
混料设计在电极涂液配方中的应用
2022-07-04 00:35王登学高珊王锐李爽
氯碱工业 2022年2期
王登学,高珊,王锐,李爽
(蓝星(北京)化工机械设备有限公司,北京)
1 混料设计背景
试验设计(DOE)是一种结构化和系统化的方法,能有效、快速地揭示多个过程变量与多个输出或质量特性的因果关系,以确定影响过程响应的最重要的因子,从而获得最佳响应(Ys)。DOE一般分为全因子试验设计、部分因子试验设计、响应曲面设计、稳健参数设计和混料设计。前4种试验设计专注于工艺流程的设计与改进,而混料设计研究的是配方配比问题。混料设计的成分至少3种,而且配比总和为1,可以用三线坐标系直观显示各成分的组成状况,如图1所示,该图是高为单位1的等边三角形,图中任何一点到对边的距离即为相应顶点成分的配比。

图1 三线坐标图
目前,混料设计的方法在电极涂液的配方研发改进中还没有成功案例,研发人员依然凭借经验制定预配方,然后采用试错试验法对配方作调整。这样的作法费时、费力,有时花费半年甚至一年的时间也找不到最优解,而且根本无法量化响应变量与各成分之间的关系。
混料设计方法恰恰可以解决上述问题,它可以帮助研发人员寻找、筛选材料配方中的成分,确定哪些成分影响显著,同时建立各个响应变量与各成分之间的回归方程,而且能够直观、精准地绘制出配方的合格区间,研发时间显著缩短。混料设计的分析运算比较复杂,但是, Minitab软件可以帮助我们轻松得到所有分析结果。在未来电极涂液配方的研发中,混料设计必将成为研发人员的有力助手。
下面以T涂层配方的多输出响应变量为例,介绍混料设计方法结合Minitab软件在电极涂液配方设计中的应用。
2 试验方案与实施
T涂层产品需要满足3个性能指标,即:寿命<12 mg、电位<1.77 V、酸电解耐受时间>75 h。
该产品共包括4种原材料,即U、R、T和I,其中I材料固定摩尔占比为45%,其他3种材料摩尔占比为55%。另外,U、R、T在3种材料种的配比也有约束条件:wU为40%~80%,wR≤36%,wT≤60%。
采用混料设计中的带约束的极端顶点设计法,如图2所示。
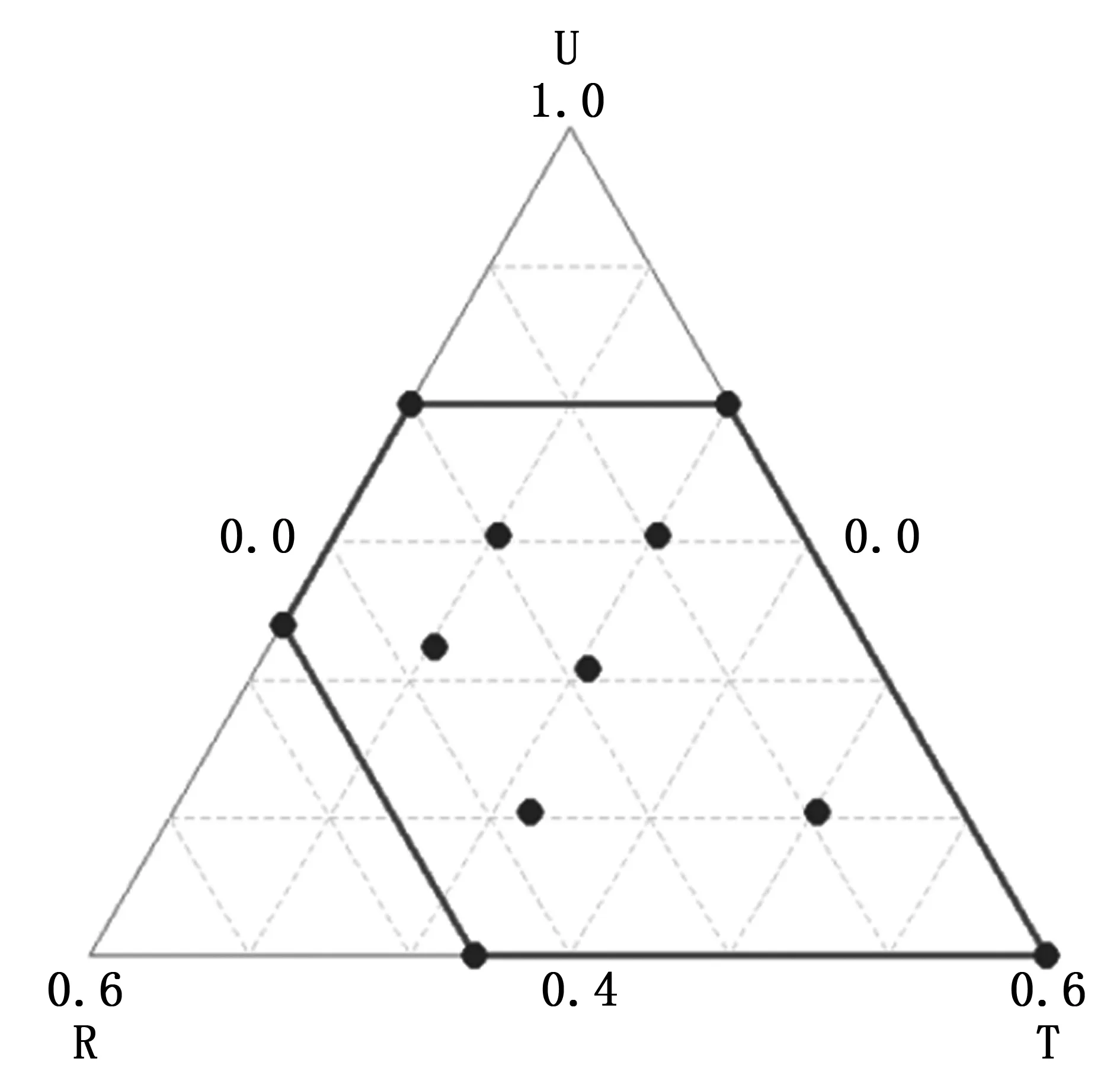
图2 带约束的极端顶点设计布点图
用Minitab软件,创建混料设计,共11组试验,3种材料配比如表1所示。
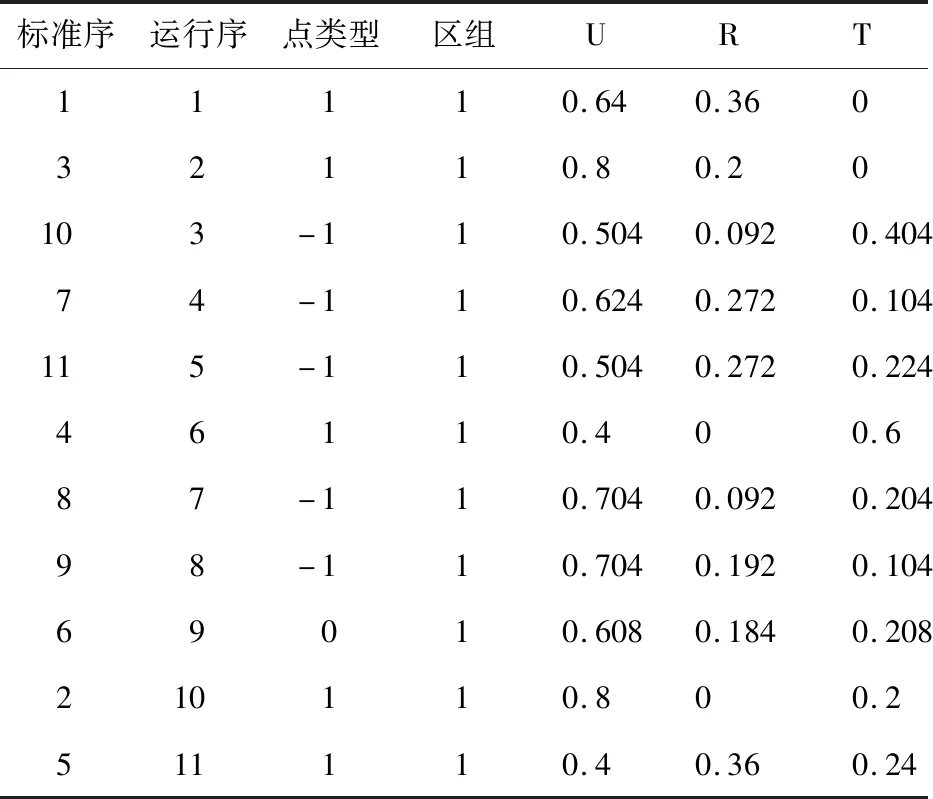
表1 T涂层混料设计计划
依照表1中比例,配制11种原材料。按照运行顺序,在生产车间实施试验。每组试验的产品做好标记,并送到实验室检测。检测结果如表2所示。

表2 T涂层混料设计结果
3 试验结果分析
3.1 寿命
选用Minitab的“分析混料设计”命令,对寿命做回归分析,删除不显著项后,结果如图3所示。可知,U、R和T,3种成分对寿命影响显著,并且R和T有交互作用。

图3 寿命的回归分析
可得回归方程:
令A=U、B=R、C=T
寿命=4.8A+46.3B+14.2C-192.3BC。
3.2 电位
应用同样的方法,可得电位的结果如图4所示。可知,U、R和T,3种成分对电位影响显著,并且R和T有交互作用。
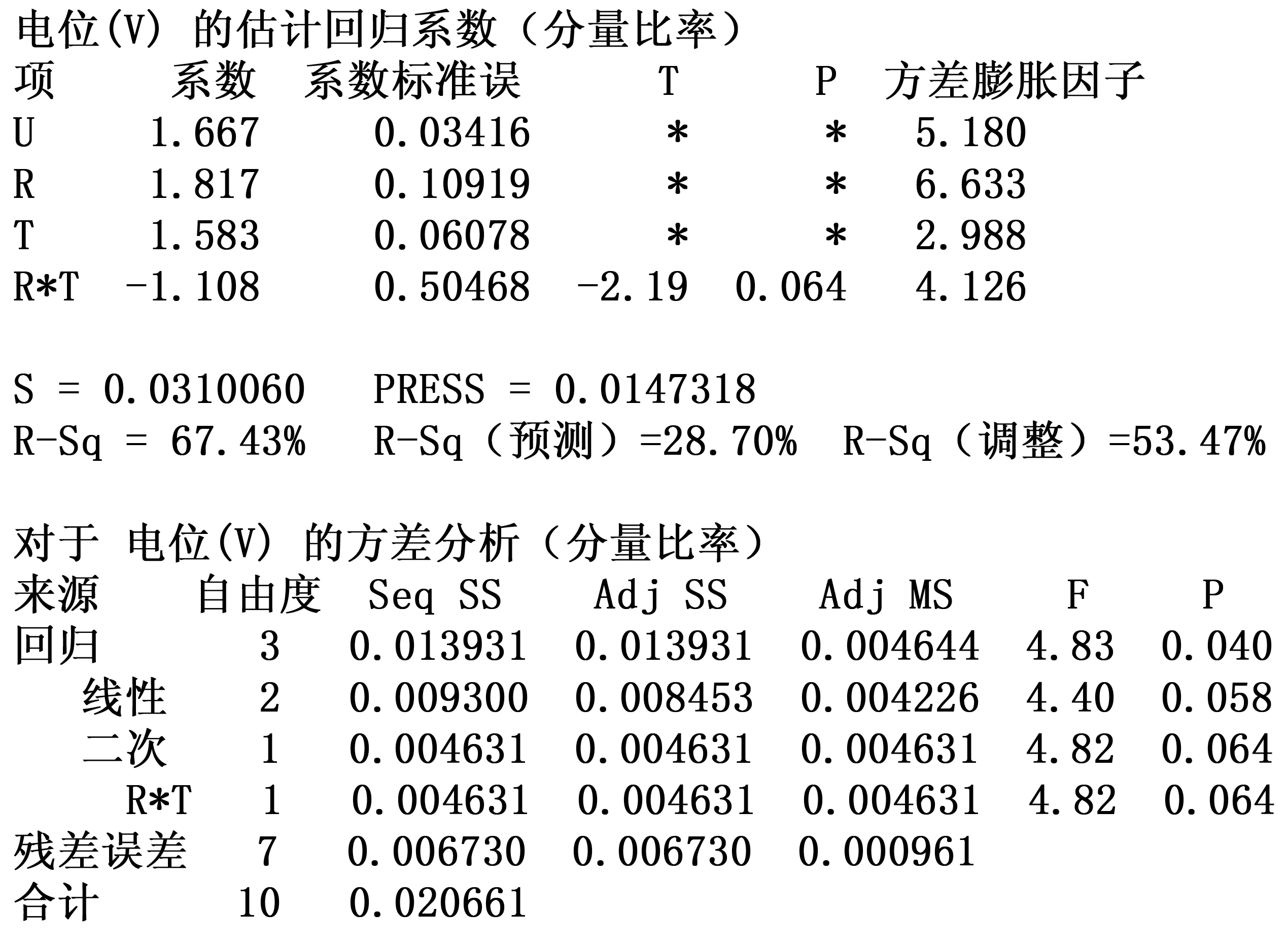
图4 电位的回归分析
可得回归方程:
令A=U、B=R、C=T
电位=1.667A+1.817B+1.583C-1.108BC。
3.3 酸电解耐受时间
应用同样的方法,可得酸电解耐受时间的结果如图5所示。可知,U、R和T,3种成分对酸电解耐受时间影响显著。
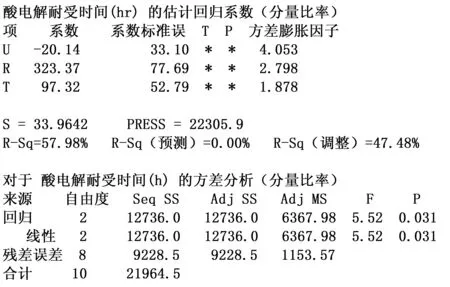
图5 酸电解耐受时间的回归分析
可得回归方程:
令A=U、B=R、C=T
酸电解耐受时间=-20.14A+323.37B+
97.32C。
4 绘制等值线图
分别对寿命、电位、酸电解耐受时间绘制等值线图,如图6~11所示。

图6 寿命的混合等值线图
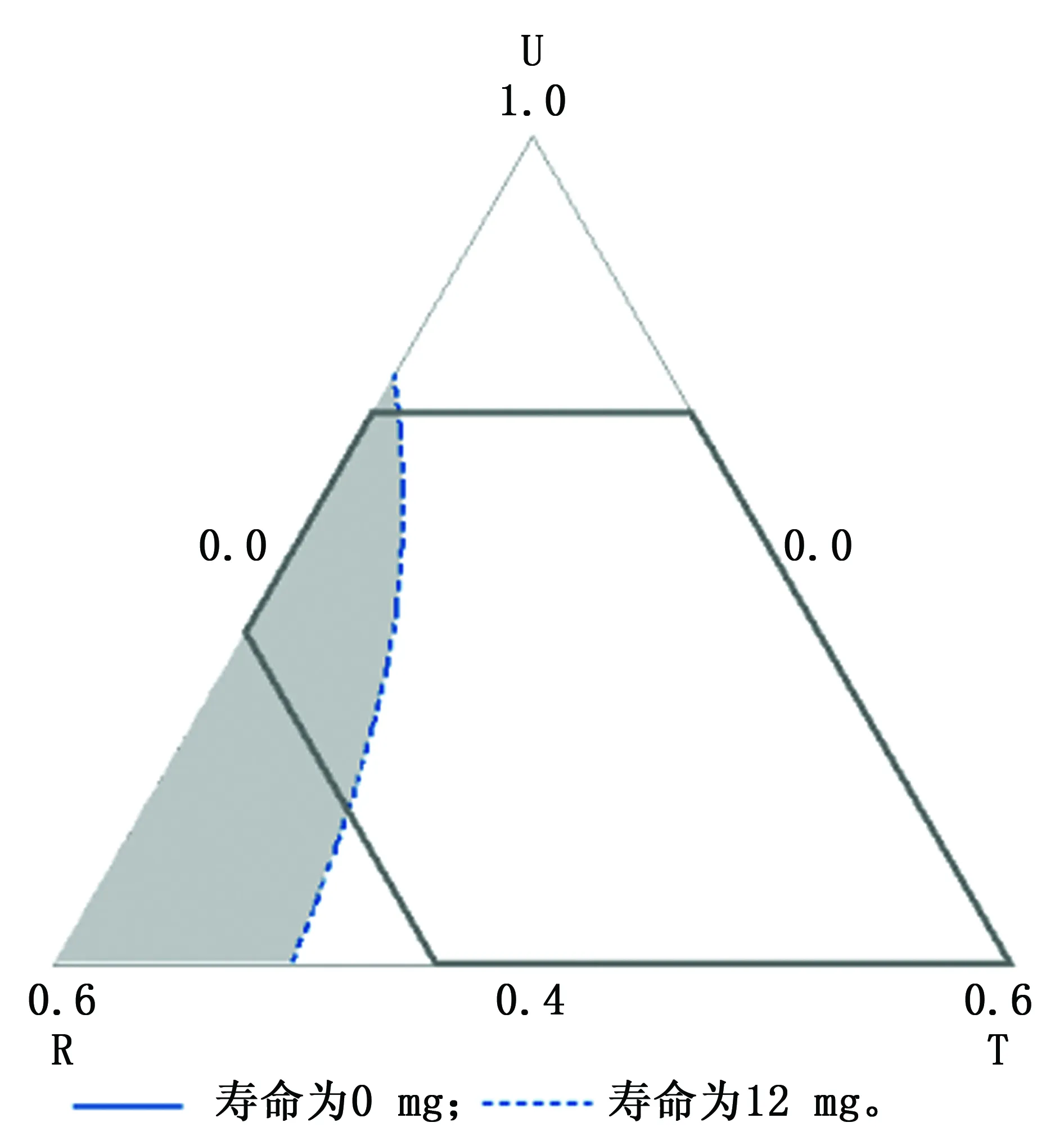
图7 寿命的等值线图
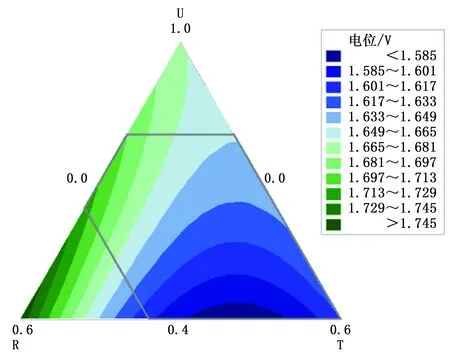
图8 电位的混合等值线图

图9 电位的等值线图

图10 酸电解耐受时间的混合等值线图

图11 酸电解耐受时间的等值线图
5 重叠分析
每一个性能指标都有相对应的合格配方范围,只有找到3种性能指标的公共的合格配方,才能同时满足所有性能指标的要求。Minitab软件的重叠等值线图可以在一张图里绘制3种性能的配方范围,如图12所示。
通过图12可以看出:公共的合格配方为图中的白色部分,配方只有在白色部分取值,才能同时满足3种性能指标的要求。

图12 寿命、电位、酸电解耐受时间的重叠等值线图
6 寻求最优解
Minitab软件的响应优化器可以帮助找到最优解,如图13所示。

图13 混料设计的响应变量优化图
当采用配方U=0.4、R = 0.36、T = 0.24时,3种性能的预测值为:
寿命=5.4 mg;电位=1.605 V;酸电解耐受时间=131.714 7 h。
同时计算出95%置信区间和95%预测区间,如表3所示。

表3 试验结果与预测值对比
7 试验验证
采用配方U=0.4、R=0.36、T=0.24,做两组试验比较实际试验结果与预测值是否一致,结果如表3所示。
试验验证结果均在95%置信区间内,并且与预测值的误差率最大为3.3%,最小为0.2%。证明回归方程有效,预测比较精准。
8 结论
混料设计是氯碱行业电极涂液配方设计非常高效精准的工具,它可显著缩短研发周期,在新产品开发阶段,可以帮助筛选配方因子、制定合理配方;在量产阶段,可以提高品质和优化性能。
(1)混料设计是通用方法,本文研究的案例虽然仅为阳极涂液配方,但是对于阴极涂液配方同样适用;
(2)与传统流程改进的因子试验设计相比,混料设计噪声较小,因此,预测非常精准,预测误差小于5%;
(3)混料设计更为强大的功能是筛选配方因子,对于新的原材料成分,可以通过混料设计很快找出哪些成分显著。
猜你喜欢
新型建筑材料(2022年5期)2022-05-31
化学工业与工程(2022年1期)2022-03-29
数理报(学习实践)(2021年5期)2021-04-07
矿产综合利用(2020年1期)2020-07-24
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
成长·读写月刊(2017年5期)2017-06-11
电子制作(2016年21期)2016-05-17
中国建筑金属结构(2015年10期)2015-11-25
电脑知识与技术(2014年34期)2015-01-06
中国信息化·学术版(2013年3期)2013-06-25
