
厚板TC4钛合金电子束焊接头组织演变及力学性能
2022-07-02 06:47:04张宇鹏丁来法ValeriiBilousSergiiAkhoninKhaskinVladyslav曾才有梁晓梅
电焊机 2022年6期
张宇鹏,丁来法,Valerii Bilous,2,Sergii Akhonin,2,Khaskin Vladyslav,2,曾才有,梁晓梅
1.广东省科学院 中乌焊接研究所,广东 广州 510651
2.乌克兰国家科学院 巴顿焊接研究所,乌克兰 基辅 03150
3.哈尔滨焊接研究院有限公司,黑龙江 哈尔滨 150028
0 前言
钛及其合金具有密度小、耐腐蚀、焊接性好、力学性能优异等特点,被广泛应用于航空航天、海洋工程等领域[1]。在众多钛合金中,α-β型TC4(Ti-6Al-4V)生产和应用最为广泛,占钛合金生产总值的55%以上[2]。
钛合金在焊接过程中易与空气中的C、N、O等元素结合生成化合物,降低焊接接头的塑性。电子束焊接在高真空环境下进行,提供了理想的气体环境,且具有能量密度大、焊缝深宽比大等特点,非常适用于钛合金焊接[3]。当前针对TC4钛合金电子束焊接已开展了大量的研究,但大多针对中薄板TC4焊接接头的组织与力学性能,针对大厚度TC4钛合金电子束焊接的研究相对较少,特别是针对厚板TC4钛合金电子束焊接头组织与力学性能方面的研究。电子束焊接温度梯度(焊缝深宽比)大,在厚度方向容易造成焊缝成形、接头组织和力学性能的不均匀性[4]。对在20 mm厚的TC4电子束焊接接头进行研究发现,上层组织粗大,晶粒尺寸约为1 200 μm,而下层晶粒尺寸仅200 μm[5]。房卫萍[6]对100 mm厚TC4钛合金进行电子束焊,焊后对接头分别进行850℃再结晶退火和920℃×2 h和500℃×4 h固溶时效热处理,结果表明,固溶时效热处理的显微硬度、拉伸强度明显高于焊态,但延伸率略有下降。龚玉兵[7]研究了焊接热输入对20 mm厚TC4电子束焊接头组织演变规律的影响,发现增大焊接热输入会使晶粒和组织粗化,但可减小组织的不均匀性,减小热输入会增大组织的不均匀性,且增加气孔数量。
文中采用电子束工艺对30 mm的TC4钛合金板材进行对接,研究焊接接头的微观组织及力学性能的规律,为大厚度TC4钛合金的电子束焊接提供参考与借鉴。
1 试验材料和方法
试验采用尺寸600 mm×150 mm×30 mm的TC4板材进行真空电子束对接,母材供货状态为轧制退火态。真空电子束焊接设备型号为德国SST K100,焊接工艺参数:焊接电压150 kV、焊接速度5 mm/s、束流50 mA、聚焦电流2 542 mA、腔室真空度8.0×10-5~1.4×10-4mbar、电子枪真空度 3.5×10-5mbar。焊接前打磨掉TC4钛合金表面氧化膜,并用丙酮擦拭钛合金表面去除机械加工遗留油污,最后用无水乙醇擦拭钛合金表面并吹干。
焊接完成后,使用线切割对焊接接头切取扫描试样,首先采用不同规格型号的砂纸打磨,并用抛光机抛光,处理试样表面划痕,最后用腐蚀液(HF∶HNO3∶H2O=5∶10∶85,vol.%)对试样进行腐蚀,腐蚀时间为5~10 s。采用FEI QuantaTM 250扫描电子显微镜对接头组织进行观察,采用VH1202显微维氏硬度计测试接头横截面硬度,使用Matlab将测试数据绘制成云图。参照GB/T 2651-2008《焊接接头拉伸试验方法》,采用WDW-500电子万能试验机对焊接接头进行取样及拉伸测试。
2 试验结果与分析
2.1 母材显微组织
TC4钛合金母材显微组织如图1所示。TC4钛合金母材显微组织由分布均匀、等轴状的初生α相和板条状β转变组织组成,板条状β转变组织由细小的针状α相和β相组成。初生α相体积分数为75%~85%,平均晶粒尺寸为20~30 μm。TC4钛合金母材显微组织为典型的等轴组织,其具备优异的塑性和良好的抗疲劳性能[8]。
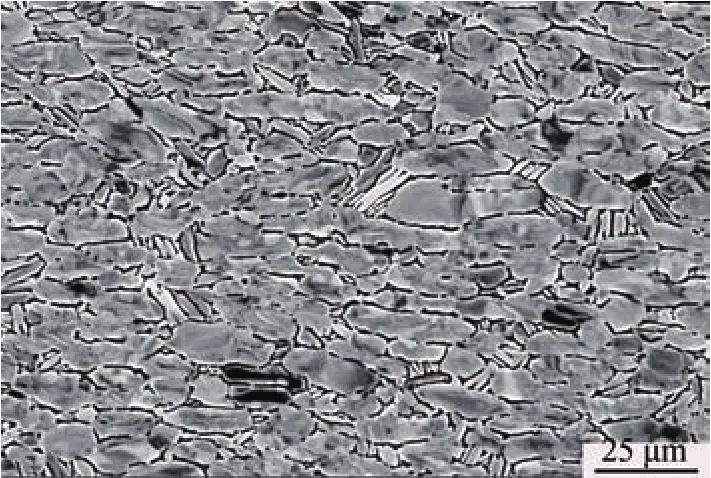
图1 TC4钛合金母材显微组织Fig.1 Microstructure of TC4 titanium alloy base metal
2.2 熔合区组织演变
TC4钛合金电子束焊接接头焊缝表面光滑,成形较好,无明显的气孔、裂纹等缺陷。熔合区呈“钉子型”,由大量的柱状晶组成,且不同位置的柱状晶尺寸及生长方式存在差异。熔合区上部柱状晶尺寸最大,柱状晶以熔合区中心为对称轴,从两侧熔合线开始向顶部生长。熔合区中部柱状晶尺寸较上部的细小,柱状晶生长方式与熔合区上部不同,其以熔合区中心为对称轴,从熔合线开始垂直于熔合区中心线生长。熔合区下部柱状晶尺寸较中部更加细小,柱状晶生长方式与熔合区中部一致,垂直于熔合区中心线生长。
熔合区沿厚度方向出现柱状晶尺寸及生长方式差异性的现象主要和熔池的散热有关[9]。金属形核以后生长方向总是向与温度梯度相反的方向生长,即背离散热最大的方向生长,两侧柱状晶相遇后便停止生长,因此熔合区呈现对称生长的规律。熔池冷却过程中,熔池下部较熔池上部先冷却,熔池下部的高温停留时间较短,β晶粒没有足够的时间生长。且熔池从上往下宽度依次降低,熔池上部的β晶粒较熔池下部有充足的空间生长,因此熔合区从上往下,β晶粒尺寸依次减小[10]。
TC4钛合金熔合区显微组织如图2所示。熔合区中部显微组织(见图2a)由粗大的β晶粒组成,β晶界清晰完整,晶内由魏氏组织和网篮组织混合而成。局部放大后(见图2b)可见清晰、连续的晶界α相(αGB),在αGB两侧分布着片状α集束,组成魏氏组织。在晶界内部分布着粗大的α片层,其纵横交错组成网篮组织。熔合区边缘的显微组织由等轴晶组成(见图2c)。
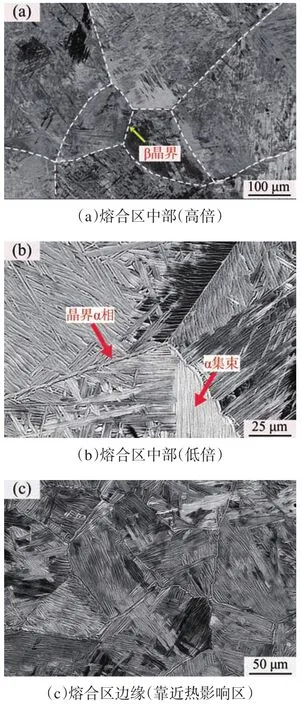
图2 熔合区显微组织Fig.2 Microstructure of fusion zone
高能量的电子束轰击到TC4钛合金板材使其熔化,温度降低后,熔池开始凝固(1 605℃),此时形成粗大的β晶粒[11]。随着冷却的进行,温度进入α+β两相区,在β晶界处形成不连续的αGB,其沿着β晶界不断扩展形成连续的αGB。α相在αGB与β晶界处形核,α相从界面处沿着同一方向向β相内生长,遇到其他取向的α相便停止生长,这种具有同一取向的α相成为α集束。随着冷却的继续进行,由于α集束生长方向不一,在β晶界内部存在择优取向,α相不均匀形核形成片状的、取向不一的α相[12]。金属凝固时,总是四周先凝固,中心后凝固,四周β晶粒没有充足的时间生长,且存在较大的过冷度及非均匀形核作用,使得熔合区边缘为等轴晶[13]。
2.3 热影响区组织演变
TC4钛合金热影响区显微组织如图3所示。靠近熔合线的热影响区峰值温度超过β转变温度(见图3a),此区域由少量的初生α相和不同取向的α集束组成。升温过程中由于加热时间较短,部分初生α相未来得及转化为β相,在冷却过程中保留了下来。保留的初生α相与新形成的β晶粒之间形成异质界面,冷却过程中α相在此界面处通过扩散型相变向β晶粒内部生长,取向一致的α相遇到其他方向的α相则停止生长,因此形成了不同生长取向的α集束[14]。热影响区中部组织由初生α相、针状α相、少量β相组成(见图3b)。由于热输入降低使峰值温度降低,更多的初生α相被保留下来,高温停留时间较短,因此有少部分β相被保留了下来,与次生α相形成了β转变组织[15]。靠近母材的热影响区受热输入影响较低,组织与母材组织相似(见图3c),由初生α相与β转变组织组成,初生α相体积分数较母材略有减少。
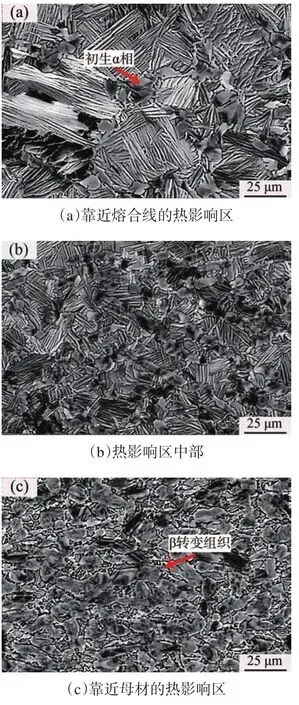
图3 热影响区显微组织Fig.3 Microstructure of heat-affected zone
热影响区组织演变机理如图4所示。可以看出,不同位置的热输入量受距离熔合线的远近影响,距离熔合线越远,热输入量越小,其峰值温度也就越低。热影响区不同部位的组织组成差异较大,定量统计图3中靠近熔合线的热影响区、热影响区中部、靠近母材的热影响区的初生α相的体积分数分别为27.36%、47.61%、71.21%,从熔合线到母材,热影响区初生α相的体积分数逐渐增加。此外,热影响区不同位置的差异还包括晶粒尺寸递减和β转变组织的生成。
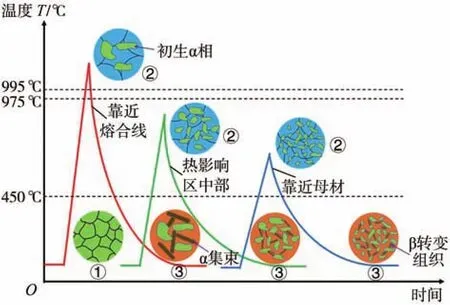
图4 热影响区组织演变机理Fig.4 Microstructure evolution mechanism of heat-affected zone
2.4 接头力学性能
TC4钛合金焊接接头显微硬度测试云图如图5所示,焊接接头显微硬度以焊缝为中心对称分布。熔合区与靠近熔合线热影响区的显微硬度差别较小,平均值为340 HV,母材及靠近母材的热影响区的显微硬度相似,平均值为290 HV。所测区域焊接接头上部显微硬度低于下部。熔合区及靠近熔合线一侧热影响区存在纵横交错的α片层,且晶粒尺寸远小于初生α相,晶粒越细小,越能够阻碍位错的运动[16],宏观上表现为硬度的提高。且母材存在更多数量的β相,因β相硬度低于α相[17],所以熔合区显微硬度高于母材。由于焊接接头横截面越往下熔合区熔池越窄,其晶粒更加细小,阻碍位错运动的能力越强,因此焊接接头横截面上方熔合区显微硬度低于下方。
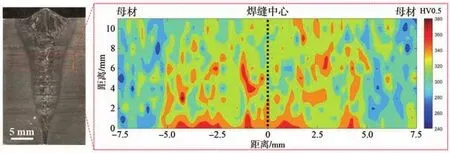
图5 TC4钛合金焊接接头显微硬度Fig.5 Microhardness of TC4 titanium alloy welded joints
母材及焊接接头拉伸应力-应变曲线如图6所示,可以看出母材的抗拉强度为942 MPa,焊接接头的抗拉强度为907 MPa,接头强度系数达到96%。焊接接头拉伸断裂位置为熔合区,从组织上分析,由于焊接接头中存在αGB,降低了其抗拉强度,在受力过程中,片层状的α相阻碍位错滑移,使得位错在晶界处堆积,产生裂纹并扩展直至断裂。
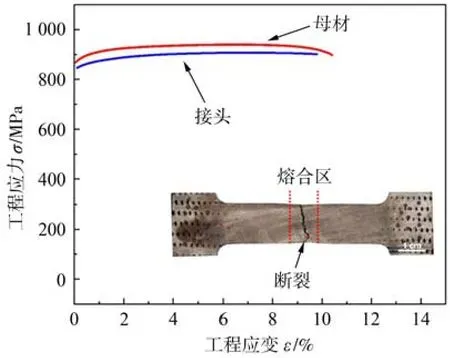
图6 拉伸应力-应变曲线Fig.6 Stress-strain curves of tensile test
3 结论
(1)TC4钛合金焊接接头熔合区由粗大的柱状晶组成,柱状晶均以熔合区中心对称生长,熔合区上部向顶部生长,中部和下部垂直熔合区中心向内生长,从熔合区顶部到底部,柱状晶尺寸依次减小。熔合区中部组织由以αGB处形核生长的α集束和粗大α片层组成,熔合区边缘为等轴晶。
(2)热影响区存在较大的组织不均匀性。靠近熔合线的热影响区、热影响区中部、靠近母材的热影响区的初生α相的体积分数分别为27.36%、47.61%、71.21%。从熔合线到母材,热影响区初生α相的体积分数逐渐增加。
(3)熔合区显微硬度高于母材,焊接接头的抗拉强度略低于母材,接头强度系数达到96%,拉伸断裂位置位于熔合区。
猜你喜欢
电子测试(2017年12期)2017-12-18 06:35:21
材料工程(2017年6期)2017-06-22 13:33:24
科技创新与应用(2016年5期)2016-10-21 09:06:26
中国新技术新产品(2016年6期)2016-05-14 16:10:33
中国塑料(2016年7期)2016-04-16 05:25:49
焊接(2016年10期)2016-02-27 13:05:32
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年9期)2015-07-18 11:03:51
焊接(2015年7期)2015-07-18 10:59:18
焊接(2015年7期)2015-07-18 10:59:18
