
330 MW机组励磁机振动故障分析与处理
2022-07-01 00:55何兆波张海涛唐士明金俊先
东北电力技术 2022年4期
刘 宇,何兆波,张海涛,唐士明,金俊先
(1.国家能源集团科学技术研究院有限公司,江苏 南京 210046;2.国能双辽发电有限公司,吉林 四平 136400;3.国能哈尔滨热电有限公司,黑龙江 哈尔滨 150000)
振动是影响汽轮发电机组安全性的重要参数之一,机组振动可分为强迫振动与自激振动。火电机组常见的振动故障原因有质量不平衡、动静碰磨、油膜振荡与汽流激振等[1]。
质量不平衡是引起振动故障常见原因,现场动平衡是处理旋转机械振动故障的有效手段[2-5]。
1 设备与故障概述
1.1 设备概况
某电厂汽轮机是由哈尔滨汽轮机厂有限责任公司生产的亚临界参数、一次中间再热、单轴、双缸双排汽、双抽供热凝汽式汽轮机,型号为N330/C255-16.67/0.8/537/537;发电机由哈尔滨电机厂有限责任公司生产,型号为QFSN-300-2;励磁机型号为JL-1434-4。汽轮机轴系简图见图1。
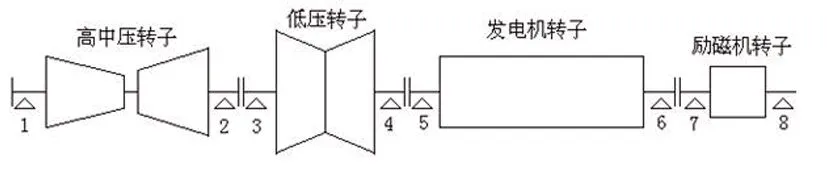
图1 机组轴系简图
1.2 故障概述
电厂于2020年3月—5月进行A级检修,于5月19日进行修后首次冲转,顺利定速3000 r/min,而后停机备用。备用期间对励磁机进行检修,于6月7日再次进行冲转,冲转过程中励磁机7X振动数值最高超过200 μm,定速后7X振动数值达102 μm,数值偏高。
2 振动故障分析
5月19日A级检修后首次冲转,励磁机转子通过临界转速2300 r/min各轴瓦振动数值见表1,定速3000 r/min后,各轴瓦振动数值见表2。

表1 A修后首次冲转2300 r/min振动数值
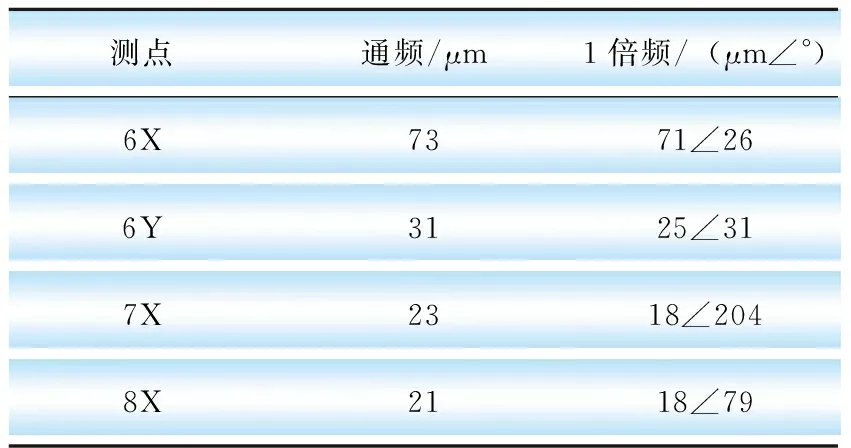
表2 A修后首次冲转3000 r/min振动数值
备用期间对励磁机进行检修,检修过程中解开励磁机与发电机对轮,恢复后对轮晃度达80 μm。于6月7日再次冲转,励磁机相关各轴瓦振动数值见表3、表4。
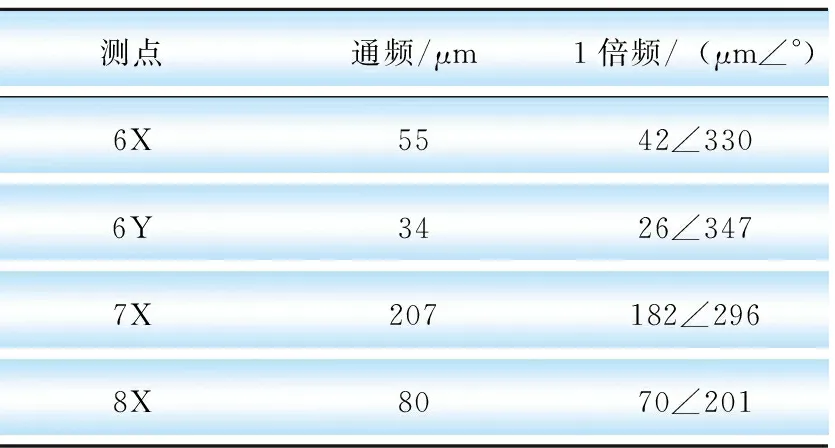
表3 励磁机修后2300 r/min振动数值
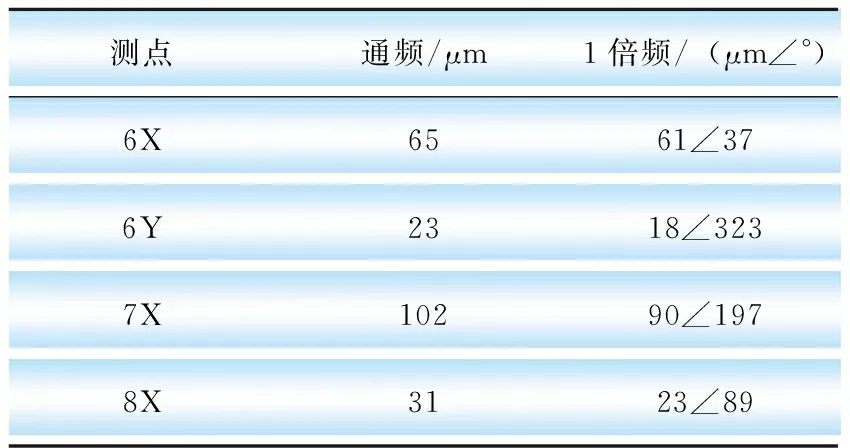
表4 励磁机修后3000 r/min振动数值
由表3、表4中可以看出,励磁机检修后,通过临界转速时振动以1倍频为主,且振动数值较首次冲转发生较大改变。7X振动的频谱图与波德图分别见图2、图3。由图2、图3中可以看出,励磁机7瓦振动主要以1倍频为主,波德图中可以看出7X振动数值随着转速变化存在典型的波峰,判断7X振动偏高的主要原因为质量不平衡。
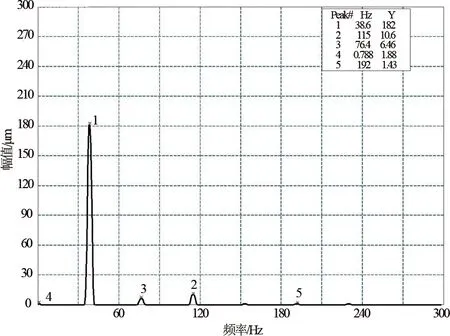
图2 7X振动的频谱图
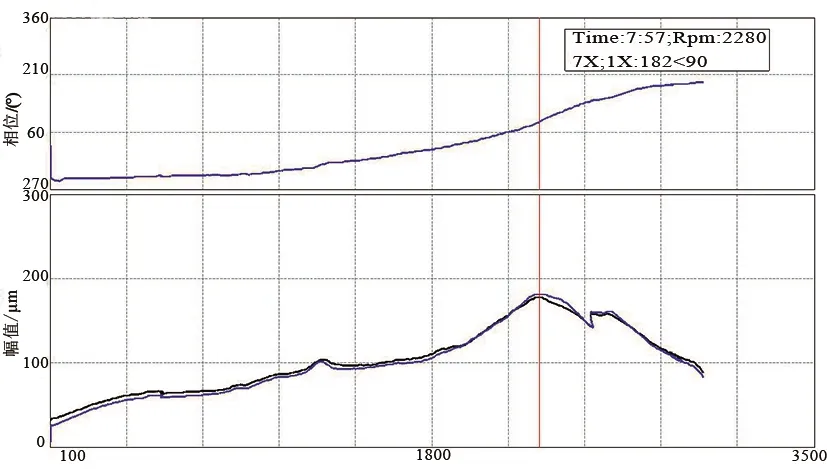
图3 7X振动的波德图
3 振动故障处理
对于励磁机质量不平衡故障,现场动平衡试验是有效的故障处理手段[6-8]。
3.1 平衡原理
a.测量原始振动
把转子转速升高到第一临界转速附近,测量轴承振幅和相位,根据需要可选用定速或者变速测量。
b.试加重和测量加重后的振动
选取一阶试加重,求出各个选定平面上的加重值,依次加到各个平面上。重新启动转子,重复第一步骤,测量试加重后的振动。
c.计算一阶平衡重量
求出一阶平衡重量Q1与试加重P1的比值α1,计算式为
(1)
A1+B1=(A01+B01)-(A0+B0)
(2)
式中:A0、B0为转子上未加重时在相应转速下的2个轴承振动;A1、B1为转子上加了P1后,在2个轴承上引起的加重效应;A01、B01为转子上加了P1后轴承的振动。
这里的试加重P1实际上为一组重量,为计算平衡方便,一般以某一平面上加重数值和方向为准。
把每个平衡面上的试加重重量分别乘以α1,即可获得每个平衡面上所需的一阶平衡重量的数值和方向。
3.2 现场动平衡过程
考虑电厂的启动周期与加重便利,第1次配重在励磁机与发电机对轮,加重方向为360 g∠168°,配重后启动机组,励磁机相关各轴瓦通过临界转速与定速3000 r/min振动数值见表5、表6。
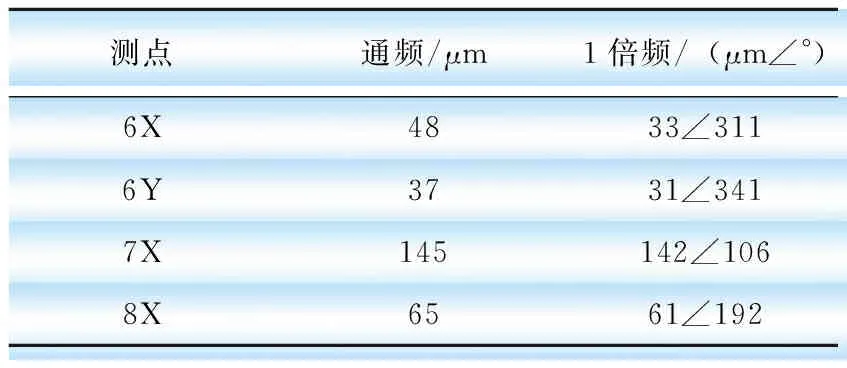
表5 对轮加重后励磁机2300 r/min振动数值
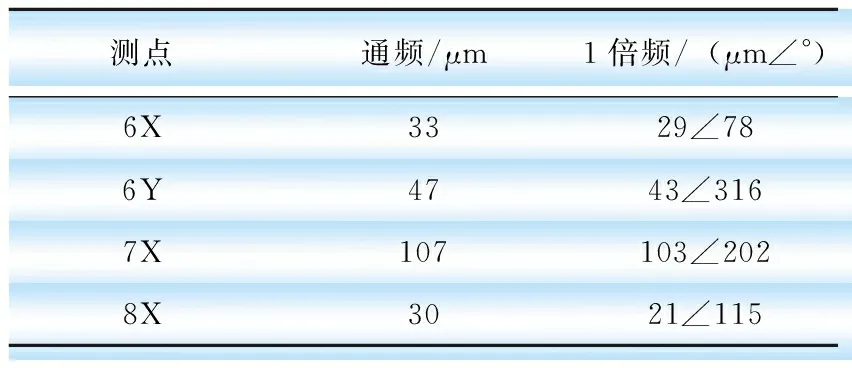
表6 对轮加重后励磁机3000 r/min振动数值
由表中振动数值可以看出,在对轮上配重后平衡效果未达到最佳值,临界转速下7X振动数值虽有下降,但工作转速下振动数值依然偏高。
分析认为对轮上加重质量受到限制,且配重的形式为跨外配重,对于型号为JL-1434-4的励磁机,对跨外配重的振动响应不明显,如需取得良好的平衡效果,应在转子的跨内加重。
保留对轮上已有配重,在励磁机7瓦侧风扇环配重340 g∠200°。转子跨内配重后,再次启动机组,励磁机相关各轴瓦通过临界转速与定速3000 r/min振动数值见表7、表8。
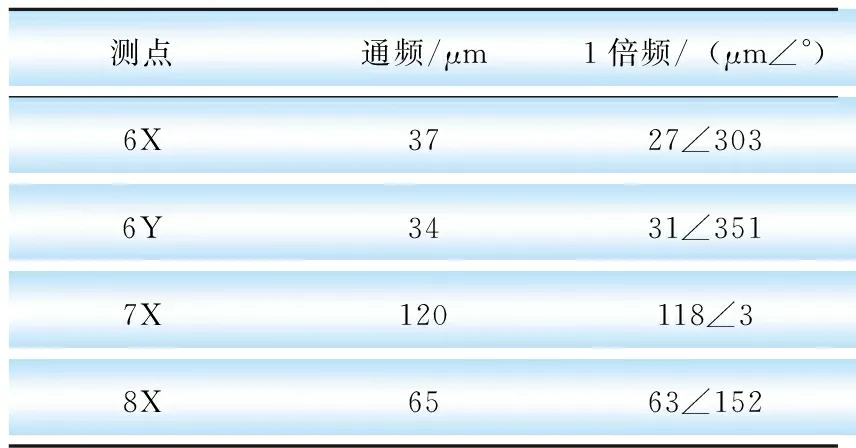
表7 风扇环加重后励磁机2300 r/min振动数值
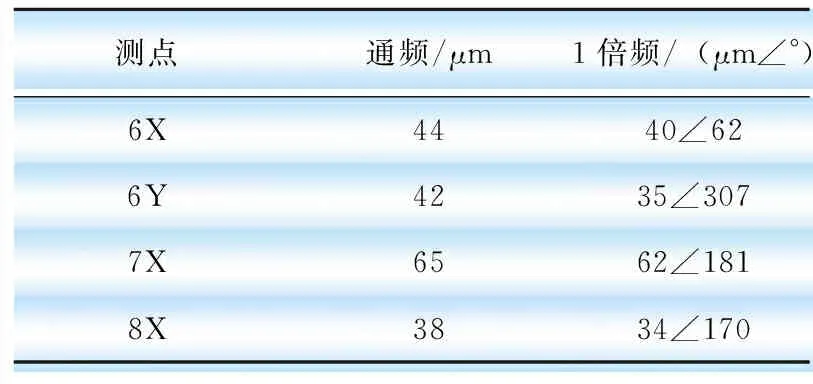
表8 风扇环加重后励磁机3000 r/min振动数值
励磁机风扇环加重后,7X启动过程波德图见图4。
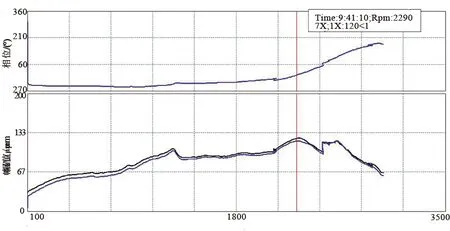
图4 风扇环配重后7X振动的波德图
3.3 处理结果
通过在励磁机风扇环上配重,励磁机转子平衡良好,顺利通过临界转速,转子定速3000 r/min后,励磁机相关各轴瓦振动数值均达到优秀水平。
3.4 加重形式对励磁机影响对比
本次励磁机现场动平衡试验分别在励磁机与发电机对轮处、励磁机7瓦侧风扇环处进行配重,可以看出在励磁机转子跨内与跨外配重效果存在一定的差异,表9为2次配重对7X影响系数的对比。由表9中可以看出,转子对跨内配重的响应显著大于跨外,在进行类似振型的平衡时,应优先选择跨内加重。
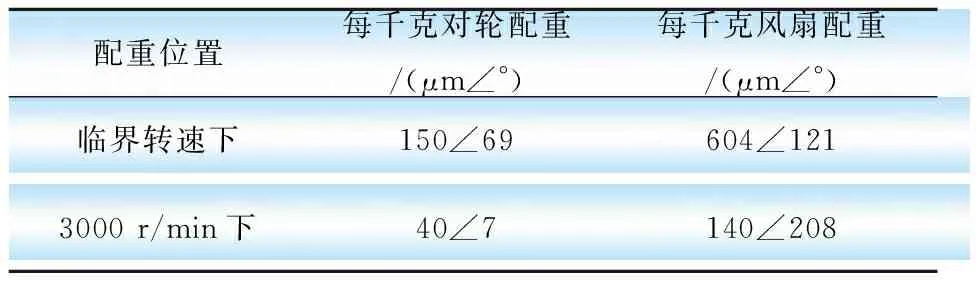
表9 2次配重对7X振动影响系数的对比
4 结论
a.该励磁机7瓦振动数值偏高的原因为质量不平衡,质量不平衡的振动特征为1倍频振动分量较大,且振动稳定。
b.采用现场动平衡试验可较好地解决质量不平衡故障。因检修条件限制,对轮晃度超标不严重情况下,可通过现场动平衡解决振动故障。
c.对于励磁机转子,在转子跨内加重的响应效果要优于跨外,现场动平衡试验时应优先选择在转子跨内进行配重。
猜你喜欢
农业装备与车辆工程(2022年4期)2022-10-31
阅读(低年级)(2022年6期)2022-06-17
汽车实用技术(2022年9期)2022-05-20
防爆电机(2022年2期)2022-04-26
中国品牌(2021年6期)2021-08-06
汽车之友(2017年18期)2017-10-31
故事大王(2017年4期)2017-05-08
农机使用与维修(2014年10期)2014-10-23
农机使用与维修(2014年1期)2014-09-23
农机使用与维修(2014年9期)2014-09-21
