
Ti150与TC19异种钛合金钎焊工艺与接头性能研究
2022-07-02 06:47:04淮军锋尚泳来任海水静永娟郭万林
电焊机 2022年6期
淮军锋,尚泳来,任海水,丁 宁,静永娟,郭万林
1.中国航发北京航空材料研究院 焊接与塑性成形研究所,北京 100095
2.北京市航空发动机先进焊接工程技术研究中心,北京 100095
3.空军装备部驻北京地区第六军事代表室,北京 100024
0 前言
高温钛合金在航空发动机中得到了广泛使用,在制造盘、叶片、鼓筒、机匣等零部件的制造中代替钢或高温合金,明显减轻了发动机的结构质量,提高了压缩空气的级压比。高温钛合金Ti150(Ti-5.5Al-4.0Sn-3.5Zr-Nb)与英国的IMI834相当,长期耐热温度已达到600℃,典型的高温钛合金还有俄罗斯的BT36等,其中IMI834合金已在EJ200、TRENT800等发动机上得到了成功应用[1-4]。Ti150合金具有较高的高温蠕变抗力、疲劳强度和良好的损伤容限特性,因此在航空、航天以及其他重要工业领域受到密切关注和高度重视[1]。
TC19(Ti-6Al-2Sn-4Zr-6Mo)是美国20世纪开发的一种富β的α+β两相钛合金,是一种高强度、高韧性钛合金。由于TC19在Ti-6242的基础上提高了Mo的含量,大大稳定了β相,使室温和高温拉伸性能得到了改善。但是在航空航天领域为了进一步优化零部件性能,对异种材料连接有了更多的需求。
钛合金用钎焊材料体系较多,以硬钎焊用钎料为例,有银基[5-6]、铝基[7]、钛基[8-9]和钯基[10]等。以前国内钛基钎料不成熟,主要采用银基、铝基、钯基等钎料进行钛合金钎焊,考虑到钎焊接头的工作环境和接头强度等多方面因素,银基、铝基和钯基等体系的钎焊材料均不能很好地满足使用要求。目前国内钛基钎料逐渐成熟而且形成了多种牌号,钛基钎料的钎焊接头强度高,耐热性、耐蚀性均较好,适用于恶劣的工作环境。目前以B-Ti57CuZrNi、BTi38ZrCuNi应用最多[11-16],且有相应行业标准,本文选用在航空系统应用较多的B-Ti57CuZrNi钛基钎料作为目标钎料,对高温钛合金Ti150与TC19进行连接试验研究。
本研究针对Ti150高温钛合金与TC19钛合金的异种钛合金连接,采用真空钎焊工艺方法进行连接实验,通过扫描电镜及力学性能试验对接头组织及接头性能进行了测试分析,该研究结果能为Ti150高温钛合金与TC19钛合金连接接头的应用提供一定参考。
1 实验材料及工艺方法
1.1 实验材料
实验用基体材料为经铸轧加工的Ti150高温钛合金、TC19钛合金棒坯,直径约为Φ280 mm,加工状态为轧制后热处理状态,其化学成分如表1、表2所示。

表1 Ti150合金化学成分[17](质量分数,%)Table 1 Compositions of titanium alloy Ti150(wt.%)

表2 TC19合金化学成分[17](质量分数,%)Table 2 Compositions of titanium alloy TC19(wt.%)
实验用钛合金钎焊材料B-Ti57CuZrNi的状态为快淬的钛基非晶态合金箔带,熔点为883~895℃,厚度约为40µm,其钎料的化学成分名义成分为57Ti-21Cu-13Zr-9Ni。
1.2 钎焊工艺
将待焊接头的钎焊表面经过研磨、清洗,去除表面氧化膜和油污,用超声波清洗方法去除钎料箔带表面油污,然后将钎料和试样按次序装配好后入炉。
钎焊工艺参数为:真空度优于1×10-2Pa,930℃/35 min。对高温钛合金Ti150与TC19钛合金施焊,获得完好的钎焊焊接接头。按Q/6S 977-2004中M2504-S020图样加工成标准的对接拉伸性能测试试样,如图1所示,利用万能试验机E45.105进行钎焊接头室温和高温(500℃,550℃)拉伸性能测试。

图1 Q/6S 977-2004中的M2504-S020图样Fig.1 M2504-S020 drawing in Q/6S 977-2004
采用扫描电子显微镜(日立SU1510)SEM观察接头组织,分析元素面分布,并观察钎焊接头拉伸断口的形貌。
2 实验结果与分析
2.1 接头显微组织分析
采取B-Ti57CuZrNi钛基钎料真空钎焊Ti150高温钛合金与TC19钛合金的接头钎缝组织的背散射照片如图2所示。

图2 钎缝微观组织形貌Fig.2 Microstructure of brazed weld
由图2可知,钎缝中心虽然有部分残余钎料形成的铸造组织,在钎料层与基体材料的界面上可以清晰地看到有较厚的扩散层存在,钎料层明显变薄,且原始界面全部消失,有一定的反应层,说明此真空钎焊过程使钎料与基体材料形成了有效的冶金结合。锆与钛是最相似的元素,有相近的熔点,也有同素异晶现象,对钛的同素异晶转变温度影响小,钛的α和β晶型与锆的相应晶型能够组成连续的固溶体。铜、镍均属于钛合金β相稳定元素,可降低钛的同素异晶转变温度[18-19]。
钎料Ti-21Cu-13Zr-9Ni中铜、镍的总含量约为30%,虽然钎焊温度(930℃)低于TC19钛合金的β相转变温度(约940℃),低于Ti150高温钛合金的β相转变温度(约1 000℃),但由于钎料中铜、镍的作用使近缝区的基体β相转变温度降低,由图2的钎缝背散射组织可以看出,焊接过程中基体上扩散层区域的相发生转变,有片状α相生成并向钎缝中生长。基体的原始界面已经全部弱化,钎缝整体宽度约为165 μm,在基体上存在一个约40 μm的扩散层,扩散层的存在说明钎料与基体形成了有效的冶金结合。
2.2 界面元素分布情况分析
真空钎焊Ti150高温钛合金与TC19钛合金钎缝界面各元素面扫描分布如图3所示,扫描区域为450 μm×320 μm,覆盖整个钎焊缝,可以看出,Zr、Ni、Cu元素面分布整体呈中间高、两端略低的分布,而Ti、Al、Sn、Nb元素面分布整体呈中间低、两端高分布,基体材料中的Ti、Al、Sn、Nb元素已经大量向钎缝中扩散;Ti、Sn元素分布较均匀,Al元素在钎缝中的分布相对少一些,可能与基体元素的作用及扩散速率有关;钎料中主成分元素Zr、Ni、Cu和基体材料作用明显,虽然Zr与Ti是最相似的元素,但由于Zr元素原子半径较大,较难通过热运动而扩散,因此在钎缝中仍存留较多的Zr;Ni和Cu元素在钎缝中的扩散分布比较相近;根据Cu、Zr、Ni界面分布图,符合文献[20]中给出的Cu、Zr、Ni三个元素扩散规律。从焊缝总体来看扩散效果比较理想。
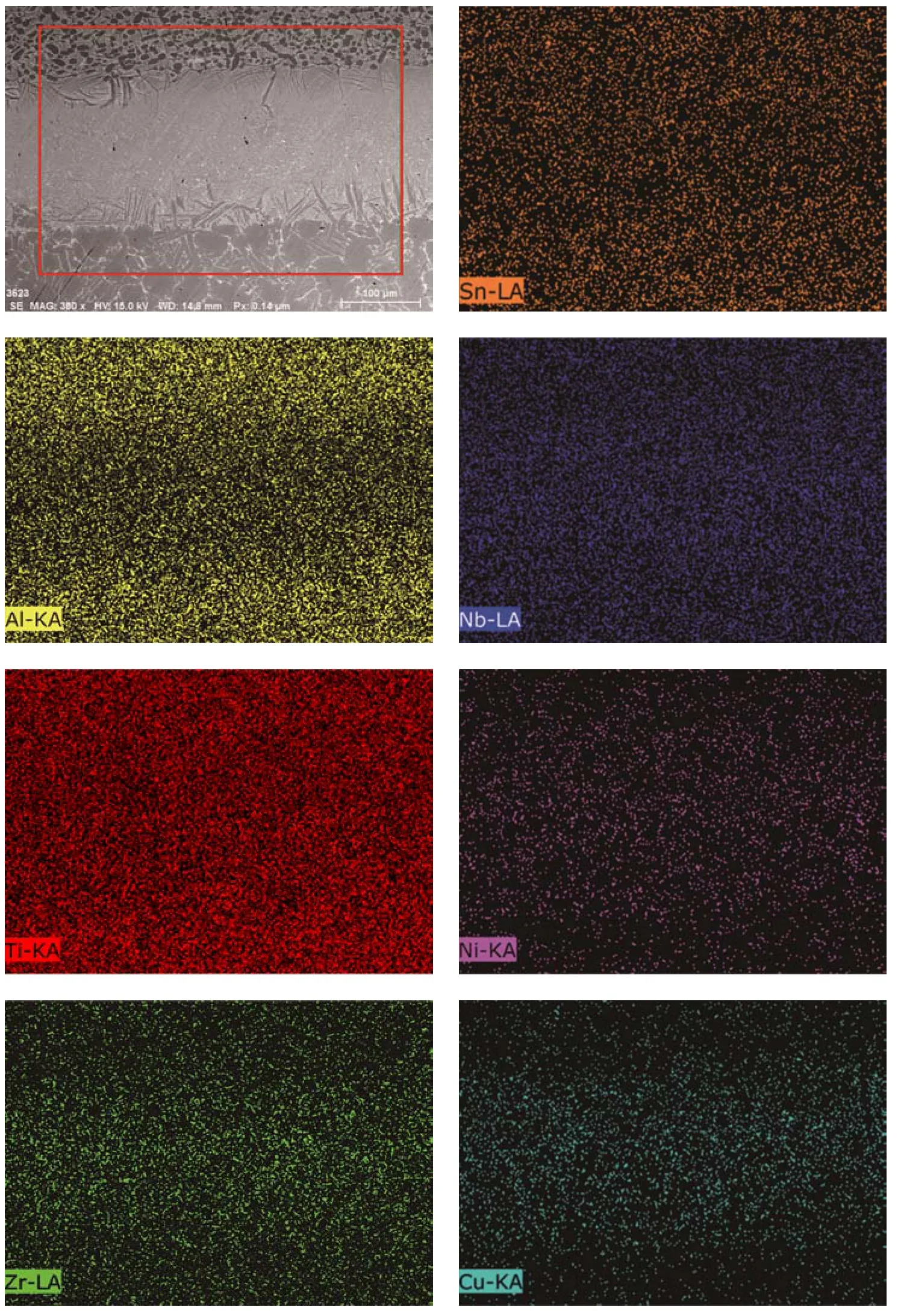
图3 Ti150-TC19钎缝元素面扫描分布Fig.3 Element plane scanning distribution of Ti150-TC19 brazing weld
2.3 钎焊接头的拉伸性能
高温钛合金Ti150与TC19钛合金钎焊接头力学性能测试数据如表3所示。室温抗拉强度达到955.3 MPa,接头断后伸长率、断面收缩率相对较低,接头断于钎缝处;500℃抗拉强度为540.0 MPa,550℃抗拉强度为505.7 MPa,500℃、550℃测试接头断后伸长率(10.5%、9.8%)、断面收缩率(20.3%、21.3%)相对都比较高,高温测试的断后伸长率和断面收缩率相比室温均有明显提高,这主要体现了高温下基体材料的塑性,接头断于Ti150基体,也就等同于试验用高温钛合金Ti150在930℃/35 min热循环后的基体性能。拉伸性能数据曲线如图4所示,仅从抗拉强度看,采用此工艺钎焊的高温钛合金Ti150与TC19钛合金接头拉伸强度数据比较稳定。

图4 Ti150/TC19钎焊接头室温和高温拉伸性能平均值Fig.4 Average value of tensile properties at room and high temperature of Ti150/TC19 brazed joint
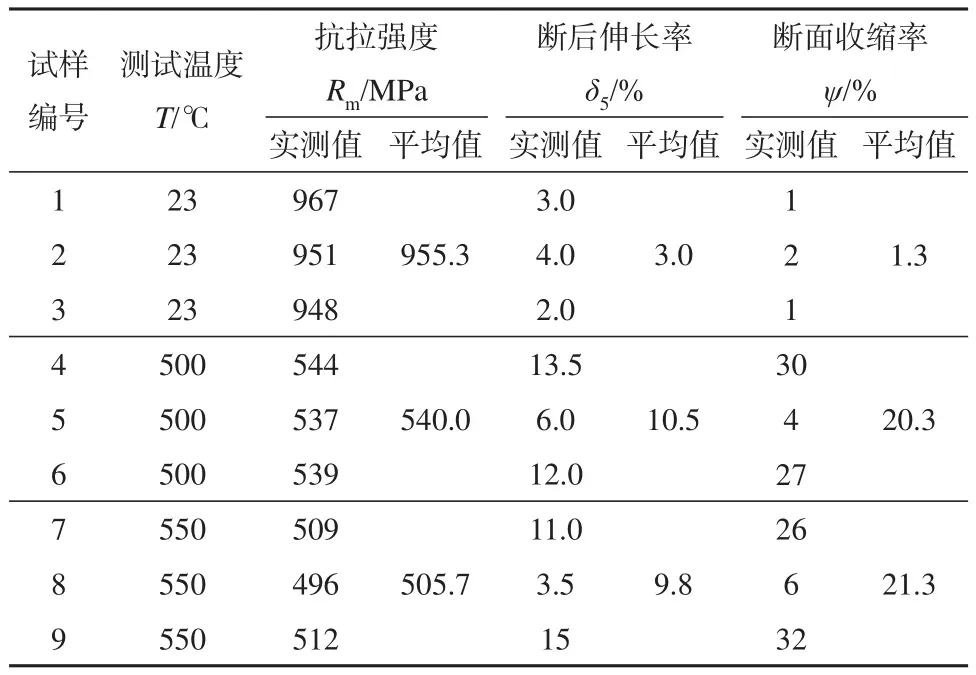
表3 Ti150-TC19钎焊接头力学性能数据Table 3 Tensile properties of Ti150-TC19 brazed joints
2.4 接头断口分析
真空钎焊接头拉伸试样的断口宏观及微观形貌照片如图5所示。图5a是室温拉伸后断口的低倍形貌,断口的裂纹源于上方有缺陷的区域,断口缺陷处有放射状的痕迹;图5b是图5a中没有缺陷处的高倍微观组织照片,可以看出钎缝断裂界面有微观撕裂的痕迹;图5c、5d、5e分别为室温、高温500℃、高温550℃钎焊接头拉伸试样宏观断裂照片,室温钎焊接头断口比较平齐,断后伸长率、断面收缩率都很小,断定真空钎焊接头室温断裂特征为脆性断裂,500℃、550℃钎焊接头断口均断于Ti150基体,断后伸长率、断面收缩比较高,体现了基体材料在热循环后的基体特性,用B-Ti57CuZrNi钛基钎料,通过真空度优于1×10-2Pa,930℃/35 min工艺钎焊高温钛合金Ti150与TC19钛合金,Ti150基体端明显有延伸塑性变形,均断于Ti150基体上或近Ti150端面上。

图5 钎焊试样断口微观宏观照片Fig.5 Micro and macro photos of fracture surface of brazed sample
3 结论
(1)采用B-Ti57CuZrNi非晶合金箔带作为中间层合金,在真空条件930℃/35 min下钎焊高温钛合Ti150与TC19异种钛合金是合理可行的,钎焊接头室温抗拉强度955.3 MPa,高温500℃抗拉强度达到540.0 MPa,断后伸长率为10.5%,高温550℃抗拉强度达到505.7 MPa,断后伸长率为9.8%。
(2)焊接接头室温拉伸断口断裂于焊缝,为脆性断裂;焊接接头高温500℃、550℃拉伸断口均断于Ti150基体上或近Ti150端面上,Ti150基体端有明显延伸塑性变形。
猜你喜欢
机械制造(2022年5期)2022-06-10 02:03:10
电焊机(2018年4期)2018-05-03 03:12:10
制造技术与机床(2017年3期)2017-06-23 08:11:30
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29
焊接(2016年3期)2016-02-27 13:01:27
焊接(2015年10期)2015-07-18 11:04:46
焊接(2015年5期)2015-07-18 11:03:41
