45钢制零件在箱式调质生产线中纯水淬火的工艺试验
2022-06-21 02:59陈卫东薛元强刘一华王宁波常佳鹏
金属加工(热加工) 2022年4期
陈卫东,薛元强,刘一华,王宁波,常佳鹏
江苏金色工业炉股份有限公司 江苏盐城 224100
1 序言
箱式调质生产线是江苏金色工业炉股份有限公司开发的用于大型通用件调质、正火等热处理专用设备(见图1)。该生产线由加热炉、正火炉、回火炉、风冷台、淬火槽、循环冷却系统及叉车式移动料车组成,装炉、出炉均由移动料车完成,自动化程度、生产效率高,可替代传统的箱式炉、台车炉、井式炉,大大减轻作业人员劳动强度,改善作业环境。通过特别设计的淬火槽、循环冷却系统,满足工程机械、船舶和风电行业的45钢、40Cr钢、42CrMo钢等大型零部件的正火和调质等热处理。本文根据某45钢工程零件的技术要求,通过选择合理的热处理工艺、零件装挂方式、调整冷却搅拌参数等进行纯水淬火试验,最终获得满足图样要求的金相组织和性能要求。
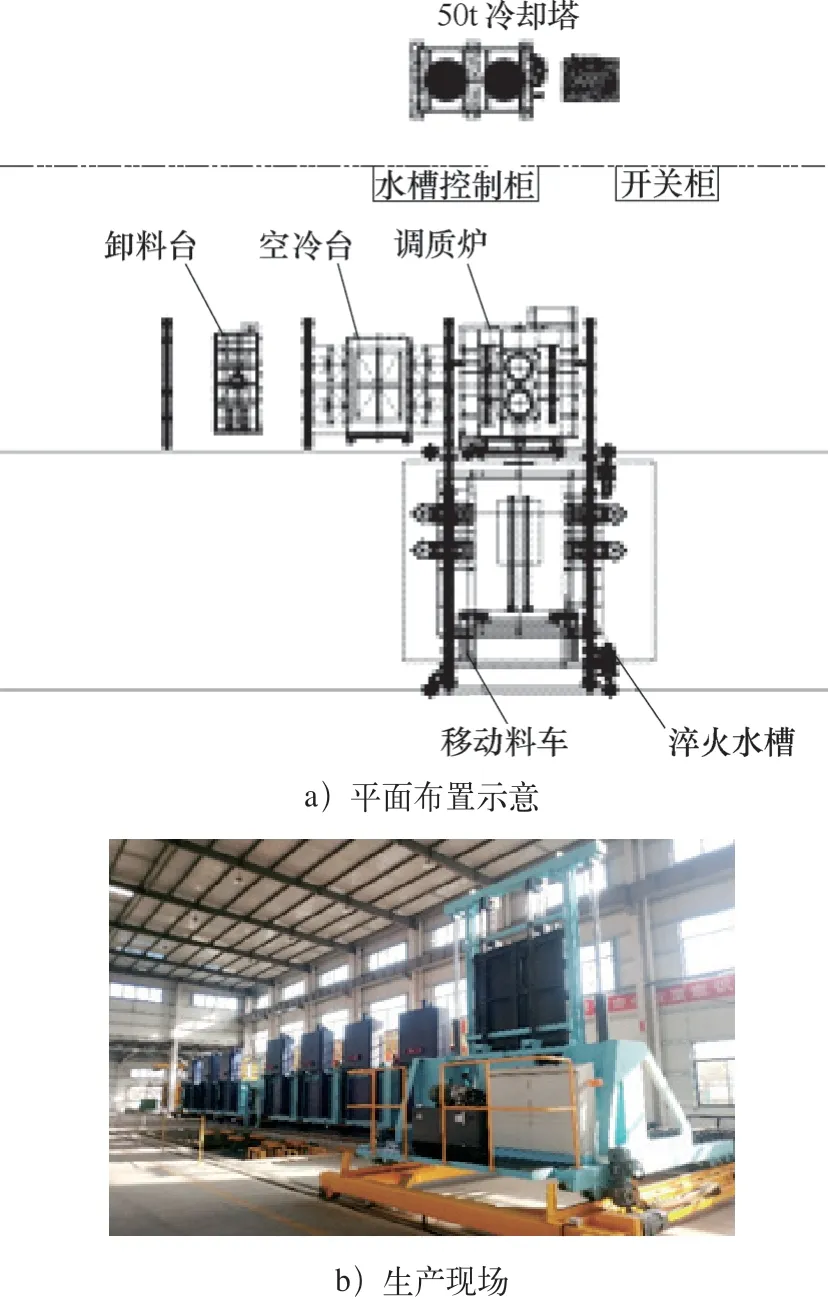
图1 箱式调质生产线
45钢工程机械零部件原来是在箱式炉、井式炉、台车炉内加热,通过行车转移到淬火水槽进行淬火。由于零件转移时间长、淬火水槽没有特别设计等原因,所以在水剂淬火冷却介质中一般会加入PAG、氯化钠、氢氧化钠等来提高其冷却能力。但加入淬火冷却介质均存在成本增加、废液需达标排放要求等问题,增加了运行成本。该客户通过采用我公司制造的箱式调质生产线,对淬火冷却系统进行特别设计,缩短从加热炉转移到淬火水槽的时间,在淬火工装两侧及底部设置可变频调速的强力搅拌系统,并且设置水流调节导向系统,仅使用纯水淬火,即可满足该公司45钢制工程机械零件的金相组织及力学性能要求。
2 试验材料与方法
强烈淬火是一种特别的钢件硬化方法,它在马氏体转变温度范围内提供了极高的冷却速率,零件表面冷却速度很快,可以避免蒸汽膜和沸腾阶段,传热模式基本上就是简单的对流。材料的力学性能也会随冷却速度的提高而提高,冷却速度越快,硬化层越深,钢件中发生的相变也越完全。常规淬火过程的传热会连续发生4种模式的传递:冲击核沸腾、膜沸腾、核沸腾及对流。而强烈淬火工艺只有两种热传递:核沸腾和随后的对流冷却。其原因就在于淬火槽中提供了强有力的搅拌系统、大容量水槽及热交换系统,保持水温与环境温度接近[1-3]。
研究表明,纯水淬火时,水温对冷却速度的影响是随着水温的升高,其特性温度越来越低,冷却时间越来越长。水温为20~40℃时最大冷却速度下降缓慢,在40~50℃最大冷却速度则迅速下降[4-6]。因此,在对淬火槽水温进行控制时,最高温度应控制在40℃以下。我公司设计的淬火水槽,温升控制在5℃以内,可以满足不同季节的生产需要。
2.1 试验材料
45钢是一种优质碳素结构钢,作为一种典型的调质钢被广泛使用。材料化学成分符合GB/T 699—2015《优质碳素结构钢》的规定,见表1。力学性能指标见表2。

表1 45钢的化学成分(质量分数) (%)
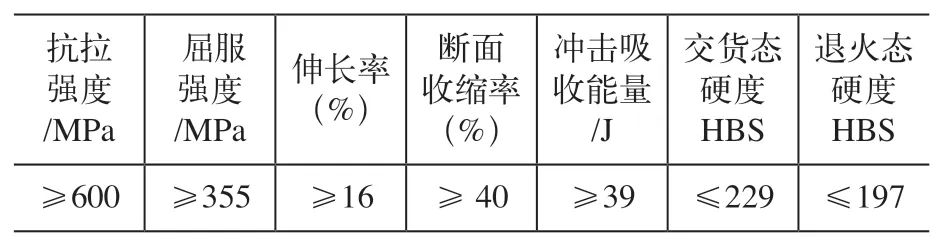
表2 45钢的力学性能
45钢采用强烈水淬后的性能指标见表3[1]。
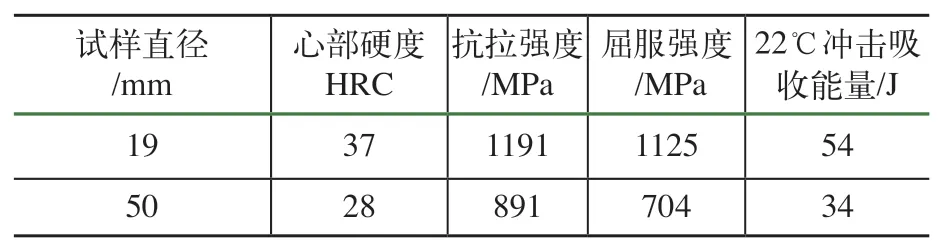
表3 45钢强烈水淬后的性能指标
2.2 试验方法
(1)淬火工艺 45钢制工程机械零件的纯水淬火、回火工艺如图2所示。使用纯水冷却,不加其他淬火冷却介质,通过快速转移、淬火水槽两侧及底部强力搅拌,来满足零件的淬火冷却要求。
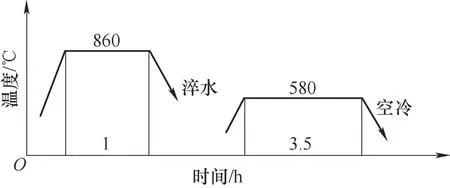
图2 淬火、回火工艺
(2)零件纯水淬火试验装置 将零件分三层装在底料盘上,前区中心位置零件插入心部热电偶,测量升温加热及淬火冷却时零件心部温度的变化,快速淬火冷却系统和装炉方法如图3所示。
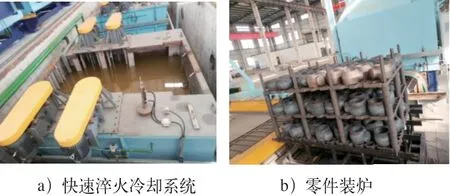
图3 试验装置
(3)箱式调质生产线的特点
1)炉体结构采用全纤维炉衬,叉车式装料,激光测距定位,料盘通过叉车转移,可实现自动定位、装料出料。
2)快速转移及快速升降淬火系统,在较短的时间内将料盘及零件快速转移至升降淬火系统,实现快速淬火。
3)淬火水槽采用两侧加底部强力变频搅拌系统,水流导向调节,水槽容积加大设计,以及快速循环冷却系统,确保了使用纯水的冷却能力。
2.3 技术要求和检验方法
45钢制工程机械零件淬火后表面硬度≥37HRC,调质处理后最终硬度201~285HBS。
1)淬火零件按前中后三区、每区取三件检查,如图4所示。前后区各放置一个φ50mm×50mm试样,测试从表面至心部的硬化层变化。

图4 硬度检测示意
2)根据G B/T 6394—2017《金属平均晶粒度》规定,在45钢φ50m m×50m m试样上截取10mm×10mm试样,一面经打磨抛光和15%的盐酸乙醇溶液腐蚀后在金相显微镜下测定晶粒度。
3)按照JB/T 9211—2008《中碳钢与中碳合金结构钢马氏体等级》规定,打磨抛光和4%硝酸乙醇溶液腐蚀后对试样进行淬火组织评级。
4)按照G B/T 228.1—2010《金属材料拉伸试验 第1部分 室温试验方法》、G B/T 229—2020《金属材料夏比摆锤冲击试验方法》规定,分别在零件上截取φ20m m×150m m拉伸试样和55mm×10mm×10mm U型缺口冲击试样,进行拉伸、冲击试验。
3 试验结果与分析
(1)金相组织检查 剖切零件检查金相组织(见图5),晶粒度为6~7级(≥5级),淬火、回火后的金相组织为马氏体4级(1~4级合格)。

图5 45钢淬火、回火后的金相组织
(2)力学性能检查 为了验证本试验装炉情况下零件淬火硬度的均匀性,分别测试了淬火和回火后的硬度分布。零件表面淬火、回火硬度9点测试的结果见表4、表5。

表4 淬火后零件表面硬度9点检测结果 (HRC)
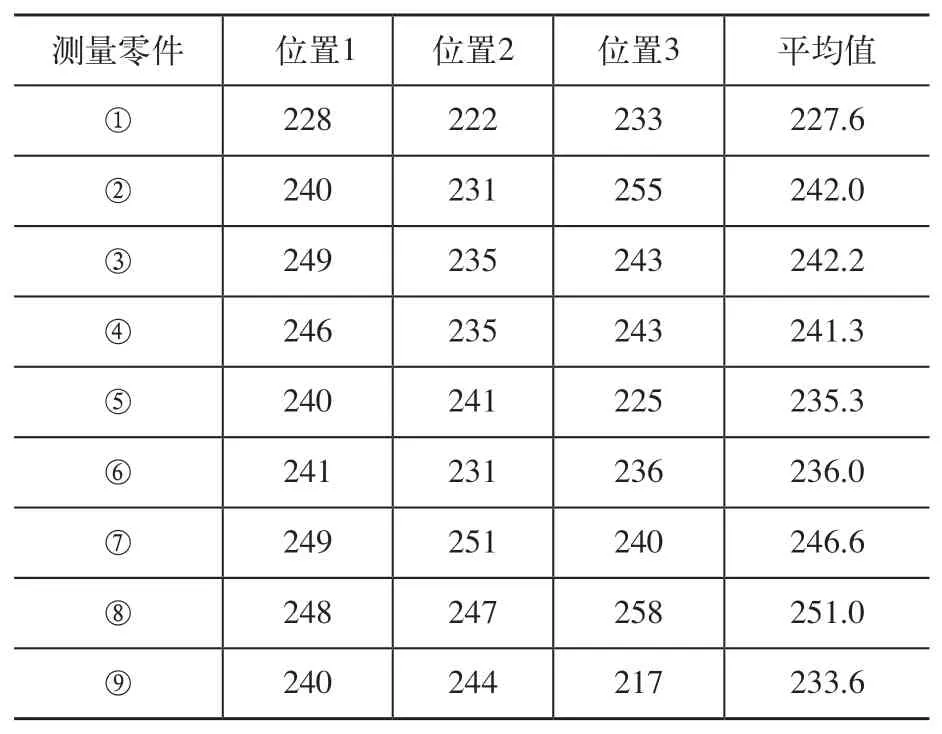
表5 回火后零件表面硬度9点检测结果 (HBS)
根据客户要求,在φ50mm×50mm试样高度25mm处横向剖切,测量从表面到心部的硬度分布,测试结果见表6。零件力学性能检测结果见表7。
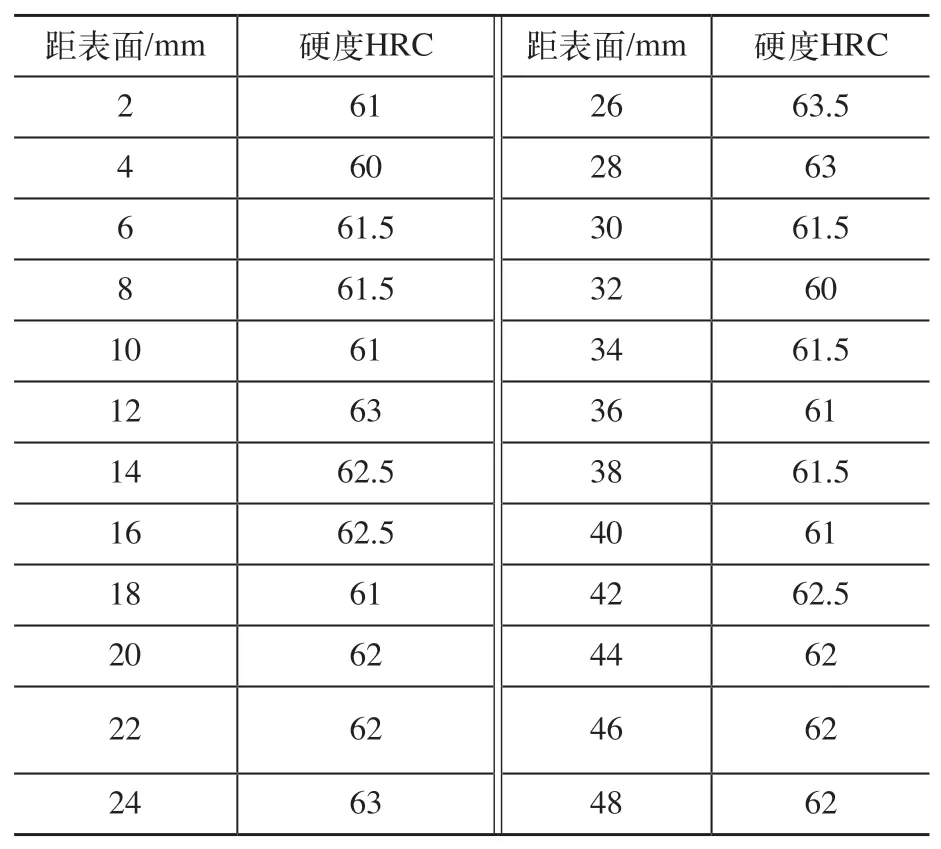
表6 试样硬度测试结果

表7 零件力学性能检测结果
4 结束语
1)通过改善45钢制工程零件淬火冷却条件、缩短零件转移时间等,可以用纯水淬火来满足产品热处理技术要求。从试验结果看,不仅产品的金相组织、力学性能均可满足设计要求,而且使用纯水成本低,无需特别的保养维护,不产生污染等。
2)叉车式调质生产线能减轻作业人员劳动强度,提高工作效率,实现自动化生产,是替代箱式炉、井式炉的理想产品。
猜你喜欢
水泵技术(2022年4期)2022-10-24
环境工程技术学报(2022年3期)2022-06-05
科学家(2021年24期)2021-04-25
能源工程(2021年1期)2021-04-13
宝钢技术(2020年2期)2020-05-15
科技创新与应用(2020年8期)2020-03-13
中国新技术新产品(2018年13期)2018-09-21
山东工业技术(2017年9期)2017-05-16
科技创新导报(2014年36期)2015-03-11
储能科学与技术(2014年5期)2014-02-27