一种基于空气锤预坯的转向节立式锻造工艺
2022-07-06 02:31徐继罗枣庄通晟实业有限公司
锻造与冲压 2022年13期
转向节是汽车转向桥上的重要部件,它既支撑车体重量,又传递转向力矩、承受前轮刹车制动力矩,在多变冲击载荷下,保证行驶操纵的直线稳定性,因此要求转向节具有很高的强度和制造精度。
无线传感网络的拓扑结构和组网方式直接影响网络的性能和通信协议的复杂度,按照有无AP的方式可分为2类,一种是无中心网络,一种是有中心网络[6]。考虑到本系统对无线通信的覆盖范围和传输速率的要求,采用有中心网络结构,以及多跳路由的方式,避免长距离传输时,外界噪声对无线通信的干扰,增加通信跳数以实现数据融合,达到节省能量的目的。
目前国内外的锻造工艺基本有两种。一种是卧式锻造工艺,这种工艺的制坯工序为拍扁→掉头拍扁→劈叉,该工艺存在锻件精度及材料利用率低、工人劳动强度高、生产效率低下等问题,还容易导致锻件局部的流线紊乱,在法兰盘及杆部结合部位受载荷集中区易发生断裂失效,不利于车辆运行的安全性。另一种是闭式挤压锻造,优点是材料的利用率高;缺点集中体现在挤压工序的工艺性差(折叠、填充性差、变形均匀性差、流线不合理),挤压模具寿命低( 过度磨损、塑性变形严重),模具费用高,寿命低,且需要专用锻造设备,总体成本高。
因此,开发精密高效的重载转向节锻造成形制造技术对我国汽车工业的发展具有重要意义。
一种重型汽车上的转向节锻件
重型汽车转向节因其几何形状复杂(形状复杂系数为0.156),锻造成形难度极高。在中国汽车技术研究中心建立的汽车零部件科技含量评价体系中,重型汽车转向节属于科技类产品,拥有较高的科技含量。图1 为某型号的重型汽车转向节三维造型图。
从造型可以看出,产品由头部、盘部和杆部三部分组成, 属复杂类锻件。从整个形状看,杆部细长,盘部近似矩形,中心凹穴较深,头部、杆部、盘部截面相差悬殊。该转向节的锻造工艺宜采用立锻工艺。这样做的优点是成形性好,金属易于充满模膛,表面质量较高。但是转向节细长的杆部在锻压机上延伸困难,且头尾截面相差太大,为了保证锻件的充满,宜采用工模具拔长立锻复合工艺。该工艺的关键在于:材料要合理分配;要有制坯工艺设计。

1.做好评估工作,采取补救措施。对此次事件带来的危害、损失等做出评估,对事件的原因进行明确,然后组织相关工作人员共同探讨补救的措施,一是避免相似事件再次发生;二是降低事件对学校带来的损失。
基于空气锤预坯的立式锻造工艺
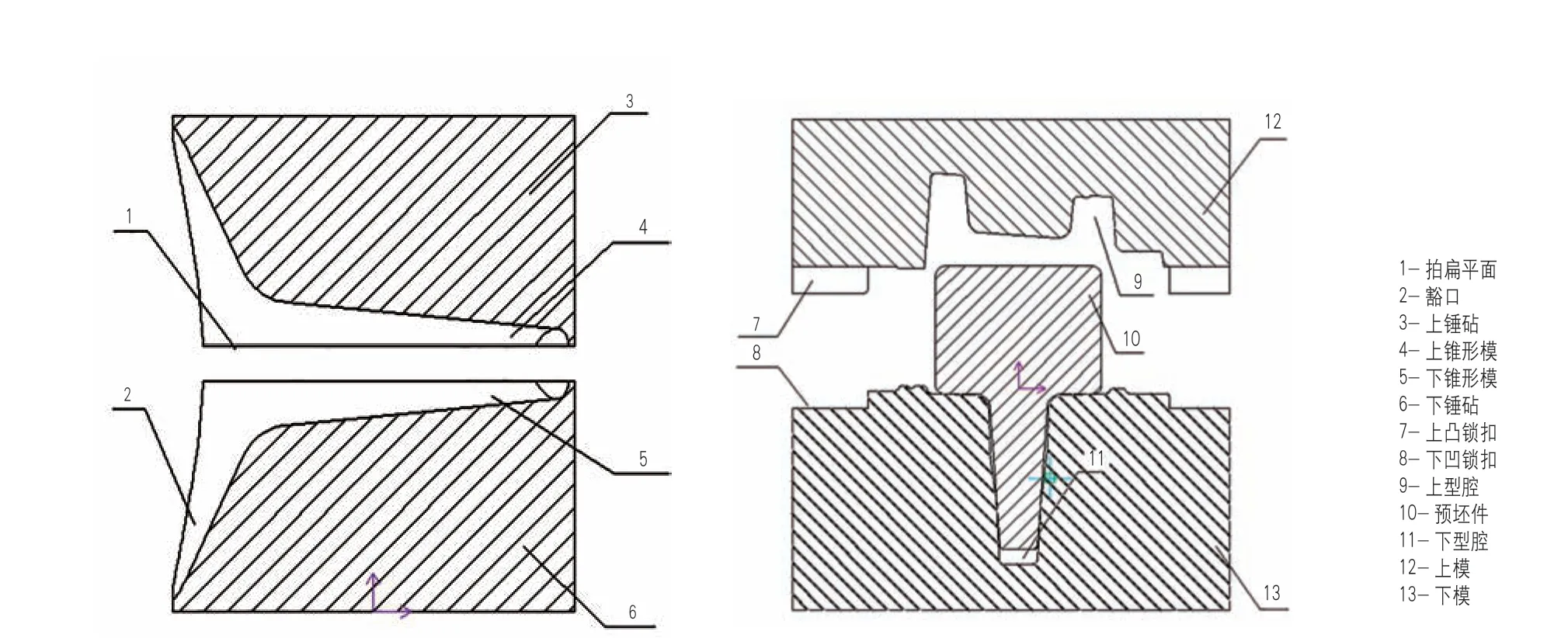
预坯是本工艺中的关键工序,采用型砧拔长拍扁工艺,上下锤砧开有针对本转向节锻件形状专向设计的锥形拔长型腔。下锤砧固定在空气锤基座上,棒料先放入下锥形模中约50mm,然后上锤砧向下打击,上锥形模接触到棒料,将棒料放入的部分压下变长,接着上锤砧提起,棒料翻转90°,上锤砧再次向下打击,再次将棒料接触上锥形模和下锥形模的部分压下变长。翻转三次后将棒料往下锥形模腔再次送进50mm,重复上述步骤,直至棒料拔长到锥形模另一端,此时已接近锻件杆部长度。将棒料另一端放置于拍扁平面上,上锤砧向下打击三次,将头部棒料拍扁。由于锥形拔长模开在锤砧偏一侧,所以豁口是为防止拔长时棒料头部碰到锤砧而开。本预坯工序通过棒料逐次送进和反复转动坯料进行打击压缩拔长,再拍扁头部,使锻前材料体积分布合理,接近锻件形状,使细长的杆部能在终锻时充满;拍扁头部使锻件盘部接近于长方体形状,利于体积分配和流动,最终在本工序将棒料成形为预坯件。
上模和下模分别固定在模座上,将预坯件插入下型腔中,锻打时,上模下压,预坯件接触上型腔,金属逐渐顺型腔流动,并在飞边槽中产生飞边。随着上模的继续下压,过桥和阻流沟以及飞边产生的阻力越来越大,直至分型面接触,上锁扣和下锁扣闭合,金属完全充满上下模腔。
作为立法机关的工作者,广大机关干部表示要尊崇并带头遵守宪法法律,成为宪法的忠实崇尚者、自觉遵守者、坚定捍卫者,在今后的工作中,大力弘扬宪法精神,善用法治思维想问题、作判断、出措施,为全面开创新时代现代化强省建设新局面、建设法治山东贡献力量。
本文介绍的工艺基于空气锤预坯,能够实现一火锻造,既有闭式挤压锻造材料利用率高等优点,又可适用于普通锻造设备。
本工艺包括制坯工序、锻打工序、热切边工序。其中制坯工序是将初始圆钢坯料利用空气锤锤砧拔长并将头部拍扁,锤砧上开有针对转向节形状设计的锥形腔;锻打工序是将预制坯杆部放入锻模下型腔中,压力机锻造成形得到合格的锻件;最后是热切边工序,放入切边模,切除飞边,同时使锻件尺寸达到要求。下面结合图2 对工艺进一步说明。
1.利用简单问题创设问题情境。在教学中应用简单的问题,由浅入深,学生容易接受,从而可以使学生产生一种获得知识的成就感,增强学生学习的信心。如:在学习第一章第一节“公共关系”一词的概念时,就可以设计以下一系列的问题:(1)作为一个人,你的一生与哪些人发生着怎样的关系?(2)为了自己能在这个社会上立足、发展,实现自我价值,你认为应如何与这些人进行交往?(3)作为一个学校或是宾馆,你认为它与哪些人或单位发生联系?
热切边属于辅助工序,其设计同普通热切边工序相同。
本锻造工艺的设计原则就是在空气锤制坯的有限条件下,将锤砧一侧开出专向设计的锥形拔长型腔,预留拍扁空间,使锻前材料合理分配,最终在终锻工序中锻出合格锻件。
结束语
本工艺的预坯工序适用于空气锤等普通锻造设备,能够在普通摩擦压力机上实现一火锻造,材料利用率高,具有成本低、工序少、锻件质量好等优点。
猜你喜欢
教练机(2022年1期)2022-08-18
汽车实用技术(2022年14期)2022-07-30
锻造与冲压(2022年5期)2022-03-23
英才(2022年2期)2022-03-21
小猕猴智力画刊(2021年2期)2021-02-22
疯狂英语·读写版(2020年10期)2020-11-06
大经贸(2018年12期)2018-02-20
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
广东造船(2017年6期)2018-01-29