一种球罐TOFD检测图谱中非相关显示分析与评判方法
2022-06-21 03:41王国圈刘书宏
化工装备技术 2022年2期
王国圈* 刘书宏
(上海市特种设备监督检验技术研究院)
0 引言
衍射时差法超声波检测(TOFD)是一种通过超声波与缺陷端部相互作用产生的衍射波来进行缺陷检测并进行定量的无损检测技术,具有可靠性好,定量精度高,检测简便快捷,检测数据可长久保存等优点,被广泛应用于大型承压设备的检测工作。
1 信号描述
某企业新建球罐采用TOFD 检测方法对焊接接头进行检测。球壳板的材质为Q345R,厚度为28 mm,坡口为X 型,坡口型式和尺寸如图1 所示,焊接方法为SMAW。

图1 球壳焊接接头坡口型式(单位:mm)
TOFD 检测仪器为SyncScan 32PT 超声成像检测仪。探头的频率为5 MHz,直径为 6 mm。检测方式为外表面非平行扫查方式。经工艺计算发现,仅使用楔块为70°的一组探头进行检测,底面轴偏离盲区大于1 mm,不满足标准要求,因此增加一组楔块为60°的探头进行底面盲区检测。扫查面的近表面盲区以及横向缺陷可通过超声斜射波进行检测。采用PXUT-330 全数字智能超声波检测仪,采用频率为5 MHz、折射角为K1和K2的两种探头。检测人员按照NB/T 47013.10—2015《承压设备无损检测 第10 部分:衍射时差法超声检测》中B 级检测技术等级编制检测工艺,经过工艺验证合格后实施检测。
采用TOFD 检测时,检测人员发现编号为B1X2的赤道带纵向焊接接头上存在疑似缺陷信号,如图2所示。该信号位于D 扫图像上的直通波和底波之间,其形态为一条由始至终的长条,且无下端点衍射信号,在探头角度为60°和70°两个通道的图像上均显示出了相同特征的信号。并且,对该焊接接头进行X 射线检测和超声斜射波检测,均无超标缺陷。检测人员进一步对赤道带其他焊接接头进行TOFD 检测,发现有多条焊接接头上存在相同的特征信号。对赤道带的球壳板母材区域进行TOFD 检测时,也发现了相同的特征信号显示,检测图谱如图3 所示。
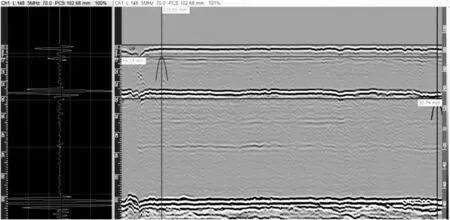
图2 B1X2焊接接头的TOFD图谱

图3 B1板母材的TOFD图谱
2 信号分析
由X 射线检测和超声斜射波检测结果中均无超标缺陷可知,引起该信号的缺陷较小,或者是射线检测和超声斜射波检测无法检出的缺陷(如分层类缺陷等)。超声波直探头检测结果也显示无缺陷,说明该缺陷也非分层类缺陷。
焊缝区域和母材区域TOFD 检测的D 扫描图像上都含有该疑似缺陷信号,说明该信号可能是母材区域的缺陷。TOFD 检测得到的D 扫描图像中,相同的深度即代表超声波传播的时间相同。超声波从发射探头传播到缺陷,再从缺陷传播至接收探头的整个传播路径上,传播时间相同点的连线是以两个探头为焦点的椭圆。如图4 所示,A、B 表示两个探头所在位置(即焦点),F’是位于两探头中间线上的衍射点,F 表示等时间椭圆曲线上其他位置的衍射点。由于声程AFB 和声程AF’B 是相同的,传播声速也相同,因此超声波经过这两个衍射点至接收探头的传播时间也相等。基于该时间计算得到的衍射点深度是默认衍射点位于两探头中线(OO’)上的,而从上述分析可知,实际衍射点可能在等传播时间椭圆曲线上的其他位置。这也说明了当焊接接头处TOFD 检测到该信号时,其邻近的母材上也有同样信号的原因。因此,结合X 射线检测和超声检测的结果可以判定该信号是由母材上的其他缺陷或材料冶金原因引起的,而非焊接缺陷。

图4 TOFD检测示意图
3 机械性能试验与评定
通过上述分析可知,该信号不是焊接缺陷,为了进一步判断该信号是否会影响材料的机械性能,本文以赤道带球壳板的余料为研究对象,从中选取试板进行机械性能试验。
3.1 试板选取
对多块赤道带球壳板的加工余料进行了TOFD 检测,并对TOFD 检测数据进行分析,截取含有相同显示信号,且信号最强区域的材料作为研究试板。
将研究试板按照图5 所示的取样位置划线,并舍弃四周的阴影部分。按照材料复验的要求,分别沿试板相互垂直的两个方向(如图5 所示的纵向和横向)各制取一组试样进行机械性能试验。

图5 取样示意图
3.2 试验项目与结果分析
对纵向和横向两组试样分别进行了拉伸试验、弯曲试验和冲击试验。拉伸试验依据标准GB/T 228.1—2010《金属材料 拉伸试验 第1 部分:室温试验方法》要求进行,结果可见表1;弯曲试验依据标准GB/T 232—2010《金属材料 弯曲试验方法》进行,结果可见表2;冲击试验依据标准GB/T 229—2020《金属材料 夏比摆锤冲击试验方法》进行,结果可见表3。

表1 拉伸试验结果
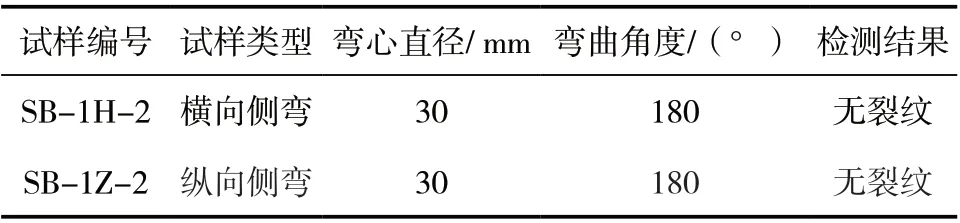
表2 弯曲试验结果

表3 冲击试验结果
该球罐球的球壳板选材依据GB/T 713—2014《锅炉和压力容器用钢板》材料标准,因此,试验结果依据此标准进行评定。厚度为28 mm 的Q345R 材料应满足的力学性能要求如表4 所示,其中a为试样厚度,D为弯曲压头直径。从表4 可知,材料Q345R 的屈服强度ReL不小于325 MPa,断后伸长率A不小于21%。由表1 的结果可以看出,纵向和横向两个方向试样的屈服强度和断后伸长率都满足表4 要求。

表4 材料Q345R的力学性能要求
表2 为侧向弯曲的试验结果。弯曲试验结果显示,纵向和横向试样180°弯曲后,无裂纹产生,均符合表4 中的弯曲试验要求。
由表4 可知,厚度为28 mm 的Q345R 材料应满足的冲击试验要求是冲击吸收功KV2不小于41 J。表3 为纵向和横向两组试验结果, 6 个试样的冲击吸收能量均大于材料标准要求的41 J,符合要求。
综合试板机械性能试验结果表明,对含有此信号的材料进行拉伸试验、弯曲试验和冲击试验,其结果均符合材料标准GB/T 713—2014《锅炉和压力容器用钢板》中对Q345R 材料机械性能的要求。
4 信号的评判方法
通过对疑似缺陷信号进行分析后可知,使用TOFD 技术进行球罐焊接接头检测的过程中,可以通过以下方法来判定本文所述信号,从而提高该信号的评定准确度和TOFD 检测效率。
(1) D 扫描图谱中,信号显示长度较长,甚至是由始至终一直存在,且无下端点衍射信号;
(2) 射线检测焊接接头区域无超标缺陷;
(3) TOFD 检测相邻区域母材,D 扫描图谱中检测出相同信号;
(4) 对相邻母材区域进行超声波直探头检测,结果无超标缺陷。
试板的机械性能试验结果表明,对于TOFD 检测D 扫描图谱中符合以上特征的信号,可以判定为由母材不明原因的缺陷或者材料冶金原因引起的,但不影响材料机械性能,可以将该类信号作为非相关显示来对待,不需要进行返修处理。
5 总结
通过分析本文所述的疑似缺陷信号,总结了该信号的特征及处理方法,可为球罐焊接接头TOFD 检测的缺陷信号判定提供参考,有效解决了在球罐TOFD检测过程中,该类信号对于无损检测结果的评定干扰,避免焊接缺陷误判,提高了TOFD 检测对缺陷定性的准确性,具有较高的工程应用价值。
猜你喜欢
磷肥与复肥(2022年2期)2022-11-25
材料科学与工程学报(2022年4期)2022-08-25
理化检验(物理分册)(2022年3期)2022-03-31
重庆理工大学学报(自然科学)(2022年2期)2022-03-23
铀矿冶(2021年2期)2021-05-24
石油化工腐蚀与防护(2021年2期)2021-04-27
石油和化工设备(2020年8期)2020-09-02
中国特种设备安全(2019年7期)2019-09-10
浙江工业大学学报(2017年5期)2018-01-22
科技与创新(2015年22期)2015-12-02