
基于约束理论思维过程对台车生产线优化
2022-06-28 02:11常雪彬徐克林
精密制造与自动化 2022年1期
常雪彬 徐克林
(同济大学 机械与能源工程学院 上海 201804)
随着市场竞争的日益激烈,装备制造企业想要持续获得好的经济效益,尽可能挖掘和改善生产车间的有效产出显得极其重要。近年来约束理论思维过程受到了众多企业的关注与实践。蓝贞贞[1]对线边库存管理瓶颈运用思维过程进行分析发现并改善,将成熟度从原来的65%提高到95%,线边库存量得到有效下降。吴球军等[2]运用冲突图对库存控制的两难选择进行分析,提供了破解思路,改变大批量生产配送的模式,缩短生产周期和补货周期,即可降低库存水平。刘婉[3]运用思维过程对汽车分销系统进行分析,找到核心瓶颈所在,然后利用冲突图对瓶颈冲突进行分析,通过采用小批量多批次的补给模式,可以达到提高系统产出的同时,降低总成本的目的。基于此,本文将运用约束理论对C公司台车装配生产线进行分析并优化,以达到提高有效产出的目的。
1 台车装配生产线现状分析
现针对C公司台车装配生产线为优化对象。台车装配生产流程如图1所示。该装配生产线总共包含17道工序。

图1 台车装配生产线流程
1.1 现状树绘制及分析
在企业管理实际当中,经常发生管理人员四处“救火”的情况,总是在解决一些反复发生的问题。比如车间主任刚将装配质量问题解决,不久之后同样的问题还是会再次出现。这就表明,管理者仅仅只是解决了表面的问题,而没有从问题产生的根源上解决问题。在现状图中用不良效应(Undesirable Effects, UDE)来称呼这类表层问题,如果只是简单的对UDE进行改善,短期内问题会得到一定的缓解,但是长期来看,同样的问题依然会重复产生。因此需要利用现状图来透过UDE发掘问题的根源。
为了更加全面且符合实际的列出不良现象,研究小组经C公司领导同意发动全员参与,公司管理层、车间主任包括装配工人各自提出存在问题的地方。经过筛选和判别之后总结台车装配生产线的不良效应,然后通过绘制现状树展现产生 UDE核心原因的逻辑关系。现状树如图2所示。

图2 台车装配生产线现状树
从图中可以清晰的看到现状树的树根位置为检验工序等待时间和操作时间过长,该问题即为最根源问题。同时,装配专用工具工装缺乏及紧急类订单插队问题为次要问题也需要解决。
1.2 冲突图绘制
冲突图是约束理论思维过程之中一个重要的工具,用来表示和分析冲突的逻辑化工具,用图形化展现出存在的冲突或者两难情况,为进一步化解冲突提供支持。由于核心问题可分为检验工序等待时间过长和操作时间过长两个问题,故对两个问题分别绘制冲突图,如图3和图4所示。

图3 检验等待时间过长冲突图

图4 检验操作时间过长冲突图
从冲突图中可以看到,等待和操作时间过长的问题存在的冲突,后续改善需要从解决这两个冲突方面入手加以改善。
1.3 未来树绘制
在使用现状树发现问题,冲突图对问题分析后,接下来对未来的效果进行预测。然后观察执行相关改变后的影响和结果,查看是否有新的问题出现,并考虑相关对策。同时尽可能的消除新问题的负面影响。未来树如图5所示。

图5 台车装配生产线未来树
1.4 必备树绘制
在完成未来树绘制之后,就要制定针对目标的解决方案。此过程首先使用必备树,用来识别解决方案可能面临的障碍。必备树就是用来应对解决方案执行时遇到的困难设立中间目标的逻辑图。该图可以直观的展现要实现解决方案所需要克服的中间目标。
检验工序作为核心瓶颈问题,迫切需要进行改善,以达到消除瓶颈的目的,瓶颈的消除可以极大地提高整条台车装配生产线的效率,并解决各个相关问题。检验工序依旧分为等待时间和操作时间问题进行单独分析。
首先对等待时间问题进行必备树的绘制。为达到缩短等待时间的目标,首先要对等待时间的主要构成进行了解并加以分析,针对不同问题给出不同的解决方案。在分析后发现主要等待时间为客户监理到场等待时间,主要障碍在于无法获得准确的相关生产完成时间,导致无法较好的预约客户监理到达现场的时间。C公司拟使用SAP系统记录生产进度情况,以实现实时了解当前生产状况,并提前预约好客户监理到达现场,已消除该障碍。于是绘制出如图6所示的检验工序等待时间必备树。
然后对检验工序操作时间问题进行必备树的绘制。为了达到缩短操作时间的目的,先要对检验工序操作时间步骤和检测项目进行详细分析。考虑将检验工序进行拆分分类处理。这时又遇到了新的障碍,检验工序拆分需要得到用户及监理的同意才可执行,于是应该先与客户与监理充分沟通,将可以独自进行的检验区分出来,将这些检验前置以减少检验工序操作时间,关键参数的检验仍等待监理到场共同参与。根据以上情况绘制出如图7所示的必备树。

图6 等待时间过长必备树

图7 操作时间过长必备树
1.5 转变树绘制
约束理论思维过程的成功运用需要集思广益,将所有能够帮助实现最终目标的活动集中起来,梳理这些活动之间的相互关系,确定具体活动的先后执行顺序。最终制定执行计划,转变树就是用来描述执行计划的一个交流工具,向全体员工传达行动计划,共同实现最终目标。转变树通过将实际行动和中间目标相结合,以应对必备树中多个且复杂的目标。
研究小组召集各相关部门核心成员共同讨论后,绘制了台车装配生产线转变树如图8所示。从图中可以看出为了实现终极目标,台车装配生产线的持续优化所需要依次进行的步骤和方法。首先为了解核心瓶颈时间过长的原因,通过运用鱼骨图对检验工序等待时间和操作时间过长问题进行详细分析。在了解了检验工序等待时间和操作时间过长的具体原因后,需要与用户充分沟通降低等待时间,将检验工序拆分部分前置以缩短检验工序操作时间。

图8 台车装配生产线转变树
2 台车装配生产线改善
研究小组按照转变树制定的转变计划运用各类工具和方法依次执行改善。首先运用5W1H分析法对检验工序过长问题进行分析并绘制鱼骨图如图9所示。

图9 检验工序鱼骨图
从鱼骨图上可以清晰的看出引起检验工序等待时间和操作时间过长的各类原因,其中较为核心的问题为导致等待时间过长的监理到场时间过长和导致操作时间过长的检验工序的繁复和缺乏重新规划的问题。
首先关注导致等待时间过长的问题,从鱼骨图分析中可以看出主要包含两个问题,一个是预约时间过长,另一个是等待时间过长。对预约时间过长问题进行详细分析,发现本质上是由于对生产计划准时性存在问题,无法精确掌握具体完工时间,导致只有较短的缓冲时间才对客户监理进行预约,这就造成了预约时间过长问题。该问题可利用SAP系统加强生产管理,实时掌握生产进度,可以对完工时间进行较好的预测,提前与客户监理进行预约,达到消减预约时间的目的。对于等待时间过长问题进行分析发现,等待时间过长主要由于C公司地理位置较为偏僻,客户监理到场路途较远,且周边配套较为缺乏,住宿条件较差,导致客户监理往往不愿提前到场住宿等待。研究小组了解了情况后经过C公司讨论决定充分利用现有空闲职工宿舍,对宿舍进行改造以满足客户监理住宿要求,使客户监理可以较早的到达C公司,以确保完工时可以及时到达现场参与检验,极大地缩短了等待监理时间。原检验工序等待时间需要1.5天才可进行检验操作,其中预约客户监理时间约0.75天,等待客户监理时间约0.75天。C公司经过加强管理使用SAP系统,较好的掌握生产完工时间,提前预约客户监理。对职工宿舍进行了改造满足客户监理基本住宿要求,使得监理可以提前到达现场等待,在完工时能较快的参与检验。在C公司完成这两项改善后,极大缩短了等待客户监理时间,基本可以确保在前道工序完工后60分钟客户监理即可到达现场参与检验,极大地缩短了检验工序的等待时间。
针对导致操作时间过长的问题进行改善,鉴于检验工序过于繁复,且不是所有检验项都需要客户监理参与,可以考虑将检验工序操作项进行分类整理。将不需要客户监理参与的检验项目前置,这样既可以缓解检验工序过长的问题,也可以避免前导工序的误差积累。研究小组多次测量了各个检验环节操作的时间并求得平均值,作为该环节的操作时间。同时召集客户及监理开会共同讨论各个项目客户及监理的关注程度,确定各个检验项目是否需要客户监理到场。与客户、监理沟通完成之后得出结果见表1所示。
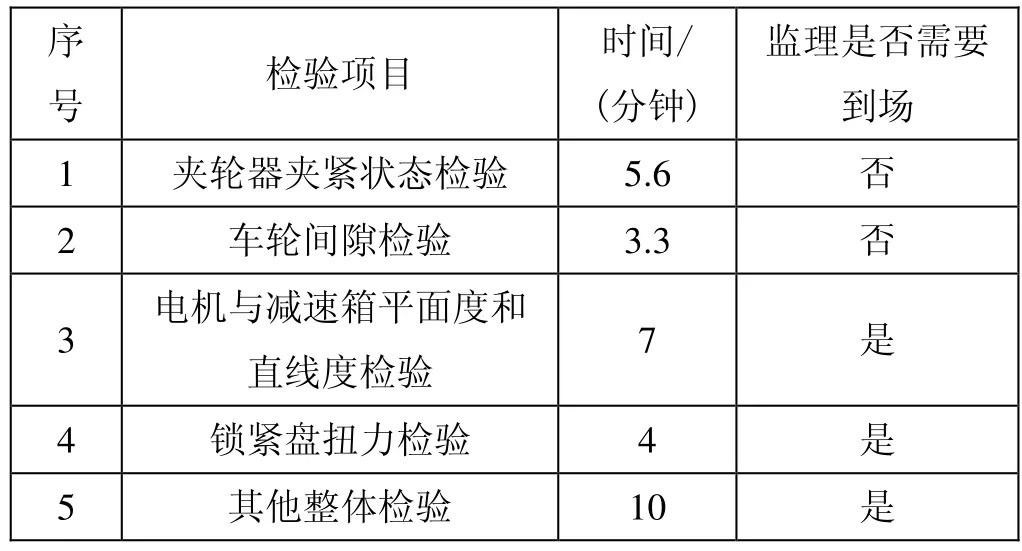
表1 检验工序表
从表中可以看出夹轮器夹紧状态检验和车轮间隙检验可以不需要客户监理到场参与,只需出具检验报告提供给客户监理即可,且在后续的整体检验试车之中会涉及到相关性能的体现。电机与减速箱平面度和直线度检验,锁紧盘扭力检验和其它整体检验这些都需要客户监理到场参与其中。因此拟将夹轮器夹紧状态检验和车轮间隙的检验工作前置,即将该两项检验工作移至原工序9安装夹轮器之后进行。这样既缩减了检验工序操作时间,提高了生产线平衡率,又将相关检验工序前置,达到了消除前导工序误差积累的问题。
在完成检验工序的改善之后,C公司按照转变树步骤继续推进,对紧急订单插队问题进行改善,运用SAP ERP系统对整个生产加以管理,做到可以实时了解生产进度及生产能力, 提前预约客户监理,消减等待时间,使紧急订单顺利完成。SAP生产管理系统界面如图10所示。

图10 ERP生产管理界面
ABC分类法又被称为帕累托分析法,是存储管理中最为常用的一种分析方法。ABC分类法对库存按照重要程度、价值、资金占用及消耗情况等维度进行分类和排序,将库存分为 A、B、C三类,进行分类管理。其核心思想就是将事物在众多因素中分清主次关系,识别出对事物起决定性作用的关键因素。研究小组首先收集物料数据进行整理并计算,根据金额占比和存放空间的影响对物料进行 ABC分类,如表2所示。

表2 台车装配生产线ABC分类表
研究小组根据现有物料堆放区域进行重新划分,根据不同物料分类分别划分区域存放,并且重点保障A类物资的堆放。B类物资增加货柜分类堆放。C类物质也增加货柜分类堆放,每个托盘放置一类物料,并设置名称卡片,方便识别。同时还为了保证不同项目的物料不至于混放,项目相关物料尽量摆放在一起,同一项目物料保持相对集中原则,使得物料堆放更加紧凑规范,避免不同项目物料混放情况发生。同时还提高了使用效率,降低了查找物料的时间。改善后堆放区域如图11所示。

图11 改善后物料堆放区
结合 5S现场管理研究小组对工具工装缺乏及摆放混乱问题进行解决。按照 5S步骤依次进行整理、整顿、清扫、清洁、素养管理。针对工装缺乏问题,首先从反馈问题最多和易疲劳动作较多的工序进行。经过问卷调查和现场查看选出工序13安装制动器工序作为首先解决缺乏工装问题。
针对工具摆放混乱问题,参考其他优秀企业经验,制作工具小车对工具进行合理分类摆放。改善后工具小车如图12所示。

图12 各类工具小车
针对工序 13安装制动器工序反馈问题较多且易疲劳动作较多,对该工序操作进行了详细动作分析,针对需要弯腰过多等问题进行改善,有针对性的设计专用工装。改善前后对比图如图13所示。工装使得操作简单,减少了工人的弯腰低头,并且保证了定位的准确性。工装设计得十分轻便,在移动构件定位的过程中,降低了操作工的劳动强度,且工装可以放置在工具小车上,随用随取。工装设备使用后,减少了工序准备时间和工序操作时间,准备时间由原来的20 秒缩短到15 秒,操作时间由原来的372 秒缩短到166 秒,效率提升了53.8%。

图13 工装使用前后对比图
按照转变树逐步实施改善后,台车装配生产线的问题得到了有效的解决:消除了检验工序瓶颈,生产效率得到了提高;通过SAP ERP系统使用提高了生产管理能力;物料堆放更加合理,提高了使用效率;车间环境干净整洁,工具摆放合理,增加工装有效降低劳动强度并缩短工序时间。目前问题得到了解决,但随着生产的进行依然会有新的问题出现,只有持续不断的改进才能时刻保持竞争力。
4 结语
通过使用TOC思维过程,达到台车装配生产线瓶颈消除的目标,并通过运用TOC理论,为J基地台车装配生产线进行改善,消除了各种不良效果,给台车装配生产线效率带来了极大的提升。
猜你喜欢
船舶标准化工程师(2022年4期)2022-08-23
交通科技与管理(2022年8期)2022-05-07
商业评论(2020年3期)2020-06-15
砖瓦世界·下半月(2019年11期)2019-10-20
东坡赤壁诗词(2018年3期)2018-07-16
妇女生活(2018年3期)2018-03-15
科普童话·神秘大侦探(2017年4期)2017-04-06
视野(2015年14期)2015-07-28
读者(2015年12期)2015-06-19
中国海关(2014年2期)2014-10-21
