响应面法优化赤霞珠葡萄皮渣白藜芦醇提取工艺的研究
2022-07-04 06:56王海波李薇
农业与技术 2022年12期
王海波 李薇
(武汉生物工程学院生命科学与技术学院,湖北 武汉 430415)
葡萄皮渣是葡萄发酵酿酒之后的剩余物,含有大量的多酚类物质[1,2],其中白藜芦醇就是重要的组成部分。研究证明,白藜芦醇具有广泛的生物学活性,对多种疾病有显著的治疗效果[3,4]。当前,葡萄皮渣被当作废弃物处理,或者简单的制作成饲料,易造成环境污染,生物利用度小,不符合对资源充分利用的发展理念[5,6]。本实验以宁夏赤霞珠葡萄的皮渣为研究对象,采用超声波破碎和乙醇浸提相结合、单因素实验和响应面实验结合分析[7,8]的方法对白藜芦醇进行提取[9,10],以期改进葡萄皮渣中白藜芦醇的提取工艺条件,从而为葡萄酿酒工业中皮渣的综合开发利用及白藜芦醇的工业化生产提供参考。
1 实验方法
将皮渣烘箱50℃烘干,用中草药粉碎机粉碎40目筛过筛,用石油醚进行脱脂处理,脱脂后50℃烘干[11]。
1.1 白藜芦醇标准曲线的制作
精确称取0.0025g白藜芦醇标准品,用无水乙醇完全溶解并用棕色容量瓶定容至50mL。不同稀释倍数后,分别得到1μg·mL-1、2μg·mL-1、3μg·mL-1、4μg·mL-1、5μg·mL-1白藜芦醇标准溶液。在波长306nm下用无水乙醇作为空白对照分别测吸光值,得出线性回归曲线方程为y=0.194x+0.0057,其中R2=0.9997,表明白藜芦醇浓度在1~5μg·mL-1存在较好的线性关系,可用于后期样品的浓度分析。
1.2 白藜芦醇提取与得率计算
称取葡萄皮渣0.5g,加入乙醇混合均匀,水浴锅中浸提后,3000r·min-1离心5min,取上清液稀释100倍,在306nm下测量吸光度值,通过白藜芦醇标准曲线计算浓度,进而计算得率。
白藜芦醇的得率(μg·mg-1)=(C×V×n)/(m×1000)
式中,C为查标准曲线样品液的吸光值应得白藜芦醇含量,μg·mL-1;V为样品液的体积,L;n为稀释倍数;m为称取样品粉末的质量,g。
1.3 单因素实验
1.3.1 乙醇浓度对白藜芦醇得率的影响
称取9份0.5g葡萄皮渣粉末,以料液比1∶10,分别加入55%、60%、65%、70%、75%、80%、85%、90%、95%的乙醇溶液混合,50℃浸提60min,3000r·min-1离心5min,取上清液稀释100倍,测定吸光度值,计算白藜芦醇得率。实验重复3次,取平均值。
1.3.2 料液比对白藜芦醇得率的影响
称取10份0.5g葡萄皮渣粉末,分别以1∶10、1∶15、1∶20、1∶25、1∶30、1∶35、1∶40、1∶45、1∶50、1∶55为料液比,乙醇浓度65%,50℃浸提60min,3000r·min-1离心5min,取上清液稀释100倍,测定吸光度值,计算白藜芦醇得率。实验重复3次,取平均值。
1.3.3 超声波功率对白藜芦醇得率的影响
称取6份0.5g葡萄皮渣粉末,料液比1∶40,乙醇浓度65%,超声波功率为50W、100W、200W、300W、400W、500W,超声时间10min,50℃浸提60min,3000r·min-1离心5min,取上清液稀释100倍,测定吸光度值,计算白藜芦醇得率。实验重复3次,取平均值。
1.3.4 超声波时间对白藜芦醇得率的影响
称取6份0.5g葡萄皮渣粉末,料液比1∶40,乙醇浓度65%,超声波功率300W,超声时间分别为5min、10min、15min、20min、25min、30min,50℃浸提60min,3000r·min-1离心5min,取上清液稀释100倍,测定吸光度值,计算白藜芦醇得率。实验重复3次,取平均值。
1.3.5 浸提温度对白藜芦醇得率的影响
称取5份0.5g葡萄皮渣粉末,料液比1∶40,乙醇浓度65%,超声波功率300W,超声时间25min,浸提温度分别为35℃、40℃、45℃、50℃、55℃,浸提时间60min,3000r·min-1离心5min,取上清液稀释100倍,测定吸光度值,计算白藜芦醇得率。实验重复3次,取平均值。
1.3.6 浸提时间对白藜芦醇得率的影响
称取5份0.5g葡萄皮渣粉末,料液比1∶40,乙醇浓度65%,超声波功率300W,超声时间25min,温度45℃,浸提时间分别为15min、30min、45min、60min、75min,3000r·min-1离心5min,取上清液稀释100倍,测定吸光度值,计算白藜芦醇得率。实验重复3次,取平均值。
1.4 响应面实验
根据单因素实验的结果,并在考虑到软件设计条件的基础上,选定3个因素作为考察对象,以白藜芦醇得率为考察指标,利用Design Expert软件来设计3因素3水平实验,并对响应面试验数据进行线性回归和方差分析,确定模型和因素的显著性。
2 结果与分析
2.1 单因素实验
2.1.1 乙醇浓度对白藜芦醇得率的影响
从图1可以看出,随着乙醇浓度的增加白藜芦醇得率逐渐升高。当乙醇浓度达到65%时,白藜芦醇得率最高,为3.16μg·mg-1。但是当乙醇浓度超过65%时,白藜芦醇得率逐渐下降,65%乙醇浓度有利于葡萄皮渣中白藜芦醇的提取。
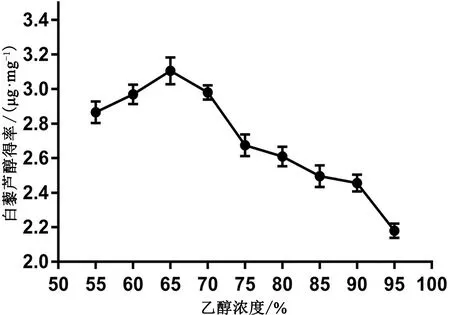
图1 乙醇浓度对白藜芦醇得率的影响
2.1.2 料液比对白藜芦醇得率的影响
从图2可以看出,当料液比逐渐增大时,白藜芦醇得率逐渐上升。当料液比为1∶40时,白藜芦醇得率最高,为12.63μg·mg-1。当料液比继续增大时,虽然白藜芦醇得率继续上升,但是上升趋势趋于平缓,表明料液比为1∶40时有利于葡萄皮渣中白藜芦醇的提取。

图2 料液比对白藜芦醇得率的影响
2.1.3 超声波功率对白藜芦醇得率的影响
由图3可以看出,当超声波功率逐渐增大时,白藜芦醇得率逐渐增加。当超声波功率达到300W时,白藜芦醇得率最高,为13.77μg·mg-1。但是,随着超声波功率继续增大白藜芦醇得率开始下降,表明超声波功率为300W时有利于葡萄皮渣中白藜芦醇的提取。
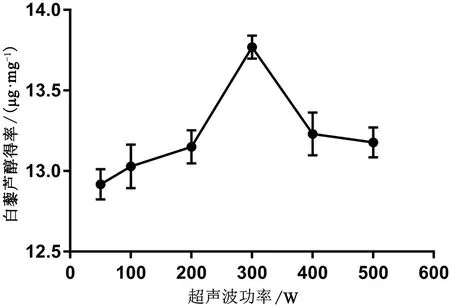
图3 超声波功率对白藜芦醇得率的影响
2.1.4 超声波时间对白藜芦醇得率的影响
由图4可以看出,随着超声波时间的增加,白藜芦醇的得率逐渐上升。当超声波时间为25min时,白藜芦醇得率最高,为14.3μg·mg-1。但是,当超声波时间继续增加白藜芦醇得率开始下降,表明超声波时间为25min时有利于葡萄皮渣中白藜芦醇的提取。

图4 超声波时间对白藜芦醇得率的影响
2.1.5 浸提温度对白藜芦醇得率的影响
由图5可以看出,随着浸提温度的增加,白藜芦醇的得率随之上升。当浸提温度达到45℃时,白藜芦醇的的得率最高,为15.8μg·mg-1。但是,当浸提温度继续提高,白藜芦醇的得率开始下降,表明浸提温度为45℃时有利于葡萄皮渣中白藜芦醇的提取。

图5 浸提温度对白藜芦醇得率的影响
2.1.6 浸提时间对白藜芦醇得率的影响
由图6可知,随着浸提时间的增加,白藜芦醇的得率也随之升高。当浸提时间达到45min时,白藜芦醇得率最高,为16.04μg·mg-1。但是,当浸提时间继续增加,白藜芦醇的得率开始下降,表明浸提时间为45min时有利于葡萄皮渣中白藜芦醇的提取。

图6 浸提时间对白藜芦醇得率的影响
2.2 响应面实验
根据单因素实验结果和软件设计要求,确定料液比1∶40、浸提温度45℃、浸提时间45min,选取乙醇浓度(%)、超声波时间(min)、超声波功率(W)作为考察因素,以白藜芦醇得率为考察指标,设计3因素3水平响应面实验,以获得白藜芦醇的最佳提取条件。实验设计见表1,实验结果见表2。
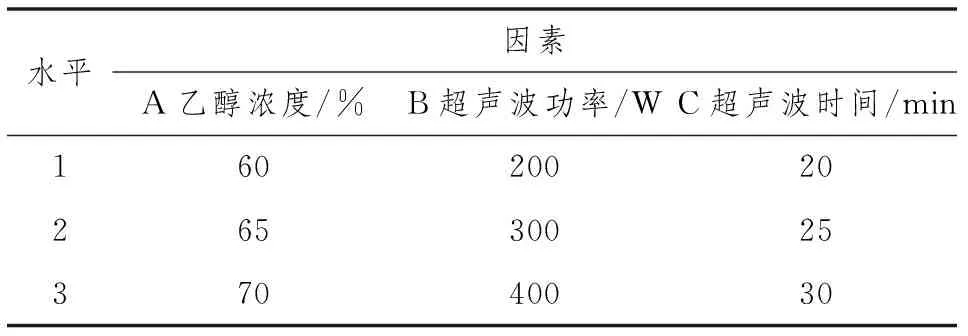
表1 因素水平表
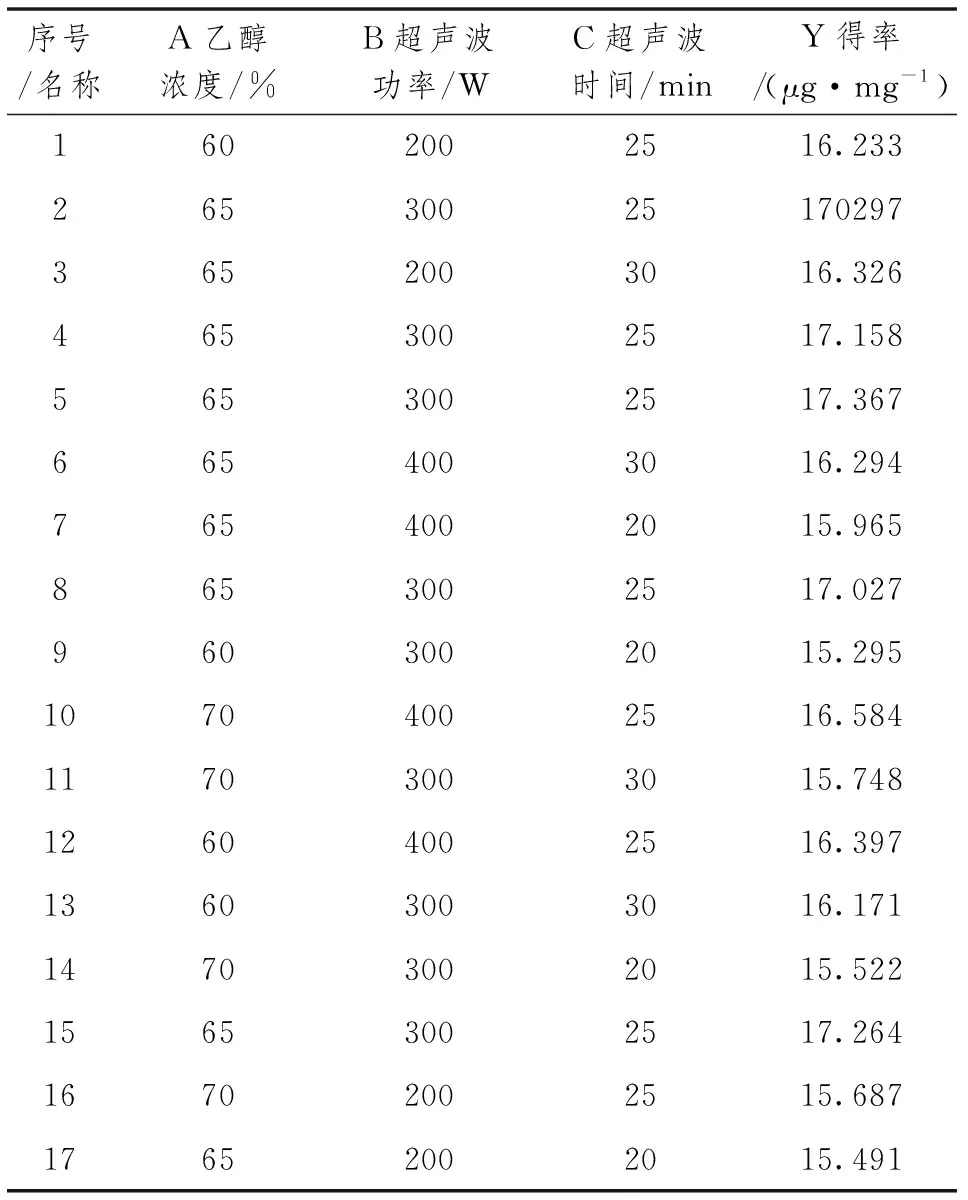
表2 响应面实验设计与结果
通过Design Expert软件进行多元回归拟合分析得到3个因素与白藜芦醇得率之间的二次多项式模型,式中Y为白藜芦醇得率预测值,A为乙醇浓度,B为超声波功率,C为超声波时间,得出Y=17.22-0.069A+0.19B+0.28C+0.18AB-0.16AC-0.13BC-0.67A2-0.33B2-0.87C2。响应曲面二次多项式模型的方差分析见表3。
由表3可知,回归模型(P<0.0001)极显著,相关系数R2=0.9836,失拟项(P=0.4869>0.05),表明失拟项相对于绝对误差不显著,因此实验结果具有统计学意义,本模型拟合度良好,能较好地反映各因素与响应值之间的真实关系。且失拟项中的F值小,说明实验值与理论值的误差小,更能反映模型的可靠性。超声波功率和超声波时间对白藜芦醇得率影响效果显著,而乙醇浓度对提取效果的影响不显著。根据F值大小可以判断,这3个因素在所选的实验范围内影响的顺序为超声波时间(min)>超声波功率(W)>乙醇浓度(%)。

表3 响应曲面二次多项式模型的方差分析
各因素的交互作用对白藜芦醇得率影响如图7~9所示。
由图7~9可知,当乙醇浓度(A)较大、超声波功率(B)和超声波时间(C)较小时,响应面曲线较陡峭,同时等高线密度大,说明此时A、B、C 3因素对白藜芦醇得率影响较为显著。但是当A取值较小,B、C取值较大时,响应面曲线较平缓,同时等高线密度较小,说明此时各因素对白藜芦醇得率影响较小。

图7 得率=f(A,B)的响应面(a)和等高线(b)

图8 得率=f(A,C)响应面(a)和等高线(b)

图9 得率=f(B,C)响应面(a)和等高线(b)
且看3个等高线的图形均呈现椭圆形,说明乙醇浓度、超声波功率和超声波时间之间的交互作用均显著。
通过Design Expert软件分析得到的白藜芦醇最佳提取工艺为乙醇浓度64.82%,料液比1∶40,超声波功率324.54W,超声波时间25.74min,浸提温度45℃,浸提时间45min,在此条件下,白藜芦醇得率的理论值可达到17.2679μg·mL-1。
2.3 模型的验证性试验
为了验证其可靠性,考虑到实际情况与实验室的设备因素,采取乙醇浓度65%、料液比1∶40、超声波功率325W、超声波时间26min、浸提温度45℃、浸提时间45min。根据上述条件进行3组重复验证实验,最后得出平均得率为17.24μg·mg-1。可知白藜芦醇得率的实验值与理论值误差极小,具有良好的拟合性,响应面获得的最佳提取条件可靠。
3 结果与讨论
采用乙醇浸提和超声波破碎结合的方法,从宁夏赤霞珠酿酒葡萄皮渣中提取白藜芦醇,研究提取时各工艺条件的影响,并辅以响应面的方法进行分析论证,最终得出最佳提取工艺条件为乙醇浓度65%,料液比1∶40,超声波功率325W,超声波处理时间26min,浸提温度45℃,浸提时间45min,最终使得白藜芦醇的得率由最初的3.16μg·mg-1提高到17.24μg·mg-1,本改进方法对于提高宁夏赤霞珠酿酒皮渣得率较为明显。
实验过程中,随着乙醇浓度的增加白藜芦醇得率有所提高,分析原因为白藜芦醇呈弱极性,难溶于水,易溶于乙醇等有机溶剂,但是当乙醇浓度持续增大时,高浓度的醇会使白藜芦醇转化为白藜芦醇甘,导致白藜芦醇的得率下降。随着料液比的增高,白藜芦醇得率会提高,但当溶剂饱和时,此时再增加料液比,可能增加其他物质的溶出[8]。此外,超声波可以更有效地破碎细胞,促进有效成分与溶剂的接触,能够快速有效的提取。但是超声波在运行时会产生热量,由于乙醇易挥发且白藜芦醇受热不稳定,则导致在超声波功率过高时,反而获得白藜芦醇量较低[11]。同样,因为白藜芦醇的对热不稳定性,当浸提温度继续升高时,过高的温度容易使其分解或者转化,反而使得白藜芦醇的得率降低[11]。实验中发现,随着浸提时间的增加白藜芦醇得率也会随之下降,分析原因为白藜芦醇对光不稳定,易被光氧化所致。
猜你喜欢
云南化工(2021年11期)2022-01-12
电子制作(2018年17期)2018-09-28
军事文摘·科学少年(2016年7期)2016-09-20
电子制作(2016年21期)2016-05-17
水利科技与经济(2016年4期)2016-04-22
农村百事通(2015年6期)2015-07-10
中国药理学通报(2014年2期)2014-05-09
食品工业科技(2014年15期)2014-03-11
现代检验医学杂志(2014年6期)2014-02-02
中国果业信息(2013年5期)2013-01-26