸来确保浸出效率,因此会造成大量浪费。由于使用强无机酸可能会造成较大的二次污染,例如有毒气体(Cl2、SOx和NOx)的排放和废弃的酸液,也增加了吸收/净化设备的成本支出,近年也提出了使用有机酸,例如柠檬酸、苹果酸等[17]作为替代。
无机酸浸出是一种回收废旧锂电池的传统办法,浸出效率较高,最常用的浸出剂为HCl[18]、H2SO4[19-20]和H3PO4[21-23],并且基于浸出动力学因素,浸出过程通常需使用额外的还原或氧化剂。与需要还原剂的NCM 材料的浸出过程不同,LFP 的预处理过程需要将Fe 离子从+2 价态氧化到+3 价态,通常在600 ℃空气气氛下加热,或者使用化学氧化剂,如H2O2或Na2S2O8,然后再进行浸出和分离,因为Fe3+更容易形成磷酸盐和氢氧化物等沉淀物[24-25]。
LFP材料的湿法冶金回收主要有两种方法,一种是传统的将Li 元素和Fe 元素溶解为离子形式,另一种则是选择性浸出Li元素而FePO4作为残渣的新方法。在传统方法中,在将Li+和Fe3+溶解到水溶液中后,下一关键步骤是分离Li+和Fe3+。通常,FePO4的选择性沉淀是通过加热滤液[21]或通过添加NaOH[26]或NH3·H2O[27-28]调节pH 值来实现的。由于LFP的橄榄石型结构非常稳定,传统的浸出过程会消耗过多的酸和碱以中和溶液,为了简化和节约回收Li+的过程,浸出剂用量的减少对于Li+的选择性浸出变得至关重要。
Wang 等[18]将球磨得到的LFP/C 混合粉末高温焙烧后溶解在HCl 溶液中,然后使用氨水调节pH使得Fe3+以FePO4的形式沉淀分离,再次加入氨水调节pH 值后加入Na3PO4得到Li3PO4,将得到的Li3PO4进一步溶解在H3PO4溶液中以去除微量杂质,最后调节pH 至中性提纯。以回收得到的Li3PO4作为Li 源和P 源,FeSO4·7H2O 作为Fe 源,通过水热法再生LPF正极材料,随着反应温度的升高,样品的形貌更加规整,粒径变小,Li+扩散距离变短,最终提高材料的电化学性能,200 ℃下合成的LiFePO4/C 样品0.2 C 电流密度下放电容量为157.2 mAh/g。
Yang 等[19]以硫酸作为浸出剂,抗坏血酸为还原剂进行浸出,随后配制了一定体积的pH=2.5 的硫酸溶液作为基液,加入FePO4·2H2O和表面活性剂,然后通过加入一定量的FeSO4和(NH4)2HPO4将浸出液中Fe和P的摩尔比调整为1.0,将调整后的浸出液和过氧化氢溶液以一定的流量加入到基液中,同时加入NH3·H2O 以控制pH 值。然后将悬浮液进行老化,得到FePO4·2H2O晶体。过滤后将滤渣加入配制好的磷酸溶液中,将少量的Fe(OH)3转化为FePO4。最后彻底洗涤滤渣并干燥,得到无定形的FePO4·2H2O,通过焙烧即可得到FePO4。
Li 等[20]提出了一种选择性浸出工艺,使用低浓度的H2SO4作为浸出剂,H2O2作为氧化剂,Li+可以选择性地浸出到溶液中,而Fe 元素和P 元素可以以FePO4的形式留在浸出残留物中,这与传统的使用过量酸将所有元素浸出到溶液中的工艺不同,在0.3 mol/L H2SO4、H2O2/Li 摩 尔 比2.07、H2SO4/Li摩尔比0.57、浸出温度60 ℃、搅拌时间120 min条件下,该工艺对Li、Fe、P元素的浸出率分别为96.85%、0.027%、1.95%,浸出液中95.56%的Li+通过与Na3PO4反应以Li3PO4沉淀形式回收,这种新的工艺大幅降低了酸的使用量,为废旧LFP电池的回收提供了一条新的途径。
Bian等[21]将碱溶后得到的LFP材料在0.5 mol/L H3PO4溶液中室温搅拌后过滤,随后在带有冷凝回流管的三颈烧瓶中将滤液回流,生成FePO4·2H2O沉淀。为回收Li元素,将FePO4·2H2O沉淀过滤后的滤液蒸发以去除水分。室温下边搅拌边加入乙醇,经过滤洗涤干燥得到白色沉淀物,Li 元素以LiH2PO4的形式被回收。以回收得到的FePO4·2H2O和Li2CO3为原料,葡萄糖为还原剂,成功地合成了具有花朵状微观结构的LiFePO4/C复合材料,该材料在作为锂电池正极材料时表现出较为良好的性能,在0.1 C时放电容量为159.3 mAh/g,5 C下循环500次后,其放电容量仍可达105 mAh/g,容量保持率高达95.4%,有望满足高功率LFP电池的使用需求。
王子璇等[23]通过采用磷酸体系电解提高锂离子的浸出率,使用氨水调节溶液pH 值分步沉淀二水合磷酸铁和磷酸锂,剩余废液通过蒸发结晶获得副产物磷酸二氢铵,在电解电压为2.5 V、磷酸电解液浓度为0.6 mol/dm3条件下,浸泡电解处理后锂离子浸出率可达95.6%,铁离子浸出率达91.3%,全程除了磷酸根外无其他酸根引入,克服了电池回收工艺过程复杂、二次废料过多、成本高等问题,实现了磷酸铁锂废料的高效、绿色、经济回收。
有机酸的优势在于其生物可降解特性,使其易于处理,虽然酸性较无机酸低,但某些有机酸在浸出过程中能够表现出较好的浸出效率,这是因为它们不仅能够与正极活性物质相互作用,而且具有络合特性,从而稳定溶液中的金属离子为后续回收过程提供了可能[29-30]。
Kumar 等[17]以富含有机酸(如柠檬酸和苹果酸)的柑橘类果汁为浸出剂回收Li和FePO4,将废LFP正极粉加入到柠檬汁和双氧水混合浸出剂中进行浸出,随后过滤得到滤渣和滤液,向滤液加入NaOH纯化以除去Al、Fe 和Cu。最后用饱和Na2CO3处理纯化后的溶液得到白色悬浮液并分离,烘干后得到Li2CO3。将回收得到的FePO4滤渣和Li2CO3按一定比例研磨,同时加入葡萄糖,干燥后在惰性气氛下煅烧得到再生的LFP正极材料。该实验中FePO4的回收率可达96%,且回收的Li2CO3产品纯度超过99.22%。有机酸浸出效果优良但相对成本较高且目前对于其机理的认识尚不成熟,仍需在实际应用中进一步探索。
另外,考虑到Li3PO4在水溶液中的低溶解度,Zhang等[25]研究了利用Na2S2O8作为氧化剂和浸出剂对Li 元素进行选择性浸出形成高溶解度的Li2SO4,反应见式(4)

研究发现当Na2S2O8用量为理论用量的0.05倍时,Li+的浸出率可达99%,这主要是Li+溶解在溶液中,而再生的FePO4晶体结构得以保持,分离出Li 和Fe 后,Li+可以以Li2CO3或Li3PO4沉淀的形式回收,Fe2+可以以FePO4的形式回收,浸出机理如图2所示。
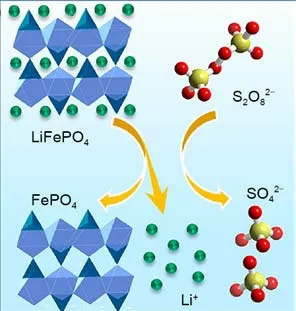
图2 浸出机理示意图Fig.2 Schematic diagram of the leaching mechanism
(2) 生物浸出
生物浸出利用微生物新陈代谢所产生的酸充当浸出剂从而将正极材料中的金属离子浸出。用于生物浸出的微生物主要为嗜酸细菌或者真菌,一般来说,细菌形成无机酸,而真菌形成有机酸且具有更好的耐毒性和耐酸性,对于新环境能够更快地适应并具有更快的浸出速率[31],由于其环境友好性通常被认为是传统工艺的替代,然而生物浸出存在培养时间长、易受污染并且通常很难在大量杂乱的重金属离子环境中生存、繁殖等缺点而未能广泛产业化应用。
Xin 等[32]利用硫氧化菌(SOB)和铁氧化菌(IOB)从三种典型的废旧锂离子动力电池正极材料LiFePO4、LiMn2O4和LiNixCoyMnzO2中浸出金属离子,并对Li+、Ni2+、Co2+、Mn2+的浸出机理进行了详细的研究。结果表明,Li+在硫-SOB 体系中的浸出率最高,因其仅受微生物产生的H2SO4浓度的影响,而其他高价离子的浸出则受H2SO4含量和IOB产生的还原性Fe2+共同控制。
2.1.3 直接再生
直接再生是一种非破坏性修复技术,是指在不经过浸出处理的情况下,修复材料的晶体结构,恢复其电化学活性[33]。与材料提取回收技术相比,直接再生工艺的主要优点是可以降低回收成本,最大限度地实现再生材料的价值,实现了锂电池电极材料的闭环,因此有望成为废旧磷酸铁锂电池回收的最佳途径。
锂离子电池正极材料失效的主要原因之一是在多次循环过程中,锂的缺乏导致不可逆的相变。对于失效的废旧锂离子电池,在正极材料的无损修复中通常采用不同的方式补锂来再生LFP。
(1) 固态烧结法
固态烧结法被认为是直接再生恢复正极容量的有效手段。Li等[33]在高纯度的废旧LFP正极材料中加入Li2CO3在650 ℃Ar/H2气氛条件下焙烧1 h再生LFP,最终产物放电容量为147.3 mAh/g,100次循环后容量保持率达95.32%(商用LFP要求>92.43%),符合中端锂离子电池的再利用要求,此法完全避免了二次污染,并且成本低附加值高。Chen等[13]利用超声辅助芬顿反应分离出废旧LFP正极材料,并通过ICP检测分析其中Li+缺乏情况,采用Li2CO3作为锂源再生LFP,Li和Fe的摩尔比控制在1.05∶1,碳包覆过程使用葡萄糖作为碳源,最后通过焙烧得到再生的LFP,表现出与商用LFP相似的电化学性能。
Song 等[34]在废旧LFP 电池正极材料中以不同比例掺杂新的LFP在不同温度下焙烧,结果表明以3∶7 比例掺杂700 ℃下再生的LFP 呈现出较高的放电容量,达144 mAh/g,证明由纯相和均匀形貌的再生LFP制成的电池性能能够满足重复使用的基本要求。
Chen 等[35]开发了一条小规模热处理生产线以回收废旧软包LFP 电池(图3)。残留在废旧LFP 正极材料中的PVDF和LFP基质颗粒的分解会导致未经热处理的正极粉末团聚、振实密度较低且电化学性能差。研究发现当最佳热处理温度为650℃、循环100次后的放电容量和保持率分别为140.4 mAh/g和95.32%,表明废旧LFP 电池中回收的正极粉末经适当温度处理后可再用于锂离子动力电池,为工业化热处理生产工艺提供了可能。

图3 软包废旧LiFePO4电池回收工艺流程图Fig.3 Process flow chart of recycling waste LiFePO4 battery in soft package
Zhang 等[36]将废旧正极片在空气气氛下焙烧以分离正极材料与集流体,正极材料由黑色转变为砖红色,混合物主要由Fe2O3和Li3Fe2(PO4)3组成。在混合物中加入蔗糖后球磨,经高温焙烧得到再生LFP。热处理过程中发生的化学反应如下

在700 ℃时再生的LFP/C呈现出球形结构并具有良好的结晶度,蔗糖添加量为12%时再生的LFP/C表面形成了均匀的碳涂层,提高了再生材料的导电性,在0.1 C下充放电容量分别为148.92 mAh/g和140 mAh/g,充放电效率为94.01%,循环200 次后,容量保持率为99.80%。再生后的LFP/C 具有完整的碳涂层、较少的晶格缺陷以及优异的电化学性能,为其他废旧锂离子电池的高值回收提供了新的思路。
(2) 水热法
正极材料的再生同样可以通过水热法实现,Song 等[37]利用水热法通过补锂和修复晶体结构再生LFP 正极材料(图4),将废旧LFP 粉末、LiOH、抗坏血酸(还原剂)和十二烷基苯磺酸钠(SDBS)在水中搅拌后转移到反应釜中水热,然后加入从废旧石墨负极中回收的氧化石墨烯,160 ℃下水热反应6 h得到LFP/石墨烯复合材料,在0.2 C 倍率下具有162.6 mAh/g 的可逆容量和99%的库仑效率;在0.5 C 倍率下首次放电比容量为150.4 mAh/g,并在300次循环后仍保持稳定。与固态烧结再生材料相比具有更高的容量以及更加稳定的循环性能。

图4 废旧LFP电池正/负极一体化再生机理Fig.4 Integrated regeneration mechanism of positive and negative electrodes of waste LFP batteries
直接再生法旨在恢复正极活性材料的初始性质和电化学容量,而不分解成取代元素,然后可以直接重新用于制造新的电池,通常适用于价值较低的废旧锂电池正极材料,如磷酸铁锂和锂锰电池,相比于火法和湿法冶金工艺避免了破坏晶体结构,然而回收的正极材料性能很大程度上取决于废旧电池材料的质量,并且再生后的正极材料晶格内存在许多缺陷,因此再生工艺仍需进一步开发。
2.2 石墨负极材料回收工艺
与磷酸铁锂正极材料相比,负极附加值相对较低且回收困难,因此相关研究报道较少。
随着锂离子电池的广泛应用,石墨负极的需求也随之增加,石墨在废旧锂电池当中所占比例为12%~21%(质量分数),这一数量十分可观。在某些不生产石墨或者石墨储量较低的国家,例如美国和部分欧洲国家,都将石墨作为一种关键材料[38-39],除此之外,负极材料经回收后还可作为原料制备其他功能材料,因此负极材料的回收利用同样具有重要的战略意义和现实可行性。
研究表明废旧石墨负极经再生后可作为新电池的高容量负极重复使用,并且其回收过程既能回收有价值的锂元素,又能回收石墨进而再利用。负极材料通常可以采用热处理、浸出或研磨浮选的方式来回收。
Yang 等[40]提出了一种同时回收锂和再生石墨的工艺,通过两段焙烧法可以将石墨从铜箔中分离出来,并氧化石墨中剩余的Cu,使其容易被酸除去。经盐酸浸出后得到纯净的石墨,浸出液中残留有Li、Al、Cu等元素,在调节pH值去除Al3+和Cu2+后加入Na2CO3,以Li2CO3的形式回收Li+。再生石墨在0.1 C 时首次放电容量为591 mAh/g,100 次循环后容量保持率为97.9%。
Yi 等[41]通过简单的高温熔炼和筛分工艺步骤,从废旧锂电池当中成功地再生了石墨。在1673 K氮气气氛下煅烧4小时,集流体铜箔变成了球形颗粒并从石墨中分离出来,随后通过超声振动和筛分可得到再生石墨,经该工艺回收的石墨纯度可达99.5%,符合电池级石墨材料标准(图5)。Kayakool 等[42]证明了从废旧电池中回收的石墨同样可以用于全碳双离子电池(all-carbon dual-ion battery,ACDIB),将废旧电池在手套箱中进行拆解以回收负极,负极片超声处理得到废旧石墨粉,然后将石墨在不同温度下进行热处理以优化其电化学性能。对于负极半电池,800 ℃下热处理的石墨在1 C下的比容量最高为250 mAh/g,循环稳定性超过300次。ACDIB的初始放电容量为58 mAh/g,对应的能量密度为255 Wh/kg。
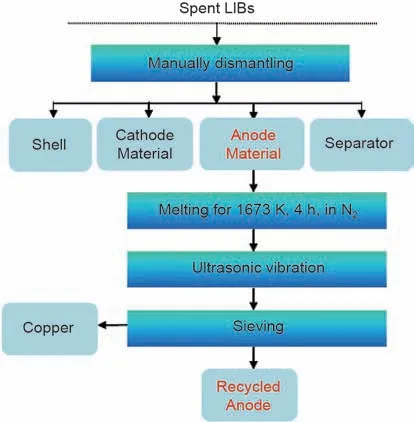
图5 负极材料回收工艺流程图Fig.5 Process flow chart of recycling anode material
废旧石墨负极经合理回收后还可作为原料用于制备石墨烯。Chen 等[43]发现废旧石墨负极可以作为一种制备高质量石墨烯的廉价来源。将废旧负极石墨均匀分散在表面活性剂中,超声处理后离心干燥。在超声辅助下,废旧石墨的剥离效率是天然石墨的3~11倍,这归因于经多次充放电后层间作用力的降低。剥离后石墨烯的电导率高达9100 S/m,这代表着可以通过合成高附加值产物从而提高回收利用价值。
Zhang等[44]以石墨负极为原料,在600 ℃下焙烧1小时去除有机物后,采用氧化还原法制备了石墨烯。在氧化石墨的还原过程中,氧化石墨悬浮液的稳定性随pH 的升高而增加,在pH=11 时达到最大值。加入N2H4·H2O 后,氧化石墨逐渐转化为石墨烯。由于负极石墨中含有一些含氧基团和结构缺陷,使浓H2SO4和KMnO4的消耗分别比天然石墨制备石墨烯低40%和28.6%左右,被证明是一种高效环保的石墨烯制备的方法。
经研究发现,从废旧电池中回收的石墨同样可用于污水处理。Zhang等[45]使用有机溶剂甲基吡咯烷酮(NMP)浸泡废旧电池负极分离得到具有较大比表面积和介孔结构中间相碳微球石墨粉,并使用纳米结构Mg(OH)2对其进行表面改性,合成具有纳米结构的中间相碳微球复合材料,该材料磷酸盐吸附容量最高可达588.4 mg/g,在污水处理中展现出极高的磷酸盐吸附能力,并综合分析多种动力学模型后提出了非均相多层吸附机理。
2.3 电解液回收工艺
在动力电池当中,电解液约占电池成本的15%,其中含有较为丰富的锂离子,具有一定的回收价值,然而在多数情况下,并没有对电解液进行处理。电解液由有机溶剂和带有毒性的锂盐物质组成,如不经过恰当的处理会对环境及人体健康造成巨大危害。若仅通过火法处理使之燃烧分解,产生温室气体CO2、含氟烟气以及大量粉尘,不利于可持续发展,通常采用真空热解或萃取法对其进行处理。
Mu 等[46]利用CO2超临界萃取废旧电池中的电解液,通过调整压力、温度和萃取时间等工艺参数进行系列实验,提取出有机溶剂、锂盐和添加剂,回收率在90%以上(图6)。Liu等[47]开发了一种包括超临界CO2萃取、弱碱性阴离子交换树脂脱酸、分子筛脱水和成分补充的电解液回收方法。在20 ℃时,电解液的离子电导率为0.19 mS/cm,与相同组成的商用电解液相当,电化学稳定性高达5.4 V(vs.Li/Li+),此法避免了电解液中的溶剂杂质,简化了萃取物的提纯工艺,有效地回收了废旧电池中的电解质并提高其离子电导率及电化学稳定性。

图6 电解液回收工艺流程图Fig.6 Process flow chart of recycling electrolyte
通过实践可以证明,超临界态CO2能够有效溶解非极性物质,可将电解液从废旧的锂电池中分离,并且CO2具有稳定、无毒且价格低廉的特点,能够实现分离和回收一体化操作,因此在锂电池电解液的回收过程中发挥了极大作用。
3 经济效益分析
新能源汽车市场日渐繁荣的背后,隐约可见的是一个体量日渐庞大的动力电池回收蓝海市场。在新能源汽车发展初期,磷酸铁锂电池凭借着价格成本优势,原材料更易获取且循环寿命长等优点而获得众多车企的青睐,并且近期市场份额再次超过三元电池。
2022 年以来,废旧磷酸铁锂电池的价格已经接近2万元/吨,据中国新能源电池回收利用专业委员会数据统计,废旧磷酸铁锂电池正极片均价为4.6 万元/吨,辅料(负极片、废铜箔、废铝箔等)均价为0.5~6 万余元/吨不等,且磷酸铁锂黑粉的价格根据其锂含量不同分别为2.5~6.4万元/吨不等,而通过不同工艺对废旧磷酸铁锂动力电池进行恰当地回收利用,可获得不同电池原材料如FePO4、Li2CO3等,而国内碳酸锂的价格从2021年初的5万元/吨上涨至年底的50 万元/吨,涨幅达10 倍,原材料价格大涨直接导致了动力电池回收价格的飙升。由于我国盐湖多数镁锂比高,开发难度大,锂矿石提锂仍然占较大比重。废旧动力电池当中的锂含量较矿石还要高出许多,且内部材料都是电池级,经回收利用后可重新用于新电池的生产,形成“电池回收-原料再造-电池包再造-新能源汽车服务”的动力电池全生命周期价值链闭环。
废旧磷酸铁锂动力电池的回收利用毫无疑问将创造出巨大的社会和经济效益,提高资源的利用率,并且能够缓解当前锂矿资源紧张局面,助力我国新能源汽车及储能产业可持续发展。
4 总结与展望
近年来,废旧LFP 电池回收已取得较大进展,且研究大多侧重于正极材料的回收,负极材料及电解液关注较少,然而真正大规模应用的仍然不多,依旧面临诸多挑战,但同时也带来了大量机会。
(1)正极回收工艺可分为火法、湿法冶金及直接再生。火法工艺操作简单,对设备要求不高,但存在耗能高、回收率低且易造成环境污染等问题。湿法冶金工艺较为成熟且能够有针对性地进行选择性回收,回收产物通常纯度较高,缺点是工艺流程复杂,对设备要求较高,能耗较大且成本较高。同前两种相比,再生工艺能够更简单、有效地修复正极材料使其恢复原有的电化学性能,但除杂仍是重难点问题。
(2)废旧石墨负极虽然相对价值较低,但经合理回收后可继续用于电池、石墨烯制备、污水处理等领域,有效地提高其附加值,有关回收石墨与天然石墨的差距对材料制备的影响及影响机制需要更深入的探究。
(3)废旧电池电解液虽附加值相对较低,但其中富含有机溶剂及氟化物等物质,对环境污染极大,回收难度较高,未来需对其回收工艺及机理进行深入探讨。
(4)废旧磷酸铁锂动力电池回收利用迫在眉睫,但仍存在着诸多问题亟待解决,例如正极材料中金属回收机理研究不深入,技术转化不成熟,同时对于各类金属的选择性分离提纯研究还过于欠缺;关于负极材料以及电解液的回收研究过少,不能实现全电池的回收高值资源化再利用。为有效提升回收效率,提高废旧动力电池回收经济价值,应对正负极材料、电解液回收工艺及原理开展深入研究,开发出清洁、环保、流程短的回收工艺,真正实现废旧锂离子动力电池全组分高效率、高质量回收,助力早日实现“双碳”目标。
猜你喜欢
小读者·爱读写(2023年9期)2023-10-02 03:46:59
小读者(2023年18期)2023-09-27 04:38:38
山东冶金(2019年5期)2019-11-16 09:09:12
中国有色金属学报(2018年2期)2018-03-26 07:58:37
能源(2017年12期)2018-01-31 01:43:00
资源再生(2017年4期)2017-06-15 20:28:30
电源技术(2016年9期)2016-02-27 09:05:45
电源技术(2016年2期)2016-02-27 09:04:59
电源技术(2016年2期)2016-02-27 09:04:43
中国资源综合利用(2016年7期)2016-02-03 03:00:19
