汽车总装专业全流程数智化敏捷质量管控
2022-06-23 10:58王金成李思文
机电工程技术 2022年5期
刘 兴,王金成,刘 鹏,李思文
(一汽-大众汽车有限公司佛山分公司,广东佛山 528000)
0 引言
随着汽车疫情、芯片、燃油等问题导致的汽车行业增速缓慢,大型汽车企业如何在市场寒冬和各方造车新势力的围追堵截下脱颖而出,保证产品的认同度显得愈发重要。为实现该目的,必须要保证产品的高质量,对于大型汽车企业来说,因为涉及零部件、人员较多,如何利用数智化的手段去管控质量、提升质量显得愈发重要。
国内外对产品生产过程质量都进行了大量的研究。朱万方[1]如何借助现有的质量信息系统去管控过程质量,许有健等[2]识别汽车制造过程中的管控要素和相应的方法,唐艳、陈莉等[3-4]制造业在数智化升级的整体框架研究。上述文献虽然在质量管控、数智化方面进行了深入地研究,但是没有深入接入汽车生产总装专业质量的全流程敏捷管理,因为对汽车总装专业的全流程敏捷质量管理研究显得愈发重要。
本文依托国内一流主机总装专业,针对总装专业的全流程质量管理,借助大众康采恩体系的工业工程KPS方法和数智化手段,构建智慧管理五步法(智能管控,智能预警,智能分析,智能预防,智能决策),对总装专业的全过程质量进行敏捷的数智化管控,从而提升保证产品质量。最后对产品最终质量进行验证,确保智慧管控五步法的准确性。
1 全流程提升数智化方案
车间依托自身数智化技术,自主从设备PLC(西门子S7-300 系列)、外置环境等传感器、FIS 质量数据库、andon 生产数据库、拧紧数据库、ups 电检数据库整合车间所需要的所有数据,按照具体的要求进行整理,构建自身的数据中台系统。对车间质量业务所设计的所有模块进行业务层次的切片处理,获取质量切片模型,从售后质量、生产质量、质量体系3 个切面深入管控,依托智能管控、智能预警、智能分析、智能预防、智能决策5 步智慧管理方法,从而达到对车间质量进行全面地管控,全面提高生产质量、售后质量和过程质量,更加完善车间质量体系,实现车间全流程数智化敏捷质量管控。
2 智能管控-基于FIS-eQS 二次开发智慧质量管理系统
2.1 项目背景
传统总装专业各工段及班组、QRK 检查环节均是采用纸质单进行缺陷的记录管理,记录的方式没有统一的规则,数据的统计、整合、分析等工作需要额外的人员进行单独开展且无法精准地实现质量数据指导实际生产。与此同时,生产线所有的检测类设备的参数无法进行数字化监管、预警,也无法进行统一的协同管理,提质增效难度较大。
2.2 技术实施
FIS-eQS 系统是基于大众集团为用于生产控制的FIS系统而开发的电子质量管控系统。其可以收集布局于整个工厂的质量信息采集设备的数据(如EC 拧紧、加注、前束等),并以一台车为单位,构建每台车的质量信息,对每台车的全生命流程进行质量监控。
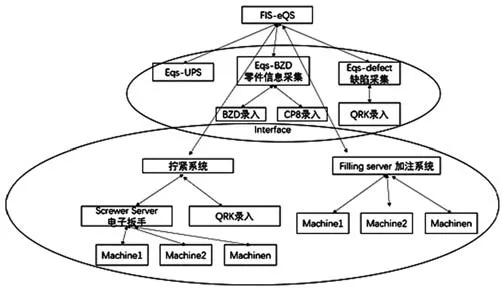
图2 FIS-eQS数据采集方式
基于FIS-eQS 一体机布控车间各个班组、QRK 检查点及质保路试及ZP8交付100%检查点。通过统一的缺陷描述导入,实现全价值链全员的统一录入管理。FISeQS 系统对全流程质量进行数据收集并进行存储,相当于一个巨大的数据库。基于FIS-View 数据源的二次编程开发,实现各个检查点指标、数据分析、预测等质量管理工作。另外,也将加注、前束、转毂、电检等过程关键检测设备的数据与FIS-eQS 系统打通,实现设备参数的预防性管理及与产品结果进行双向对接。
实施案例:利用FIS-eQS 质量系统对检查数据进行深度挖掘并实现检查人员的精准画像管理。质量指标管理及分析:连通加注、拧紧、电检系统,实现全过程直通率指标实时数据趋势监控及可视化管理。同时,通过多维度细分,使问题指向性更强,并自动报告精准推送,提高效率0.5 h∕人∕天。另外,车间现场人员稳定性监控:实现缺陷实时投射至工位,响应时间由原来的3 h 降至1.5 min。同时,通过工位质量热力图对作业人员状态进行实时监控,如图3所示。

图3 FIS-eQS工位热力图
随着车间生产的数据长时间积累,就构建了生产过程的大数据,如何有效地利用这些大数据,去精准地展现生产过程操作人员专业技术能力模型,从而有针对性地提升相应能力,显得愈发重要,而且随着数据的大量积累,相应的用户模型就愈发精准,可以更加有效地提升操作者的专业能力[5]。根据FIS-eQS收集的车间数据与路试及ZP8 交付人员信息进行实时匹对,对于路试及ZP8 交付人员的精准画像:精准识别员工检查遗漏点,班组整体检出率从75.3%提升至94.3%; 整体员工岗位遵守率由66% 提高的91%; 建立了一套完整的员工管理精细化管理数字化运行机制。如图4所示。
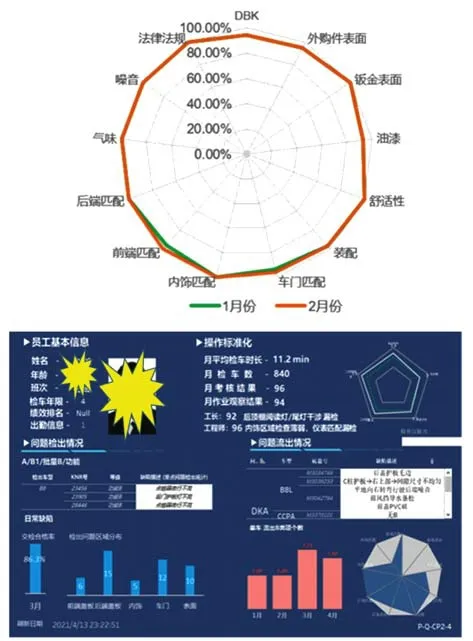
图4 路试人员能力模型及自动画像
2.3 项目成果
通过Fis-eQS 系统的全流程质量监控,总装专业的过程直通率从55%提升至当前的85%;员工漏检及设备导致的缺陷率由10% 降至当前的3%;生产线检查员工及设备参数报错的响应时间由平均的2 h 缩短至不到1.5 min,问题从发现到解决的效率极大提升。
3 智能预警-语音智慧屏系统
3.1 项目背景
目前车间的质量问题信息反馈无法精准反馈到具体的工位,当ZP8 或者ZP7 录入质量问题后,操作者无法第一时间获得自己工作岗位的质量最新问题,也就无法获得当前最新的质量缺陷,可能会导致类似问题重复发生。
利用MTM 得出车间辅助时间[6]对比哈勃报告的竞争车型,有较大的优化空间。总装效率因素分布在人、机、料、法、环各个环节,落到生产线整体体现为价值工时与辅助工时,从节拍平衡看,其中价值工时约占60%,辅助工时约占40%,价值工时的影响因素在总装外(产品可装配性、加工深度、结构形式),辅助工时的影响因素主要在总装车间内,所以立足于总装车间,拟从辅助工时的角度研究总装效率提升的解决方案。如表1所示。
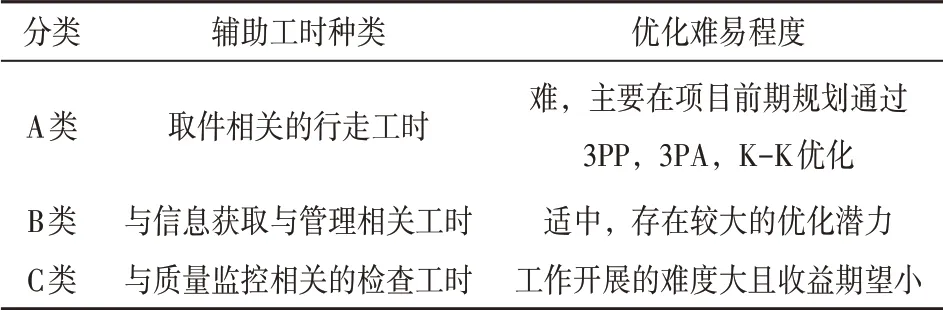
表1 辅助工时分类分析
为此,此次项目重点对B类辅助工时进行深入研究。车间生产共有400+工位,每个工位的B 类辅助工时都大同小异,此处以轮眉安装工位来作为样本工位进行详细地分析介绍。如表2所示。
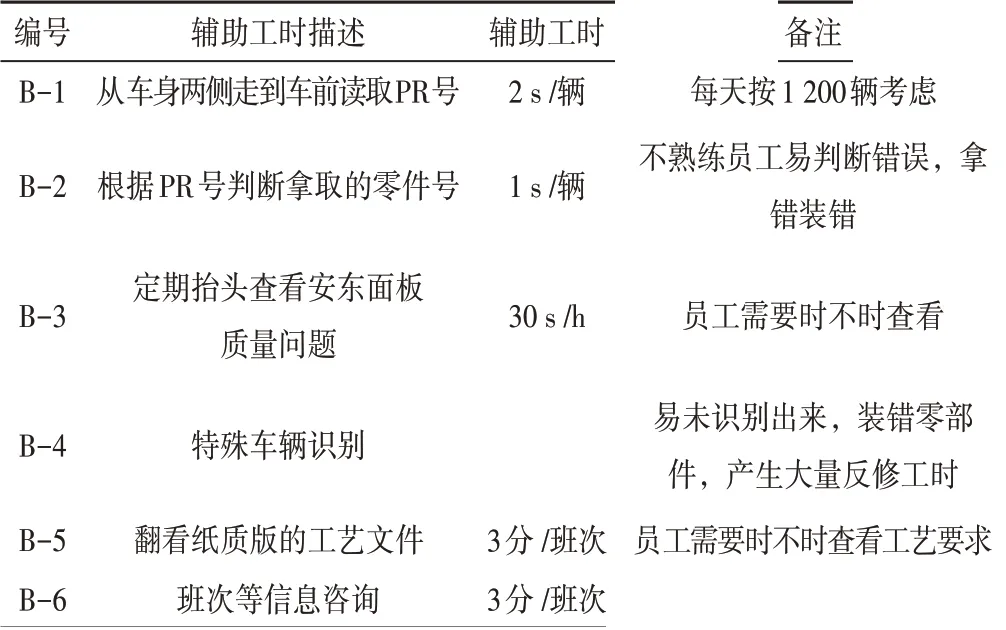
表2 轮眉安装工位B类辅助工时分析
3.2 技术实施
针对辅助工时的分析以及工位质量问题的痛点研究,需要一套完整的系统设备,去优化各工位的质量问题操作。如表3所示。
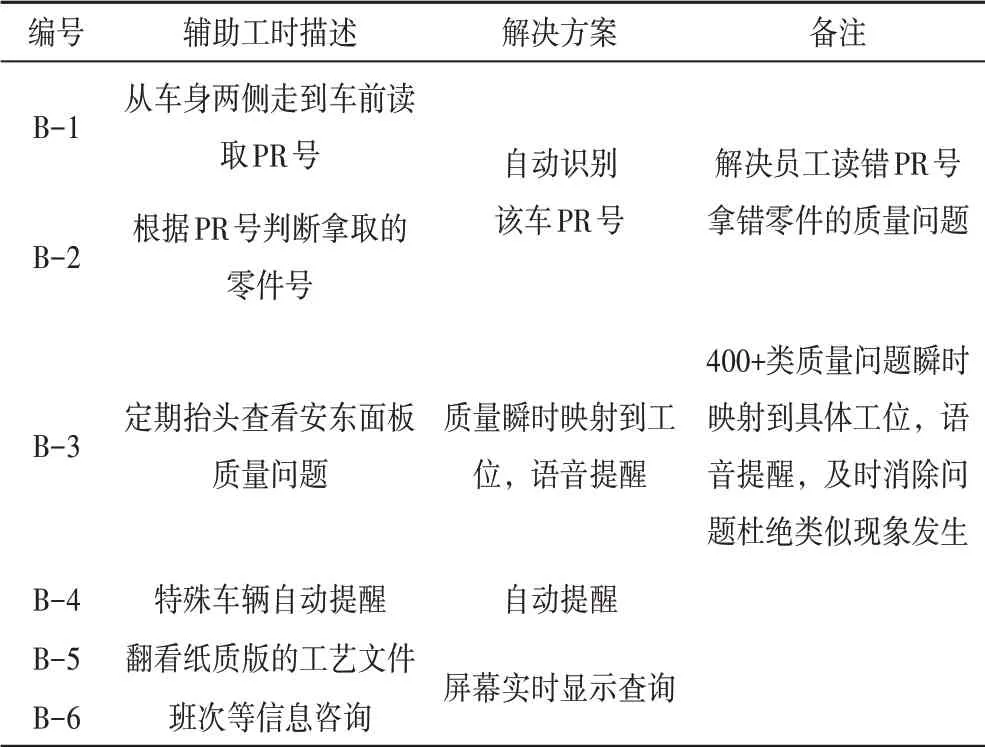
表3 B类辅助工时及质量问题对应解决方案
为使用一套设备解决以上问题,需要实时获取车身位置,总装专业利用基于条码识别和速度积分的车身定位技术(BTS)来实时获取车辆定位信息。条码(二维码)识别技术是指利用光电转换设备对条形码进行识别的技术。在车辆车身上粘贴条形码,当车辆经过某一装有条形码扫码器位置时,通过扫描即可获得该车辆的信息,如KNR 号。通过速度对时间的积分可以获得位移。在汽车流水生产线上实时获取生产线体的速度,再进行积分,再结合车辆通过扫码头器的初始时间(假设扫码器安装在流水线起始工位,位置为0)就可以清晰地算出任意时刻某一车辆在流水线的位置。如图5~6所示。
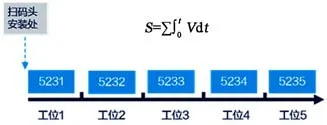
图5 汽车条码识别
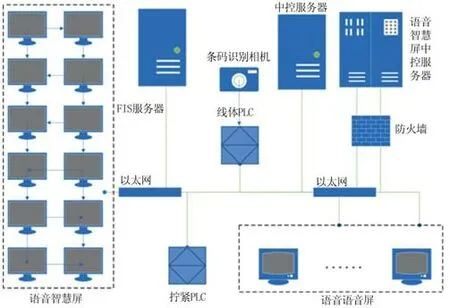
图6 汽车条码识别
PR 自动识别系统:车间的装配岗位产生了读取FIS信息需要的行走浪费,计划通过建立线边FIS 信息可视系统,员工在取件工位或者去取件工位的途中,获取对应的装配信息,节省辅助行走工时。其具体方式为通过车身定位系统实时获得具体工位的当前车辆信息KNR号,通过程序访问FIS 中的车辆配置信息,自动识别该工位需要的PR号信息,并将其展示出来。如图7所示。
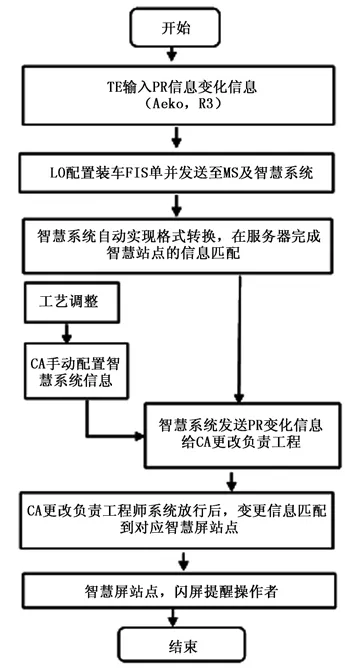
图7 PR号自动识别流程
质量映射:按照目前总装车全过程质量管理系统(DLQ)的工作模式,普通质量问题连续产生3 台及以上,由返修操作者汇总后,通知对应生产工长,工长通知班长,班长通知操作者,当前工位问题大约需要4h才能传回到工位。传递效率不利于一次交检合格率的提升。计划打通与DLQ 系统间的信息连接,实现质量信息快速精确传递到工位,全面提升一次交检合格率。将质量缺陷实时投射到具体工位,并进行语音播报[7],及时提醒操作员工采取措施,杜绝类似问题的产生,提高一次性合格率。
重点车辆自动提醒:车间生产经常会有特殊车辆或者特殊工艺,比如高配车、低配车、项目车、定制车、重点岗位等,由于在重点工位缺乏主动提醒,经常出现错漏装的问题。通过前期自己定制的匹配规则,如需要提醒的项目车、年型车,当这些车辆到达该工位时,会自动弹窗和语音提醒操作者注意操作事项,提升装配质量。
3.3 项目成果
通过自主构建语音智慧屏系统实现了PR 号自动识别、特殊车辆自动提醒、质量问题瞬时映射等功能,有效地提升了车间信息传递效率,有效地杜绝了零件错漏装。后续通过该项目的实施,单工位每台车可节约2 s工时;后续可以全部取消纸质版的FIS 单,每年可以节约纸张、打印机、墨盒相关成本;提高员工作效率和提高员工工作的满意度,助力一次性合格率提升至80%。
4 智能分析-ZP7无人在线测量尺寸链管理系统
4.1 项目背景
为提高员工工作效率和提高产品质量,总装车间有较多的工作岗位可以利用机器视觉+工业机器人联合作业的方式进行代替传统人工作业方式。为此车间联合规划部门、IE 部门共同挖掘车间现场可用机器视觉代替的工位[8-9]。
4.2 技术实施
此处以ZP7 无人在线测量尺寸链管理系统进行相应的介绍。该系统的主要目的为使用机器视觉配合工业机器人的方式,代替传统人工塞尺的方式测量车身四门两盖的间隙和平度。采用机器人+测量头混合式测量系统,由每侧1 台机器人(共2 台)携带4 个视觉扫描头,完成所需任务的激光测量功能;车身底部采用4 个固定的定位设备用于实现在车身运动期间建立车身坐标系从而引导机器人准确测量相关测点实现车身定位的功能;并配备其他扫描仪器收集车辆信息。如图8 所示。
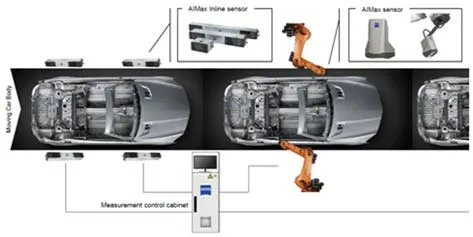
图8 zp7在线测量系统结构分布
该系统实时联通获取匹配BA7 输送线驱动电机的编码器的信息,从而获取线体的速度,进而确定每辆车进站信息,从而启动对应的测量程序(每种车型的测量点信息不一致)。在设备的前一个工位布设车辆信息测量设备,该设备用于检测车辆运行速度及车辆停放坐标数据以及车辆信息(通过VIN码或KNR码)。
该系统主要用于测量车身与车身零件的间隙与面差匹配尺寸,涉及车辆前盖、翼子板、前后门、车身、油箱口盖。
在其测量完成后,会将所有的数据上传到fis 质量系统中,也会同步将数据保存到车间服务器中,通过自己编制的算法,对所有的数据定期进行分析统计,获取当前车辆的间隙和平度结果,并自己生成前序工艺的调整指导建议,便于指导前序工位进行正确的调整,保证后续的一次性合格率。通过多方措施的共同推动,目前已将所有点的一次性合格率提升至96%,大大减少返修工时,降低返修成本。所有的数据可以根据需求进行保存,便于追溯全过程信息,对于质量提升有较大的帮助。
而且通过大数据互联设备与生产网络、FIS、测量网页互联,实现工厂尺寸匹配数据整合,将ZP5 和ZP7 数据互联打通,整合工厂内四门两盖间隙和平度的匹配数据,进行正向整合分析,数据平台实时监控测量点在ZP5 和ZP7 差异,及时预警与报警,指导预留调整。如图9 所示。通过此系统,将以往分析34 个点的平度和间隙需求至少1~2 天、整车测量需要1 周的时间,缩短至1天以内,大幅度提升相应的分析时间。
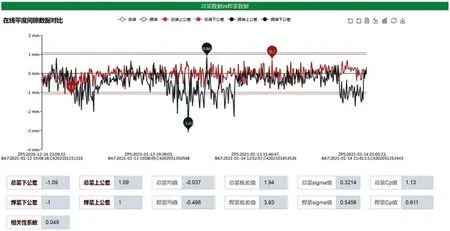
图9 后台数智化系统界面
4.3 项目成果
ZP7 在线无人测量系统,利用机器视觉代替传统人工塞尺的方式测量,ZP8 取消外匹配检查点34 项,释放潜能用于表面和功能项检查;在线测量对匹配点百检和精准监测,铸就防线保证出车质量,34 个测量点零B 类项缺陷流出。
通过系列的机器视觉+工业机器人联合作业的方式,助力于车间质量的整体提升,四门两盖的一次性匹配合格率提升至97%以上,且大大提高了车间的自动化率,降低人工成本。
5 智能预防-敏捷工位2.0数智化系统
5.1 项目背景
用户质量持续精进及精益管理的不断追求,全过程DLQ的提升乏力,问题以散点∕分布呈散状形态。工位绿化(丰田工序完结)无法实现数字化管理且无法与现有的产品端∕车间要素端数字化系统形成集成协同管理。解决方案:自主开发基于PFMEA 的自工序完结数字化系统[10];车间人、机、料、法、环各要素实现数字化管理;打造集成敏捷工位平台,实现三端互联协同。基于工位“最小价值单元格”载体,实现集“管理∕技术经验+现场执行+智能化&数字化”为一体的全员全链条的质量敏捷管理[11-12]。
5.2 技术实施
结合外部市场环境及企业自身精益化管理的不断追求,全面落实TQM 全面质量管理及向Smart_Q 数智化质量管理模式转型,基于工位“最小价值单元格”这个载体,实现集“管理∕技术经验+现场执行+智能化改善&数字化管理”为一体的全员全链条的质量敏捷管理。无论是TQM 的精益化管理还是Smart-Q 的数智化管理,都需要将我们对产品品质的追求回归到价值链的起点(最小价值单元——工位)上来。如图10 所示。结合工序自完结理念,以PFMEA 为路径,协同规划、车间等业务部门一起,通过一工位一FMEA,全面梳理各工位的潜在风险点,并建立工位的良品整备条件库。在建立良品条件库的过程中,对于用户关注焦点(如淋雨、粘接、法规)失效风险进行了全部的要素变现及要素标签化处理;同时,在绿化梳理的过程中也非常关注要素能力的持续改善及输入端要求的绿化保障,如开展车身的防差错管理、总装的灯光拣选、焊装涂装车身的可装配性及核心供应商的绿化管理等[13-14]。

图1 质量全流程提升数智化方案框架
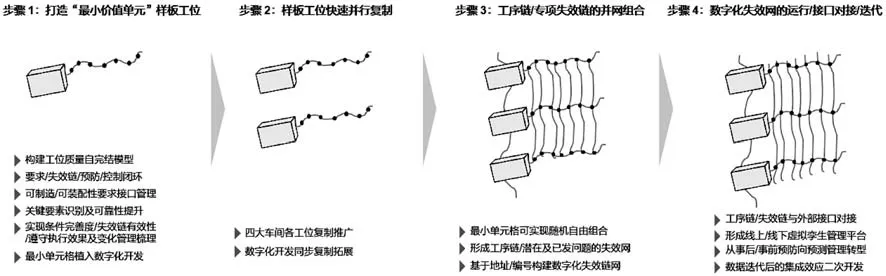
图10 单一最小价值单元
随着数字化转型战略的全面推进,也将现有产品检验、过程端的工位绿化∕巡检∕问题改善及车间要素端的管理做了全面的数智化转译,如实现了FIS 质量数据的工位映射、分层审核的全面电子化、要素端设备参数及温湿度数字化管理等。与此同时,通过以工位为最小价值单元模型,集成了现有产品端∕过程端的诸多数字化系统,构建了敏捷工位管理平台。如图11所示。
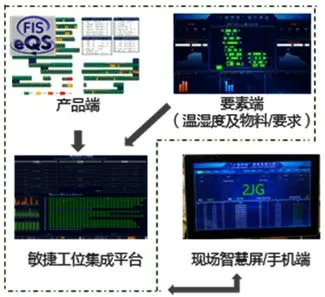
图11 敏捷工位整体流程
通过集成平台的打造,实现了产品检验端-工位绿化端-要素改善端、指标决策层-业务管理层-员工执行层的三端三层自上而下、自下而上贯穿式敏捷数字化协同管理。随着平台的不断运行及完善,知识库也将实现不断继承、迭代及向自驱型敏捷组织管理模式转型。
案例实施:从人、机、料、法、环5 个维度全面管控和车间质量挂钩的相关要素,当所有要素都满足工艺要求,相应的工位地图会绿色标志,如果有1 个因素不满足实际要求,会黄色标志,如果多个要素严重不满足则会红色标致。
此处以车间环境为做举例,车间自主搭建了环境实时监控系统,借助于ZIGBEE 无线通讯模块,在车架内布局30 个温湿度无线传感器,通过lot 通讯实时发射出来,再通过终端树莓派实时获取传感器的响应数据,借助设备andon 网络存储到相应的mysql 数据库[13-14],通过vue、egg 等数智化手段形成温湿度驾驶舱,并通过python 和钉钉进行温湿度的自动提醒,当温湿度超过设定的值,会通过钉钉进行自动提醒,并需要相应的负责人再30 min 内有正确的反馈;对于相应的涂胶设备也会进行自动打开相应的温湿度自调节系统,自动打开相应的加热或者加湿设备,来满足相应的工艺需求。
5.3 项目成果
通过敏捷工位系统,每年可以避免多次批量粘结开胶问题,减少相应的返修成本;工位绿化率由62%提升至90%;第一时间了解该工位人、机、料、法、环5 个方面状态并做出预警,将员工从问题发现转为问题解决,大幅度提升相应的质量。
6 智能决策案例-关键电机自监控决策
6.1 项目背景
总装车间最多、最主要的设备为输送线设备,一旦设备发生故障将直接影响车间的正常生产并产生质量问题,每条输送线都有多个类型的输送电机,共1 000多台设备电机。目前电机的检修、保养主要依靠人工经验进行,对于电机的寿命以及相应的成本都造成了巨大的浪费,如何对车间输送线的主要电机进行关键参数的监控预警,以及正确地告知相应的检修时间和方向非常重要。如何实时利用大数据智能分析等手段监控设备电机状态,通过自学习大数据分析给予电机做出智能决策,延长电机寿命,显得越发重要。
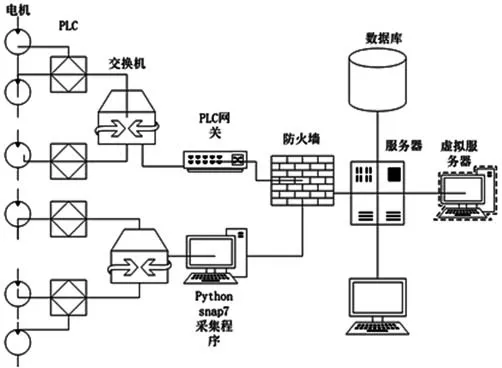
图12 电机数据采集网络流程
6.2 技术实施
通过树莓派、python 和snap7 技术自主编写采集程序,以及IoT 物联网技术,通过西门子S7-300 型号PLC和sew变频器对车间输送线重要的多台sew的输送电机的电流和电机温度进行实时监控和数据采集,通过机器学习算法中的决策树算法对设备故障进行预测性维修[15],建立了全生命周期的动态检修系统,变革数据流,针对不同的设备部分制定不同的周期、频次与标准,结合电机部件的寿命,开展检修,比如刚更新完或寿命初期阶段的部件,延长维护周期,节约工时超过70%,做到了预防维护的精准投入,总计仍可节约20%的工时优化,检修数据趋势管理,预测问题分析,提前处理,减少设备电机导致停台每月超过10 min。

图13 决策树结构
6.3 项目成果
通过该自调节系统,对车间多台关键电机电流、温度、电压进行实时监控,通过大数据和智能算法分析,指导相应的检修和更换,减少相应的设备停台以及车间质量提升。
7 改进效果
通过对车间的质量进行全流程的敏捷智能管控,实施多个数智化方面的项目,从5M1E(人、机、料、法、环、测)6 个方面进行深入管控,最终通过以上项目的实施,实现了以下的实际效果。
(1)全过程合格率:在年产能超过30 万辆的前提下,全过程合格率由65%提升至85%,大大降低了返修成本。
(2)零件错漏装:在年产能超过30 万辆的前提下,将以往1~2 次∕天的零件错漏装完全消除为0,大大提高了员工的工作效率和降低了相应的返修成本。
(3)人效:通过各种的数智化手段,将多项以往需要4 h 的信息传递流程普遍缩短至1 min 以内,大大提升信息流传递,提升工作效率。
通过最终的验证,利用智慧管控五步法,深挖现场潜力,全面对车间的质量进行全流程的管控,大幅度提升产品质量和降低返修成本。
8 结束语
本文依托国内一流的主机厂的总装专业,以大众体系下的KPS 工业工程方法为指导,利用智慧管控五步法对汽车产品总装专业进行全生命流程的质量管控。本文提出的五步管理方法和具体实施案例,对于汽车总装专业都具备较强的借鉴指导性。通过该方法的实施和验证,车间整体的全过程率大幅度提升了20%,大大降低相应的返修成本,减少了消费者的抱怨。
未来,总装专业将结合自身特点,打造全过程的数字化和智能化的标杆车间。将从人、机、料、法、环5个方面,深入研究智能管控、智能预警、智能分析、智能预防和智能决策5 个维度,深挖现场可改进点,全面提升车间质量、提高工作效率和降低相应的成本。
猜你喜欢
中国交通信息化(2022年3期)2022-12-08
军民两用技术与产品(2022年3期)2022-06-05
航天返回与遥感(2022年2期)2022-05-12
汽车实用技术(2022年4期)2022-03-07
军民两用技术与产品(2021年6期)2021-10-14
鸭绿江(2021年17期)2021-10-13
香格里拉(2021年2期)2021-07-28
百科探秘·航空航天(2021年12期)2021-01-15
职工法律天地·上半月(2020年1期)2020-03-02
西部(2015年6期)2015-11-18