
紫外辐照交联聚乙烯人造草丝纤维的制备及性能研究
2022-07-06 12:15李青圃林珩易红玲郑柏存严龙飞
广西大学学报(自然科学版) 2022年2期
李青圃,林珩,2,易红玲*,2,郑柏存,2,严龙飞,2
(1.华东理工大学体育新材料研发中心, 上海200237;2.上海市体育运动材料专业技术服务平台, 上海200237)
0 引言
近年来,随着足球运动不断推广,全国各地都兴起了一股足球热,对足球草坪的需求量也越来越高。因为天然草坪养护成本高昂,不能全天候使用,所以应用范围受到限制。人工草坪作为天然草坪的优质取代品,也因此得到了广泛的应用。
人工草坪的主要原料是聚乙烯,其摩擦性能较差,在使用的过程中,较容易出现草丝纤维断裂破损的现象,改善草丝纤维的耐磨性能,延长人造草坪的使用寿命也成为十分紧迫的问题[1-3]。
目前在改善聚合物材料摩擦性能的常见研究中,Friedrich等[4]通过添加各种填料共混来提高聚合物摩擦性能;张绪平等[5]通过填充纳米CuO颗粒提高聚合物摩擦性能;谢奥林等[6]通过填充炭微球-铜基粉末提升材料摩擦性能;朱明等[7]、Mcgee等[8]采用离子注入的方法提高聚合物物件的耐磨性能;高水英等[9]采用分子沉积的方法提高聚合物混合材料的耐磨性能; Lee等[10]、陈自力等[11]采用紫外辐照交联的方法制备紫外光交联聚乙烯,以提高聚乙烯材料的交联度,从而提高聚乙烯材料力学性能和耐磨性能。分子沉积、高能离子注入的方法因为设备昂贵,生产制备费用较高,而且添加填充物和化学交联的方法在草丝纤维制备工艺中通过扁丝试验机时容易发生断裂,所以难以大规模制备草丝纤维。紫外辐照交联聚乙烯草丝纤维是在聚乙烯草丝纤维的配方中加入交联剂、引发剂,经过挤出纺丝制备成草丝纤维,再通过紫外光辐照引发草丝纤维交联而得到的。该实验工艺简单,适合应用于大批量生产,且制备的草丝纤维力学性能、耐磨性能均表现优异,基此本文研究紫外辐照交联程度对草丝纤维性能的影响。
1 实验
1.1 实验原料
线性低密度聚乙烯(LLDPE)(中国石油化工股份有限公司);色母粒(自制);加工助剂(自制);2,2-二乙氧基苯乙酮(DEAP)、二甲基丙烯酸乙二醇酯(EGDMA)(上海阿拉丁生化科技股份有限公司);二甲苯(上海泰坦科技股份有限公司)。
1.2 制备工艺
按照紫外辐照交联程度对草丝纤维配方(表1)将LLDPE、色母粒、加工助剂、DEAP、EGDMA充分混合,通过单螺杆挤出机(东莞市宝鼎精密仪器有限公司PD-8858-B型)熔融挤出、冷却,再通过扁丝试验机(南京橡塑机械厂SJ-20型)拉伸、定型处理制备得草丝纤维。将草丝纤维放入自制的紫外辐照装置进行紫外辐照制得交联草丝纤维。
2 测试表征
2.1 FT-IR分析
采用美国Nicolet 6700傅里叶变换红外光谱仪配合全反射附件(ATR)对草丝纤维样品进行测试。
2.2 交联度测试
裁剪尺寸为20 mm×20 mm的75 μm铜网方格,称取质量为m1;取适量草丝纤维样品置入铜网方格中,称取质量为m2;将铜网方格置入500 mL的三口烧瓶中,添加二甲苯作为溶剂,设置温度为160 ℃,沸腾回流12 h,回流结束后取出铜网方格置入烘箱中烘干至恒重,称取质量为m3,并计算草丝纤维的交联度X,
(1)
2.3 接触角测试
采用德国Dataphysics公司的接触角测量仪(OCA20型)测量草丝纤维样品与水的接触角。
2.4 DSC分析
采用美国TA有限公司的差示扫描量热仪(DSC Q2000型)测试草丝纤维的结晶度。取5 mg左右的样品,在氮气的保护下,以10 ℃/min由40 ℃升温至220 ℃将样品完全熔融,保持5 min消除样品的热历史,再以10 ℃/min降温至40 ℃并记录草丝纤维样品热焓曲线。
2.5 SEM分析
采用日本JEOL公司的扫描电子显微镜(JSM-6300LV型)观测草丝纤维样品的微观形貌。
2.6 草丝纤维性能测试
2.6.1 拉断力测试
采用常州第一纺织仪器有限公司的电子织物强力机(YG026T型)测试草丝纤维的拉断力,并取5次数据的平均值作为样品的最后结果。
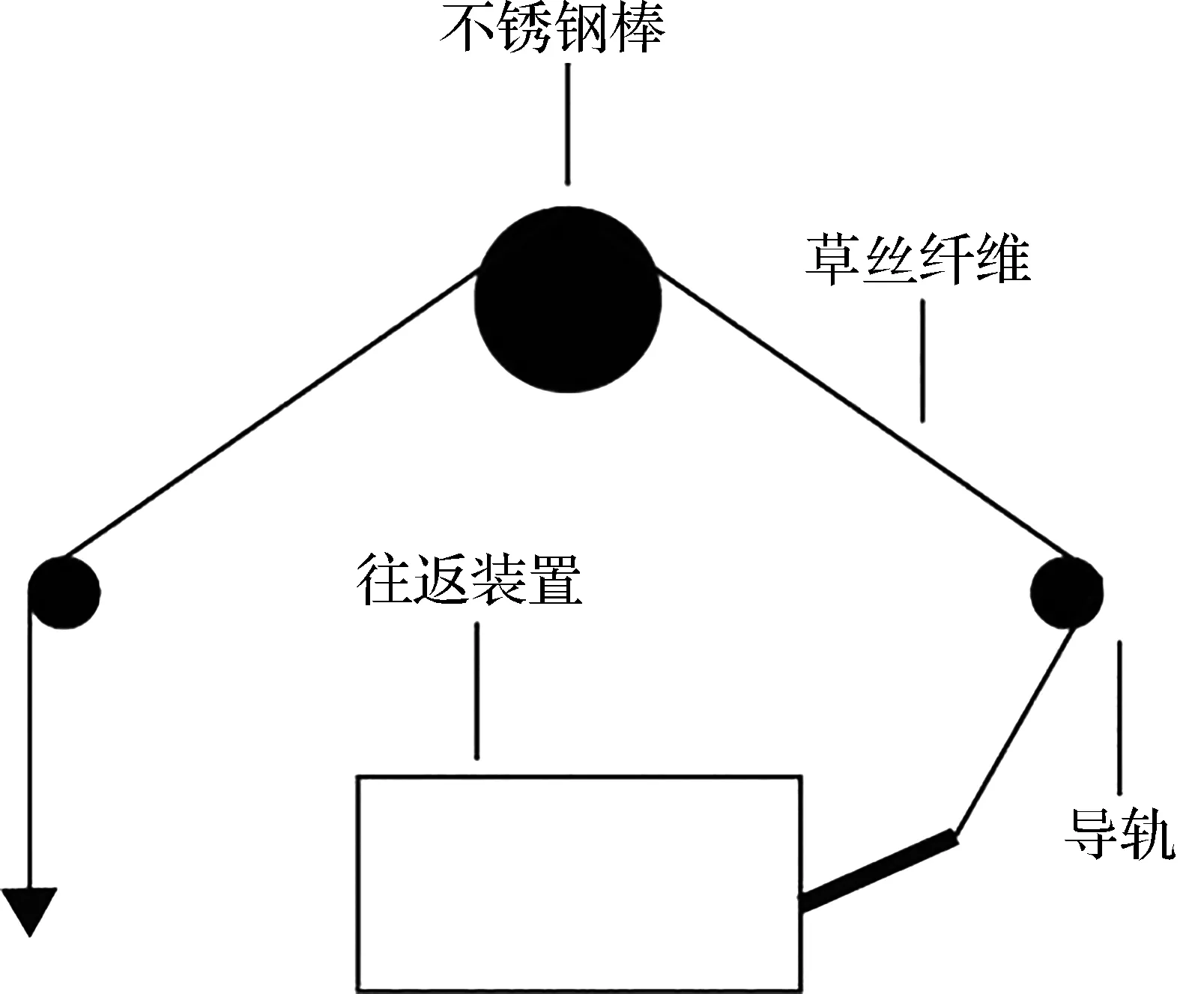
图1 耐磨测试仪原理Fig.1 Schematic of wear tester
2.6.2 断裂伸长率测试
采用常州第一纺织仪器有限公司的电子织物强力机(YG026T型)测试草丝纤维的断裂伸长率,并取5次数据的平均值作为样品的最后结果。
2.6.3 摩擦性能测试
摩擦性能测试仪是参考文献[12-13]自制的仪器。其原理如图1所示,草丝纤维一端与往返电机固定,另一端绕过3根夹角成120°的不锈钢棒后悬挂一重物。重物的质量与纤维样品密度成正比,在选取时应注意不能引起纤维样品发生形变。实验中选用的重物质量为72 g。往返电机转速为110 r/min,草丝纤维在往返电机带动下匀速往返运动,与不锈钢棒摩擦直至断裂,测定草丝纤维磨断时所经受的摩擦次数。
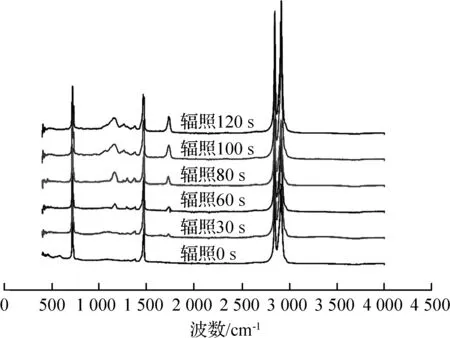
图2 不同紫外辐照时间下草丝纤维FT-IR分析Fig.2 FT-IR spectra of turf fiber with different ultraviolet irradiation time
3 结果和讨论
3.1 FT-IR分析

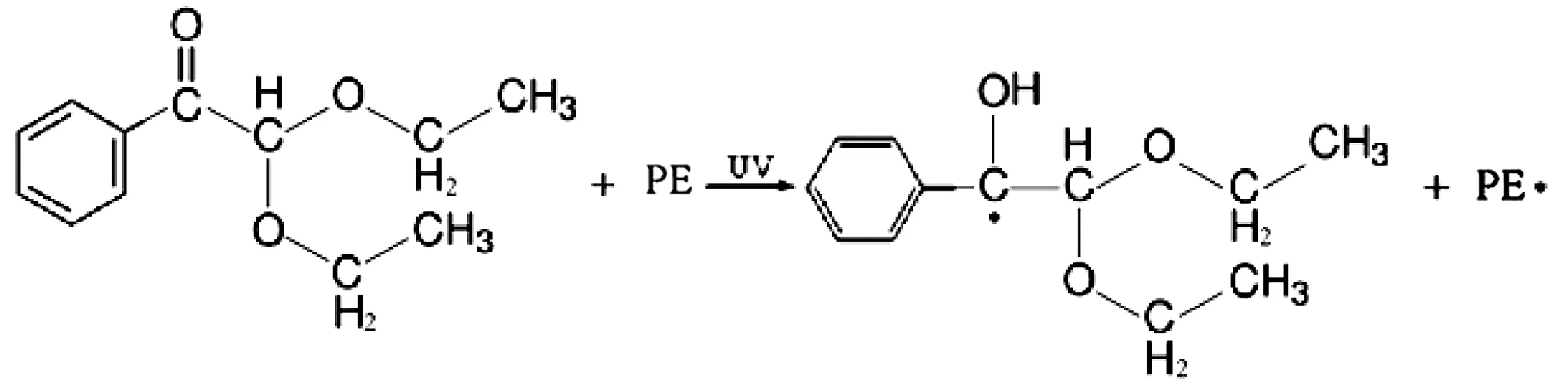
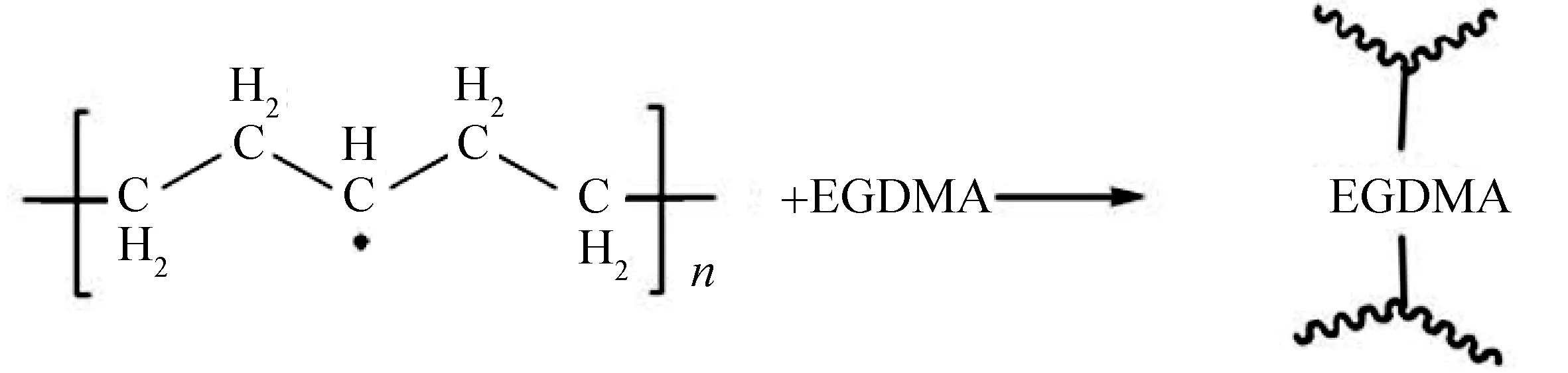
图3 聚乙烯紫外交联示意图Fig.3 Diagram of polyethylene UV crosslinking
3.2 不同紫外辐照时间下草丝纤维的交联度
不同紫外辐照时间下草丝纤维的交联度如图4所示。从图中可见,随着紫外辐照时间的增加,草丝纤维的交联度也逐渐增加。辐照30 s后,草丝纤维内交联度迅速增加至1.45%;当辐照时间增加到100 s后,交联度的增加不再明显,稳定在2.6%附近。
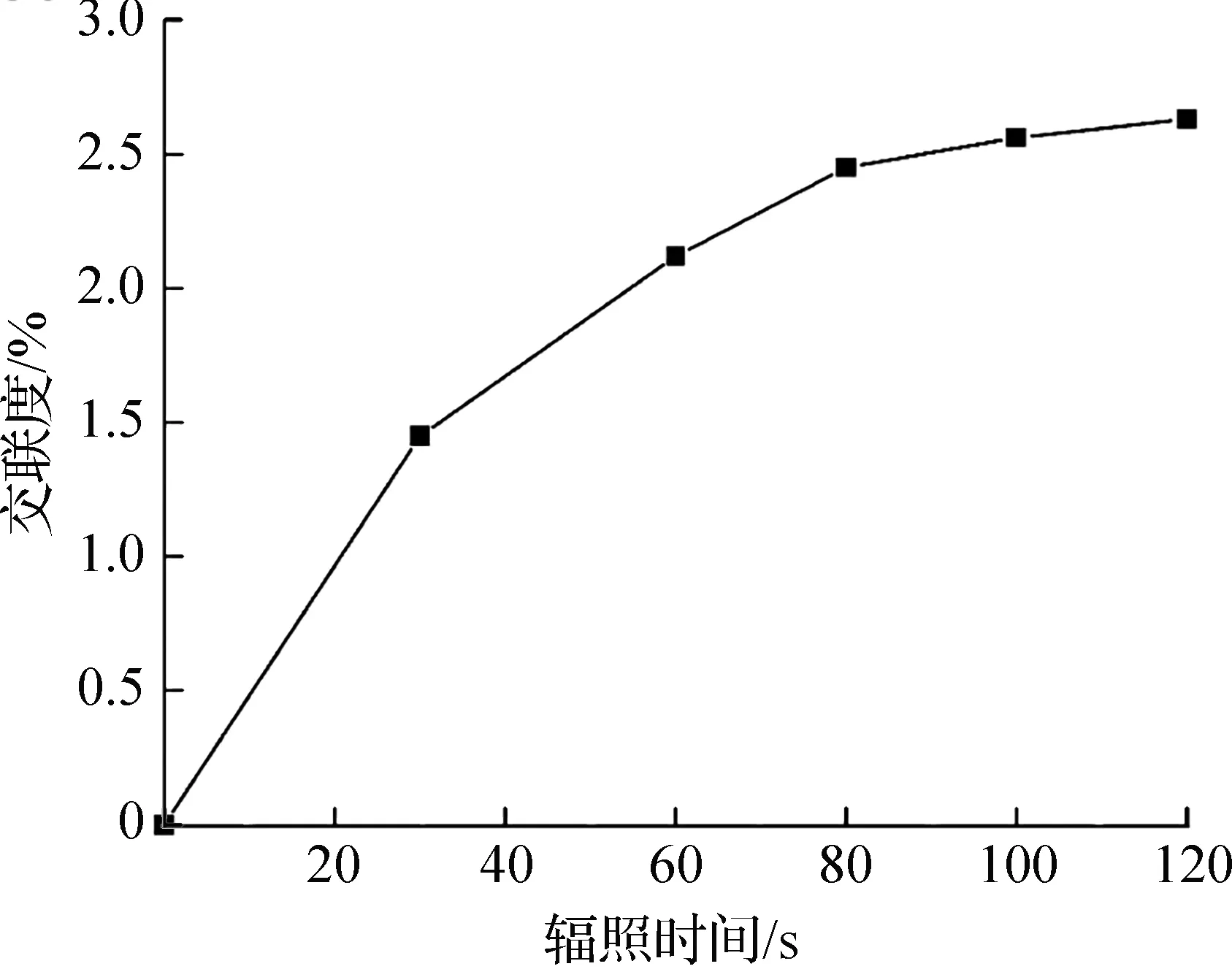
图4 不同紫外辐照时间下草丝纤维的交联度Fig.4 Crosslinking degree of turf fiber with different ultraviolet irradiation time
3.3 不同紫外辐照时间下草丝纤维与水的接触角
不同紫外辐照时间下草丝纤维与水的接触角如图5所示。从图中可见,随着紫外辐照时间的增加,草丝纤维与水的接触角逐渐减小。这是因为随着紫外辐照的进行,OEAP吸收紫外光的能量跃迁到激发态,并夺取聚乙烯分子中的氢原子,以及打开了交联剂中的碳碳双键生成大分子自由基,大分子自由基之间相互复合形成交联键,草丝纤维因此形成交联结构。随着紫外光辐照时间的增加,而越来越多的EGDMA发生反应,在原本疏水型的草丝纤维表面形成含氧基团,因此,辐照之后的草丝纤维与水的接触角变小[14],并随着辐照时间的增加,草丝纤维与水的接触角也逐渐减小。
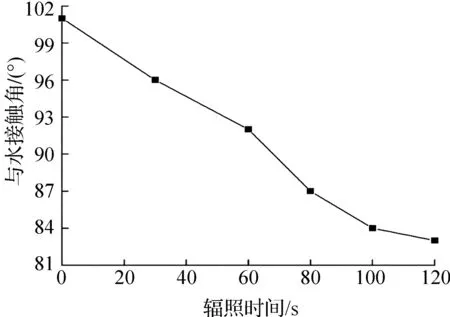
图5 不同紫外辐照时间下草丝纤维与水的接触角 Fig.5 Water contact angel of turf fiber withdifferent ultraviolet irradiation time
3.4 不同紫外辐照时间下的草丝力学性能
不同紫外辐照时间下草丝纤维的力学性能分析如图6所示。
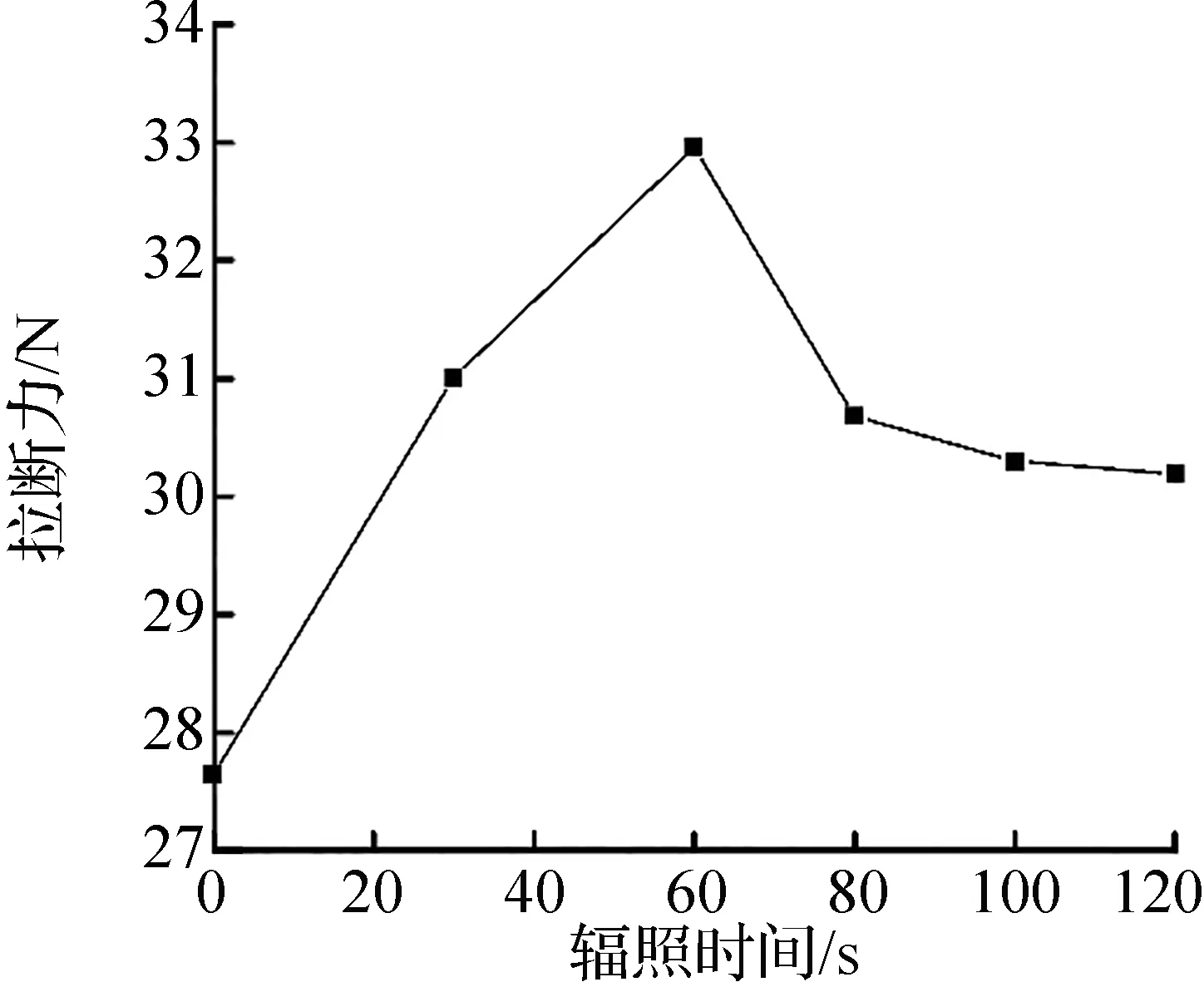
(a) 拉断力
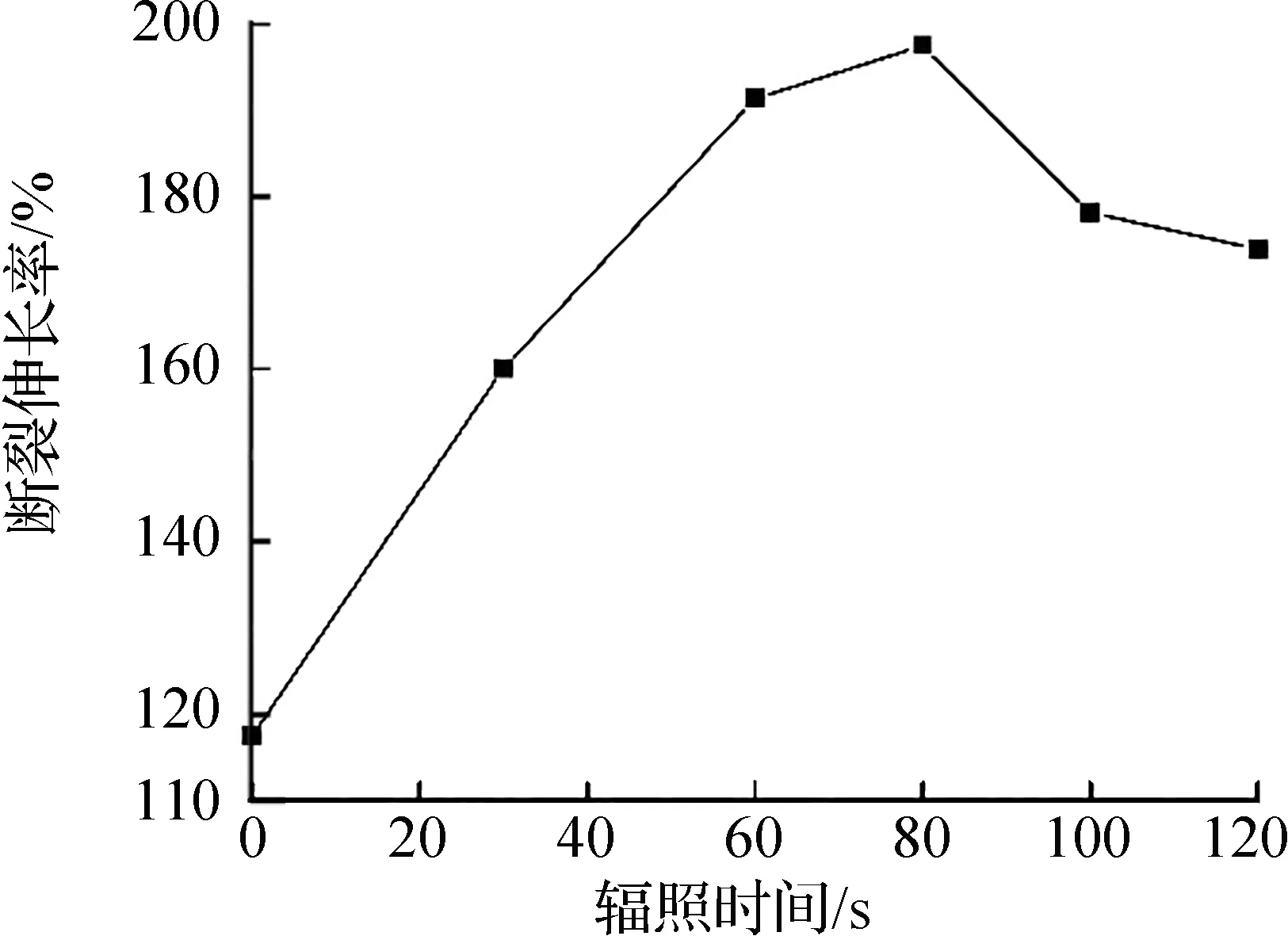
(b) 断裂伸长率
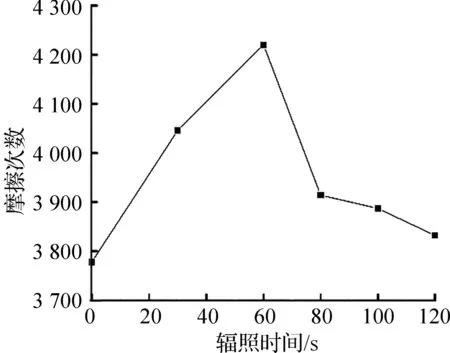
(c) 摩擦次数
从图中可见,看出随着辐照时间的增加,草丝纤维的拉断力、断裂伸长率及摩擦性能均有不同程度的提高;达到一定峰值后,又随着辐照时间的继续增加而降低。当辐照时间为60 s时,草丝纤维摩擦性能表现最好,摩擦次数为4 220次,比未经过辐照的草丝纤维摩擦次数3 778次,提高了11.7%,此时草丝纤维的交联度为2.12%,此时草丝纤维的拉断力也达到峰值,为32.96 N;当辐照时间为80 s时,草丝纤维的断裂伸长率达到峰值,为197.5%,此时草丝纤维的交联度为2.45%。
这是因为草丝纤维经过紫外辐照后发生交联生成网状结构,短时间内草丝纤维的力学性能会随着交联度的增加而改善,所以草丝纤维的拉断力、断裂伸长率及摩擦次数等依次增加。当对草丝纤维继续增加紫外辐照时,草丝纤维的交联度继续增大,并在辐照120 s时增加到最大值2.63%,随着交联度的增大,草丝纤维的韧性下降即断裂伸长率减小,草丝纤维的内部也会出现断链的情况,草丝纤维的力学性能下降,因此草丝纤维的拉断力、断裂伸长率及摩擦次数等均减小,这与文献[15]的研究成果一致。
3.5 DSC分析
不同紫外辐照时间下草丝纤维的DSC结晶曲线和结晶度如图7、8所示。
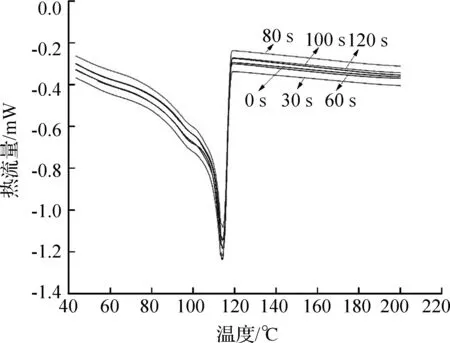
图7 不同紫外辐照时间下草丝纤维的DSC结晶曲线Fig.7 DSC crystallization curves of fibers with different ultraviolet irradiation time
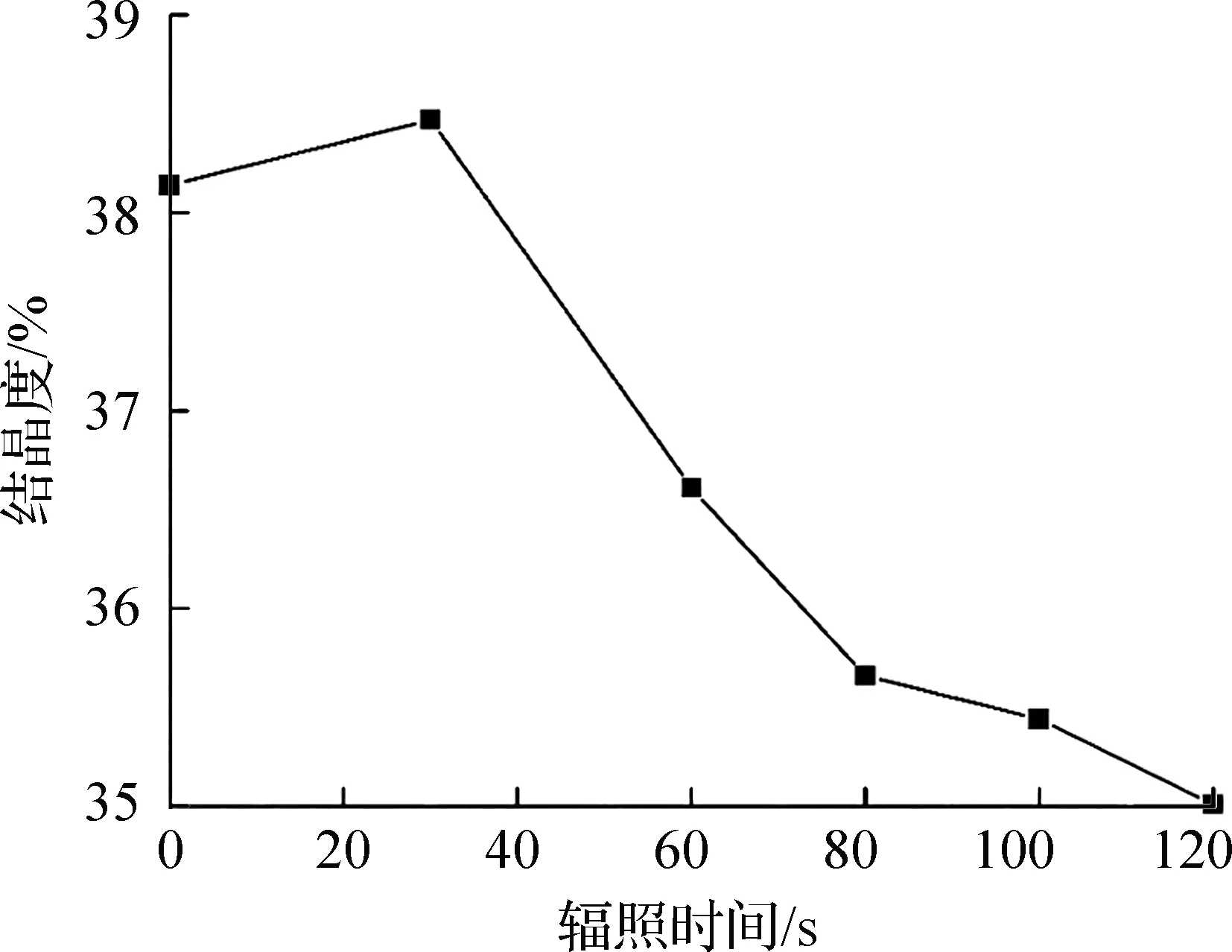
图8 不同辐照时间下草丝纤维的结晶度Fig.8 Crystallinity of turf fiber with different ultraviolet irradiation time
草丝纤维的结晶度Xc可以从DSC测试出的样品热焓占样品中全部LLDPE的聚合物熔融热焓的比值求出[16]。
从图8可以看出,草丝纤维的结晶度随着辐照时间的增加而逐渐减小,这是因为,在紫外辐照的作用下,草丝纤维发生了交联,破坏了草丝纤维内部的结晶结构,从而结晶度减小,这和文献[17]的研究结果一致。在紫外辐照刚开始的时间里,草丝纤维的结晶度却出现了微小的增加,这是因为高压汞灯的功率较高,草丝纤维在紫外辐照过程中会处在温度较高的环境下,这种环境下的草丝纤维类似于进行了退火处理,晶粒得以进一步完善,结晶度稍有增大。这也符合文献[17-20]的研究结果。
3.6 SEM分析
不同紫外辐照时间下草丝纤维的SEM图像如图9所示。从图中可见,未经紫外辐照的草丝纤维外观凹凸粗糙,经过紫外光辐照后,草丝纤维表面因辐照时受热交联重组而变得明显平整致密。继续增加紫外辐照时间到100 s后,草丝纤维因交联度的增大而再次变得粗糙。
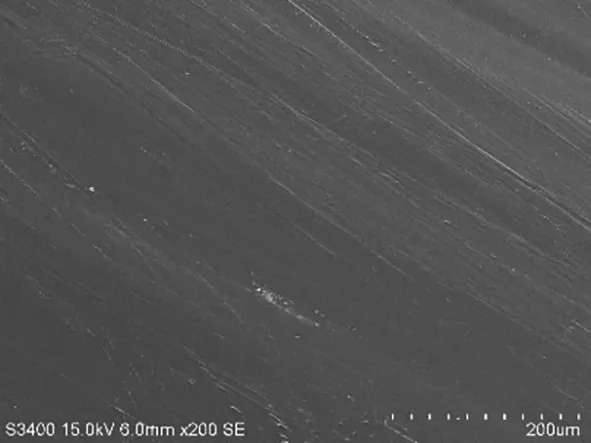
(a) 辐照0 s
(d) 辐照80 s
3.7 讨论
本次实验中,在辐照时间为30~80 s时,人造草丝纤维具有较大的拉断力和断裂伸长率,相应的耐磨性也在该区域获得较好的结果。具体来说,人造草丝纤维的拉断力、耐磨性能在辐照60 s时达到峰值,而断裂伸长率在80 s时达到峰值。耐磨性能是结晶度、硬度、表面粗糙程度等多种因素综合作用的结果,在辐照时间30 s时,草丝纤维的交联度为1.45%,力学性能提升明显;结晶度为38.47%,草丝纤维的结晶度因为辐照时退火的原因轻微增大,随着辐照的时间增加到60 s时,草丝纤维的结晶度因为交联的原因开始减小,但交联度在继续上升,草丝纤维的拉断力达到最大,断裂伸长率也继续增大,其对应SEM图像中也能看出辐照60 s时的草丝纤维表面相比未辐照时更为平整光滑,耐磨性能因此达到最优。辐照时间增加到80 s时,断裂伸长率达到最大,但随着交联度的继续增加,草丝纤维韧性逐渐降低,草丝纤维的断裂伸长率也开始减小。以上分析表明紫外辐照过程中紫外光激发交联度的提高及辐照过程中产生的热均对草丝纤维性能造成了影响。
本实验对不同辐照时间的草丝纤维与水的接触角测试表明,随着辐照时间的增加,草丝纤维和水的接触角在逐渐减小,证明了交联剂在紫外辐照下成功作用于草丝纤维中,并且当草丝纤维辐照60 s时,草丝纤维与水的接触角为92°,此时草丝纤维的力学性能、耐磨性能均表现优异。随后根据文献[21-23]的研究成果,即基于水和聚合物表面的接触角利用WORK理论结合Young方程来推测草丝纤维表面的表面能,当前的实验结果并未发现草丝纤维的表面能与其耐磨性能之间的相关影响,本文后续也将进行使用表面活性剂调控草丝纤维的表面能,探究草丝纤维的表面能对其耐磨性能的影响。
4 结论
①随着紫外辐照时间的增加,草丝纤维的交联度逐渐增大,草丝纤维与水的接触角逐渐减小。
②当辐照时间在30~80 s时,草丝纤维与水的接触角为87°~96°,此时草丝纤维的力学性能和耐磨性能表现优异。
③随着紫外辐照时间的增加,草丝纤维的拉断力、耐磨性能会显著提高,辐照60 s时,交联度为2.12%,此时,草丝纤维的拉断力、耐磨性能均达到最优。辐照80 s时,交联度为2.45%,此时,草丝纤维的断裂伸长率达到最优。随着紫外辐照时间继续增加,草丝纤维的拉断力、耐磨性能等开始出现不同程度的下降。
④纤维经过紫外辐照后,它的微观表面会因表面的交联而变得平整致密,辐照时间为60 s时,草丝纤维表面最为平整。随着紫外辐照时间的继续增加,草丝纤维的表面又变得粗糙。
猜你喜欢
载人航天(2021年5期)2021-11-20
中国建筑金属结构(2018年6期)2018-08-31
作文周刊·小学二年级版(2018年9期)2018-04-18
新高考·高一物理(2016年10期)2017-07-07
大陆桥视野·下(2016年9期)2017-05-08
科技创新与应用(2017年7期)2017-03-27
知识就是力量(2016年8期)2016-11-02
中学科技(2015年10期)2016-01-06
纺织导报(2014年7期)2014-10-30
纺织导报(2014年5期)2014-06-23
