冷轧带钢综合拉窄量预测及切边工艺控制研究
2022-07-04 09:28厉小军饶克伟
武汉工程职业技术学院学报 2022年2期
张 云 厉小军 饶克伟 杜 蓉
(1.武钢有限冷轧厂 湖北 武汉:430083;2.宝钢股份中央研究院武汉分院(武钢有限技术中心) 湖北 武汉:430080)
0 前言
带钢在冷热轧过程中的宽度精度是影响板材成材率的一项重要因素。张继国、杨平等[1-3]通过研究解决热卷卷取过程中的局部拉窄问题,大幅提高了热轧原料全长方向上的宽度精度和均匀性。孙永旭等[4-5]通过定量分析热镀铝锌连退过程中张力、温度以及来料板形3个方面对拉窄量的影响,建立了一套热镀铝锌机组退火过程中带钢拉窄量计算模型。然后,目前国内对冷轧轧制及退火过程中的全流程拉窄量尚无相关研究。
建模工具的广泛运用为定量探索冷轧全流程拉窄提供更科学的方法和路径。常用的建模方法有以下几种:一是神经网络模型,通过构建一层或两层的完全连接的感知器,可借助灵活的输入变量函数预测一个或多个响应变量;二是决策树模型,根据X值与Y值之间的关系将数据递归分割,创建决策树;三是随机森林模型,通过对许多决策树(每棵树都拟合到训练数据的随机子集)求平均值来拟合组合模型。
冷轧酸洗联轧工序切边后在退火工序出现窄尺,一直是影响冷轧正品率的一个突出问题。2021年以来,某冷轧1550单元酸轧机组月均窄尺降级量最高达到256吨/月,严重影响产品效益及合同兑现。本文利用建模分析,定量探索了影响冷轧工序全流程拉窄量的影响因素,支撑酸轧工序切边工艺设计,有效解决酸轧切边后在退火工序的窄尺缺陷。
1 带钢拉窄量理论分析
酸洗连轧工序在圆盘剪进行切边,定尺宽度为B,经过五机架联轧和连续退火后宽度变为B2,酸轧工序拉窄量ΔB1=B-B1,退火工序拉窄量ΔB2=B1-B2,综合拉窄量ΔB=ΔB1+ΔB2。

图1 冷轧拉窄流程图
带钢在轧制过程中,受到轧制力Fi和水平方向的机架间张力Ti综合作用发生塑性变形,根据体积不变定律可得:
(1)
公式(1)中:li-1为第i机架入口带钢长度,mm;hi-1为第i机架入口带钢厚度,mm;bi-1为第i机架入口带钢宽度,mm;li为第i机架出口带钢长度,mm;hi为第i机架出口带钢厚度,mm;bi为第i机架出口带钢宽度,mm。
研究表明,带钢在退火状态下的拉窄量主要与退火张力、退火温度等相关[4-5],根据体积不变定律可得:
(2)
公式(2)中:L2为退火工序入口带钢长度,mm;εF为退火纵向张力作用下带钢的塑性应变,α为高温下带钢平均线膨胀系数;τ为温度变化的时间,s;∂T(x,y,z,τ)为带钢表面某一点(x,y,z)在时间τ内温度变化率。
根据以上理论分析,影响综合拉窄量的关键工艺主要包括:带钢原始尺寸和屈服强度、轧机轧制力和张力、退火张力和退火温度。
2 带钢拉窄量实验设计与建模
2.1 方案设计与数据清洗
参考上述理论分析,在选取各工序工艺条件下稳定的带钢做为分析样本,以成品规格(宽度×厚度)分别为1250mm×1.8mm、1550mm×1.8mm、1250mm×2.0mm三个典型规格产品为例,采集生产过程中22项与轧制力、张力、温度相关的高频数据进行建模分析。主要参数详见表1。

表1 参数表
因待分析数据为高频数据,同一样本每个工艺点对应数据量存在差异,本文采用以最终宽度检测点数为基础,对各工艺点数据进行缩放补齐,并对离群值和缺失值进行清洗。
2.2 三大模型分析与对比
选择单一卷做为模型分析样本,共计采集690组数据点,分别进行三类预测模型分析,如图2~图5。图5结果显示,随机森林预测模型、神经网络预测模型、决策树预测模型的R2值分别为0.962、0.908和0.899。随机森林预测模型的拟合精度高于其它两个预测模型。

图2 随机森林预测模型
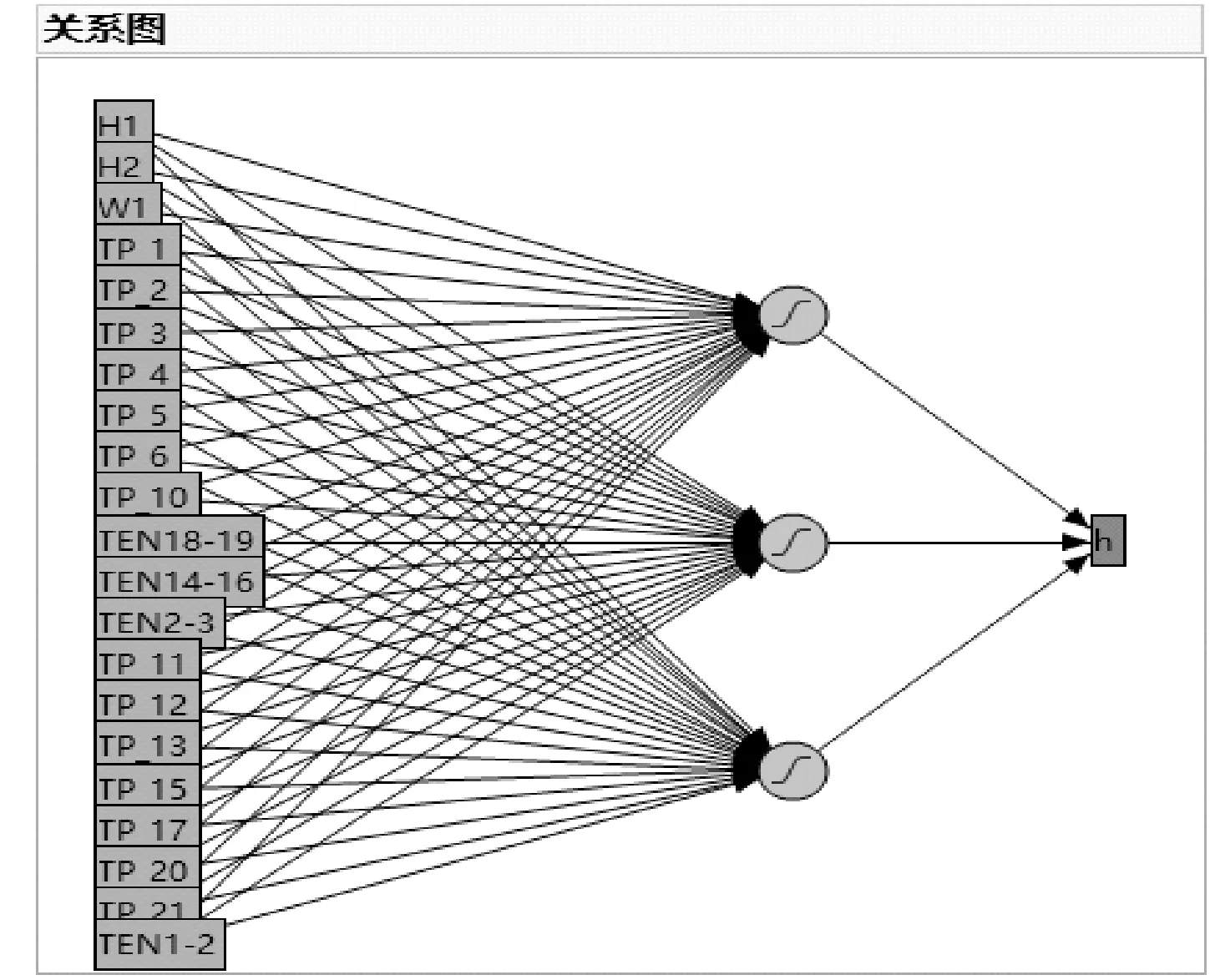
图3 神经网络预测模型
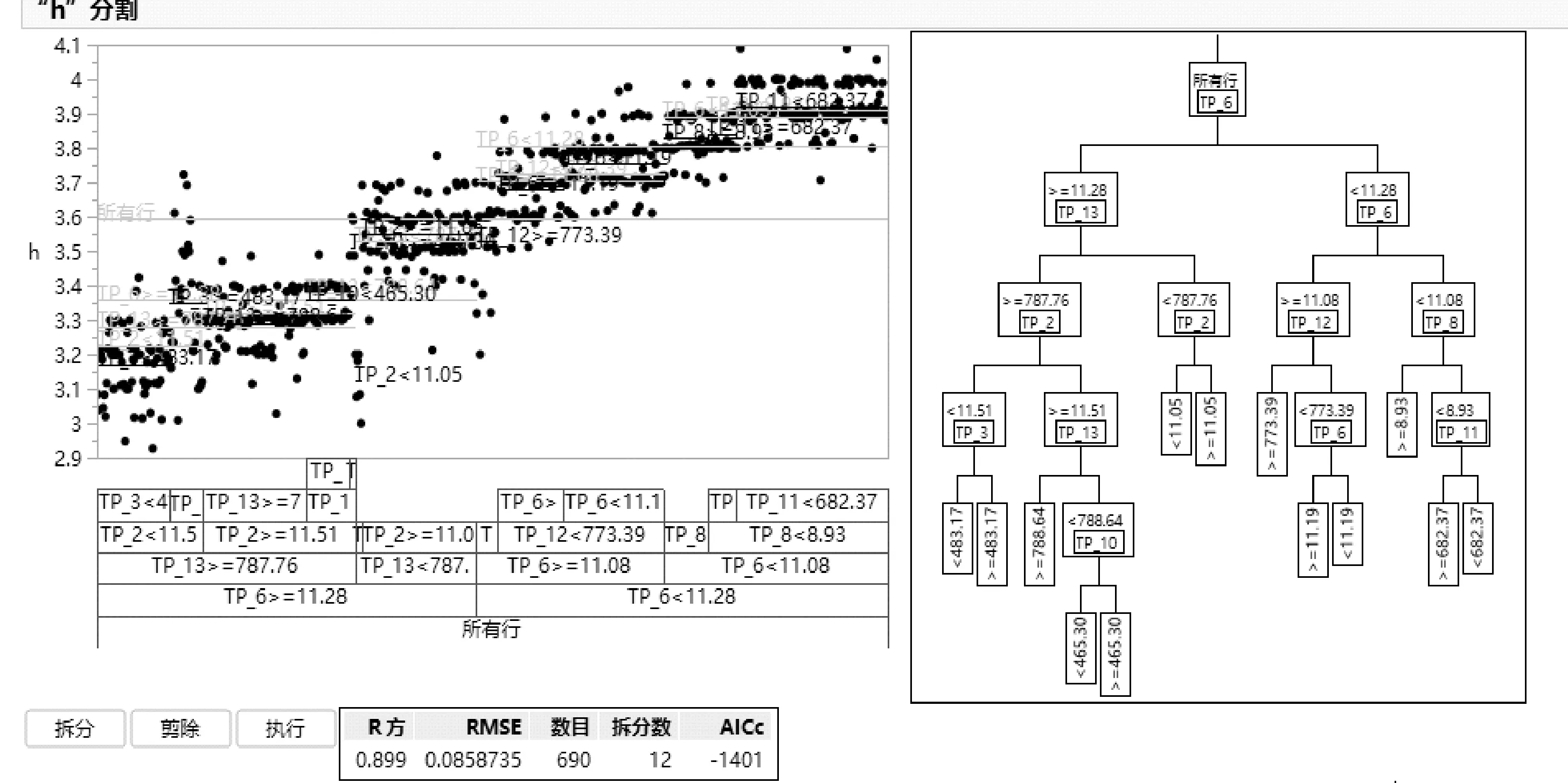
图4 决策树预测模型

图5 三种模型拉窄预测与实测值关系
2.3 基于随机森林的拉窄量模型
根据图5的预测结果,选择随机森林模型,同时引入屈服强度、材料延伸率参数,按照实验设计建立拉窄预测模型,详见图6。由图6(a)可以看出,训练集R2和验证集R2分别为0.801和0.428。整体模型拟合R2为0.794(见图6(c))。
由图6(b)可以看出,列贡献前五位分别为QF(强度)、TP_3(轧机2~3机架张力差)、TP_12(加热三段出口板温)、TP_1(轧机2~3机架张力差)和W1(原料宽度B)。退火工序平整段张力、加热2段张力及加热3段张力对拉窄的贡献度也在前10位以内。
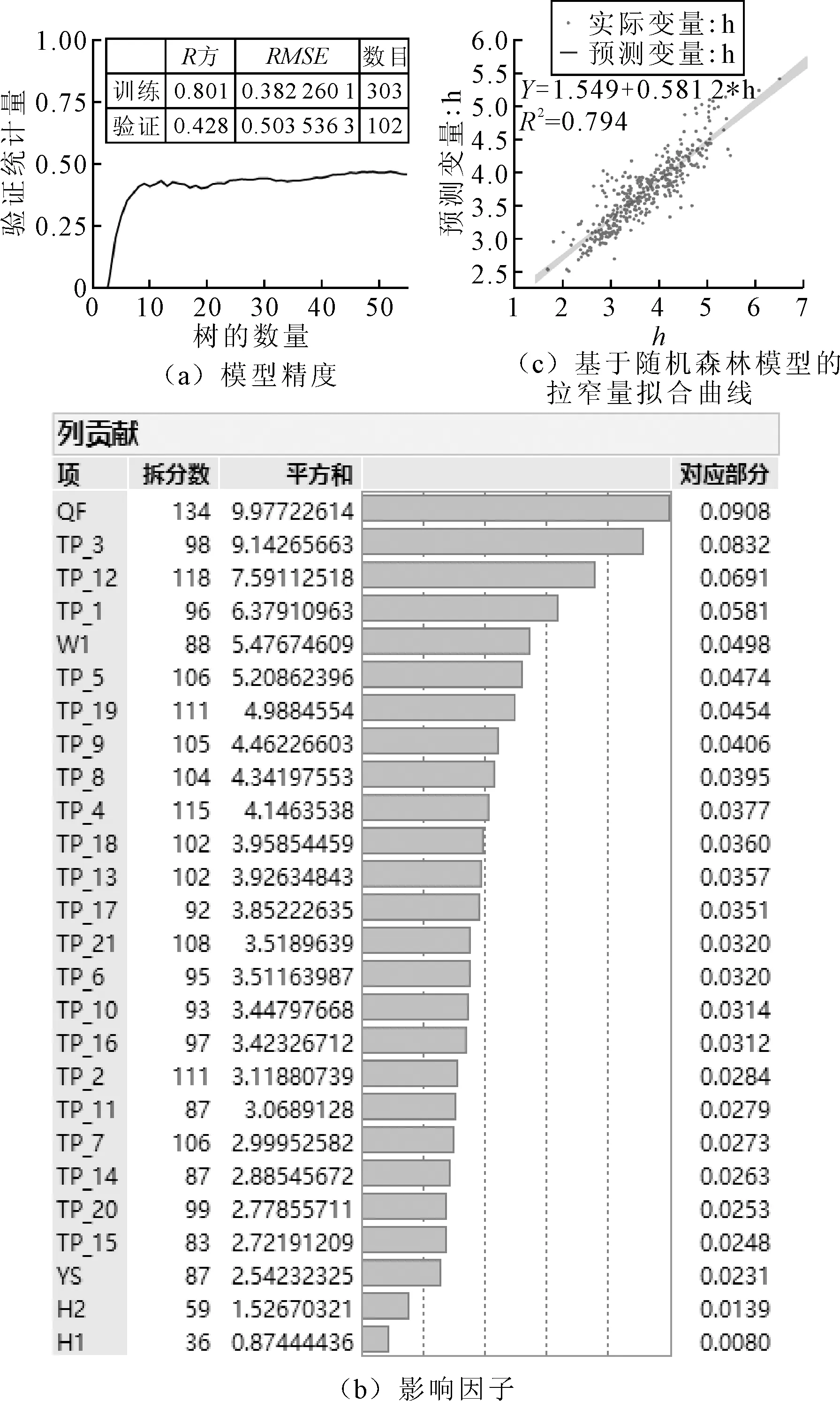
图6 基于随机森林的拉窄量模型
3 酸洗工序切边规范设计及效果
基于随机森林预测模型,建立不同强度范围(钢种)薄板的综合拉窄区间(见表2),其中拉窄量范围取95%区间。

表2 圆盘剪定尺设计规范
以590DP为例,酸轧拉窄量95%区间范围为0.8-1.5mm,连退拉窄量95%为0.8-3.5mm,综合拉窄量95%区间1.6-5mm。在此基础上,制定圆盘剪定尺目标为:宽度B+公差Δ+1mm,可覆盖95%宽度标准的区间。
2021年10月开始按照以上切边设计规范对酸洗圆盘岗位进行培训并实施,同时对模型进行动态优化。10月以后,该作业区宽度不合缺陷降级量呈明显下降趋势,至今年2月份,缺陷消除,详见图7。

图7 宽度不合降级量趋势图
4 结论
(1)本文通过理论与模型相结合,探索了并建立带钢在冷轧工序全流程拉窄量模型。
(2)基于随机森林的拉窄量模型拟合度最高;屈服强度、轧机2~3机架张力差、退火工序加热三段出口板温、轧机2~3机架张力差及原料宽度对拉窄量影响最大,其次是退火工序平整段张力、加热2段张力及加热3段张力。
(3)根据随机森林法建立的拉窄量模型预测结果,以强度和宽度为大类重新建立酸洗圆盘剪定尺规范,酸轧切边料在退火工序窄尺减降量由最高256吨/月下降为0。
猜你喜欢
铝加工(2022年3期)2022-11-24
机械设计与制造(2022年10期)2022-10-12
一重技术(2021年5期)2022-01-18
新疆钢铁(2021年1期)2021-10-14
新疆钢铁(2020年1期)2020-05-24
家庭影院技术(2019年12期)2020-01-19
科学与信息化(2019年28期)2019-10-21
电子制作(2018年16期)2018-09-26
中国计算机报(2018年13期)2018-05-23
科学与财富(2016年32期)2017-03-04