
Hostalen工艺HDPE装置产品质量控制的探讨
2022-06-17 02:53梁辰
云南化工 2022年5期
梁 辰
(中韩(武汉)石油化工有限公司,湖北 武汉 430000)
Hostalen工艺是淤浆层叠技术的引领者,它开发了许多性能显著的HDPE双峰/多峰分子量分布的产品,这些产品将加工性能和力学性能良好结合。它的优势在于乙烯转化率高达99.5%,共聚单体1-丁烯和稀释剂己烷的回收使损失最小化,工艺通用性强,可以覆盖所有HDPE应用领域的任一宽度范围的 HDPE 树脂。操作压力和温度都较低,催化剂活性高,收益高,稳定性强。工艺流程简图如图1
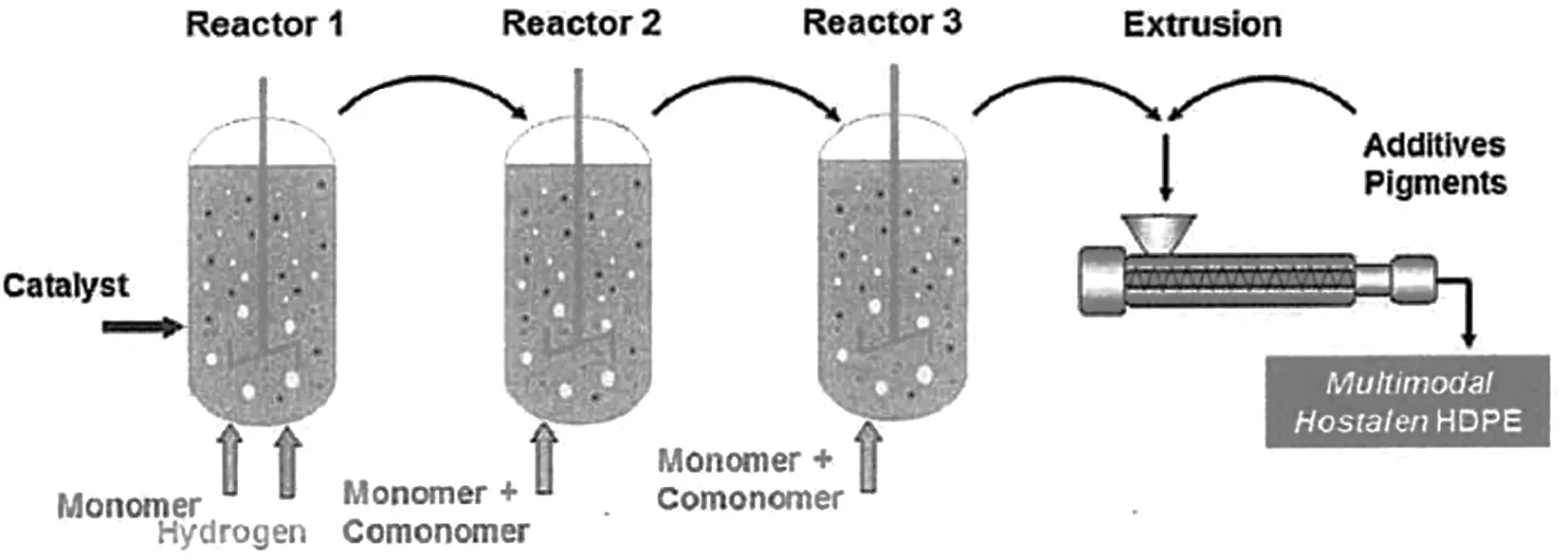
图1 Hostalen工艺流程简图
Hostalen低压淤浆聚合工艺为悬浮聚合,聚合反应在带有搅拌器的反应器(R1201/R1202/R1203)中进行,用己烷作稀释剂。悬浮液均匀分散,并通过反应器壁和外部冷却器将反应热转移到夹套水。用丁烯-1作共聚单体,增加短链支化度,控制树脂结晶度,达到调整产品密度的目的。氢气调节相对分子质量,改变加工性能。在3个反应器中进行连续聚合反应,3个反应器分别对应3个闪蒸罐(D1201/D1202/D1204),悬浮液在闪蒸罐中闪蒸脱气,通过压力调节来控制下一个反应器的气相组成。我们可以选择两个及以上的反应器不同的操作模式(串联ACP模式或并联K1模式)和反应条件可以生产多种不同牌号的产品。本文的探究中均以膜料牌号ACP9255为例,反应负荷27t/h,反应器串联操作。反应器操作条件不同,控制第二个及第三个反应器中为低浓度的氢气和高浓度的共聚单体,这就使得 HDPE 产品拥有多峰分子量分布,且共聚单体也只限定在高分子量支链上,其配方部分数据如表1。
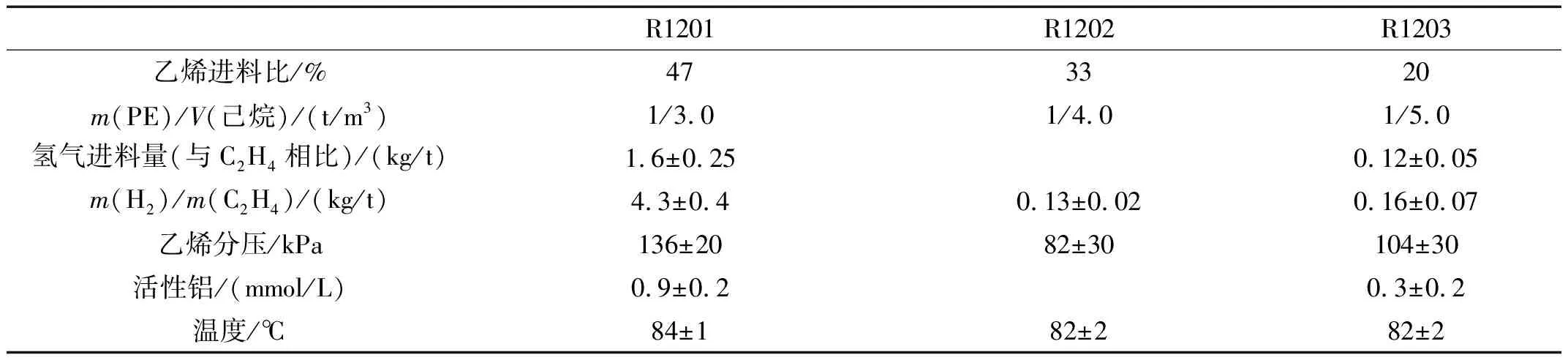
表1 膜料ACP9255配方数据
本文着重讨论聚合过程中熔融指数(MFR)和密度的控制。其中,MFR与氢乙比的关系为:
lg(MFR)=a×lg(氢乙比)+b( a、b为常数)[1],MFR在氢乙比增加的情况下将增长,反之亦然。产品密度主要取决于1-丁烯浓度,浓度越高产品密度就越低。
1 反应温度
乙烯的聚合反应是一个强放热反应,反应的淤料由离心泵送出,并通过外循环冷却器, 聚合热通过夹套水系统来撤出。本工艺用一个单一的冷却系统就将高热量撤出。对于任何一个聚合工艺而言,温度和催化剂都是核心。温度和催化剂进料的提高都会使得MFR升高,MFR的响应速度为聚合反应温度>催化剂进料>氢气进料。通过调整氢气进料量和闪蒸罐压力(实际上是第二聚合反应器氢气进料)来微调R1201和R1202的熔融指数。同时,催化剂进料量尽可能不做调整,这样反应系统平衡不易打破,产品质量更加稳定。
聚合反应达到某个平衡之后,即总压和各气相组分的浓度一定时,可根据升温会提高MFR的结果来找到最适合装置的反应温度(不必按照配方表给定的数值),调整幅度一般为0.5℃,并固定反应器反应温度。通常,第1反应器不加入共聚单体。对于第2反应器、第3反应器而言,升高温度有利于1-丁烯的共聚,此时提高第1反应器MFR的控制值,使PE分子链长度适宜,升温使共聚单体更好的和高相对分子质量部分共聚,得到相对分子质量更宽分布的产品[2]。例如,牌号ACP9255的三个反应器的最佳温度分别设定为 84.5 ℃、83 ℃、83 ℃,过高会接近反应器温度高报值(86 ℃)。固定反应器温度之后,可通过调节闪蒸罐D1201和D1202的压力来控制R1202和R1203的MFR。提高闪蒸压力即可提高第2反应器和第3反应器的氢气进料量。
2 催化剂
在本工艺设计中,将催化剂流量串级到乙烯分压上,根据乙烯分压的PV值与SP值自动调整催化剂泵的冲程。催化剂是以己烷为溶剂的悬浮液。在催化剂罐中搅拌,总会出现不均匀的情况,可能是共聚单体进料量的偏差,也可能是后续补充了新一批的催化剂。在持续生产中乙烯分压会出现波动。催化剂加入量与生产负荷有如下关系:
式中,1.5为专利商给出的经验常数。
此时, 27 t/h 的乙烯进料量需要 53 kg/h 的催化剂进料量。计算可得,每提高 1 t 负荷,需多加 3 kg/h 的催化剂。当乙烯分压出现发散的趋势时,应切换至手动模式及时干预,可采用超调的方式。例如,乙烯分压偏高时,可先多加 3 kg/h 的催化剂, 10 min 后再回调到比初始值多 1 kg/h。超调的部分会在 25 min 后产生变化,若效果不明显,重复即可。后续生产中,建议将串级取消,改为流量自动控制。操作人员应关注催化剂泵的冲程:当冲程明显上涨时,先全开OP值;若能冲通堵塞,则回调;若不能,则改用己烷冲洗。
本装置使用齐格勒纳塔催化剂体系,助催化剂为三乙基铝,每个配方中都有对应的铝钛比和三乙基铝的进料量。最佳的n(Al)/n(Ti)为25~48,此时,催化性能与收率均达到最佳水平[3]。过量的催化剂将会残存在产品中,使得灰分增大。开车油运期间,加入T2来消除系统中杂质,同时也可以让系统建立起足够多的催化活性中心的环境。过多的T2显然会使n(Al)/n(Ti)超标,导致灰分增加,也会使催化剂的活性下降,反应器的压力升高,从而间接影响MFR。同时,过量的三乙基铝在未脱活的母液中流经己烷与蜡分离系统,并随着液体蜡流入蜡系统,最终形成铝的氧化物,并在蜡罐中累积。故实际生产中,T2的加入量应合理,并根据工况不同及时调整。建议减少开工油运时T2加入量:每个反应器加入量不超过 200 kg;换新牌号时,第1反应器活性铝的浓度调整为 1.1 mmol/L(为配方参考值的上限,也适用于其他牌号);当长期运行无活性问题时,则降低至 0.9 mmol/L。
3 熔融指数的控制
对于多峰聚乙烯产品,支链在高分子量部分,低分子量则无支链。高相对分子量聚乙烯用以保证物理力学性能( 良好的强度 、韧性和耐环境应力开裂性能 )[4],低相对分子量部分改善加工性能(降低树脂在加工时的压力和扭矩),最终制备成高、低相对分子质量部分比较集中,相对分子质量合适的产品。相对分子质量的提高,可以提高分子链的取向度,使聚合物的抗冲击强度、剪切强度、抗应力开裂和伸长率得以改善。但是产品的加工性能降低,因此在选择 MFR 时,要考虑到产品加工性能和物理性能两个方面。
3.1 氢气
以第1反应器为例,配方所需氢气加入量1.6×0.47×27=20.3 kg/h,实际生产中加入量为 34 kg/h。若氢气中含杂质氮气,氢气的体积分数是98%,则氢气的质量分数为:
(98 ×2) ÷(98 ×2+2 ×64)=60.5%,因此,实际上加入的氢气为20.3÷60.5%=33.55 kg/h,与实际值接近。所以看起来纯度很高的氢气,因氢气的相对分子量较小而使得实际加入量要比配方所给的计算值高出很多。以此为条件也可以估算出不同牌号的氢气加入量。当系统达到稳态时,对氢气进料量的调整幅度应该尽可能小(0.1或 0.2 kg/h),系统对氢气的进料变化是敏感的,要保证界区氢气进料的稳定。当出现上述乙烯分压波动时,SP值为 136 kPa,所期望的氢乙比为4.3,不同乙烯分压条件下氢乙比的估算值如表2。
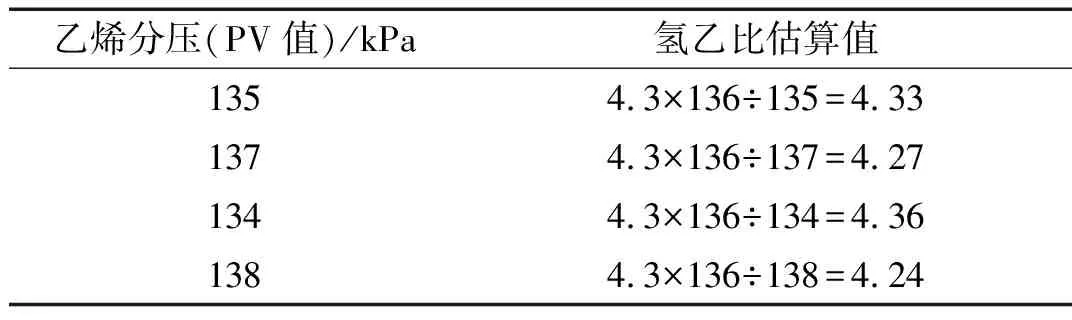
表2 不同乙烯分压条件下氢乙比的估算值
由表2可知,乙烯分压偏差越大,氢乙比偏的越厉害。熔融指数主要受反应器中的氢气含量控制,更精确地说,真正决定平均分子量的是气相(乙烯分压给定)中氢气和乙烯的分压比。通过分析反应器气相的浓度,对氢气和乙烯的分压进行测定。己烷稀释剂中氢气和乙烯的浓度与气相中的组分成比例, 如果其它工艺数据(如温度、气体进料、活化剂浓度等)不稳定,则通过氢气进料进行MFR控制是不准确的。氢乙比与目标产生偏差时,应优先考虑是否要调整催化剂进料量,反复调整氢气进料量来满足期望值,明显是不合理的。牌号切换过程或是指数出现大的偏差时,可采用类似上述催化剂进料量的超调方式,快速达到期望的氢乙比,获得期望的MFR,从而减少过渡料。
3.2 停留时间
这里的停留时间指的是:在稳态时,乙烯进入反应器生成聚乙烯颗粒,至离开反应器所度过的平均时间。用己烷充填反应器,加外循环至反应器总料位的80%共需 170 t,故估算实际生产中反应总体积约为170÷0.68=250 m3。3个反应器尺寸相同,先计算R1201停留时间:
乙烯进料=27×0.47=12.69 t/h
己烷进料=12.69×3=38.07 m3/h
R1201物料体积流量=12.69÷0.47(堆密)+38.07=65.07 m3/h
R1201停留时间=250÷65.07=3.84h
同理,计算R1202停留时间=250÷(27×0.8÷0.47+27×0.8×4)=1.89 h
R1203停留时间=250÷(27÷0.47+27×5)=1.30 h
由此易知,增加反应负荷,可减少停留时间。聚合工段停留时间偏长。针对不同的反应器应设计不同的采样频次,合理安排工作。
调整氢气进料量至期望的氢气乙烯比之后,设一个停留时间内得到的新床含量为C,则有
T=T平均×ln[旧床含量/(1-C)],其中,旧床含量为1,T=T平均,解得C=63.21%。
当T=2T平均,此时C为两个停留时间内得到的新床含量,解得C=86.47%。
当T=3T平均,此时C为三个停留时间内得到的新床含量,解得C=95.02%。
计算停留时间对于生产的指导意义在于,不同牌号或是不同生产负荷情况下,操作人员可结合停留时间和MER计算公式,来推断出控制指标中心值所对应的氢乙比,做出正确的判断并提前干预。若等待化验结果出来再做调整,则为时已晚。化验结果应该是验证之前操作是否正确。通过上述计算,床层置换有很长时间去完成,且本身就是混合物的聚乙烯浆料样品,存在偶然性。当化验结果出现明显偏差时,若在此期间没有重大调整,可采取复样的手段或是继续观察。当混炼机负荷不变时,齿轮泵电流和换网器压差与MFR的关系为反比,也可根据这个做出判断。建议根据停留时间的计算结果,设计出各采样点的合理采样时间和频次,确定最佳的温度和氢乙比,减少调整幅度,稳定产品质量。
4 产品密度
1-丁烯在聚合反应中形成支链,增加了分子间的距离,降低了分子链的规整程度,从而降低了产品的结晶度,改变了产品的密度。当密度增加时,可以改善产品的硬度、拉伸屈服强度和热稳定性,但过高的结晶度会增加材料的脆性,使得产品的抗冲击强度和抗应力开裂性能下降。由于共聚速率较低,1-丁烯通常是过量的,但是过量的1-丁烯使母液中的1-丁烯浓度相应增加,会产生更多的副产物蜡,所以引入回收1-丁烯非常有必要。来自反应器的尾气,以及来自己烷精制单元的轻组分,经加压后被送至用丁烯回收塔中,未反应的共聚单体被回收并循环回到反应器中,残留的废气被送至乙烯装置回收利用,或送至火炬。根据实际生产经验,回收的1-丁烯质量约占聚合反应所需1-丁烯总量的27%~29%。在引入含有大量1-丁烯的母液时,必须考虑到回收1-丁烯的含量。
马宝军在生产中发现[5],若共聚单体中1,3-丁二烯含量超标,在现有催化剂的体系下会聚合生成聚丁二烯橡胶,造成催化剂的损失,使催化剂活性降低。
5 结语
本文针对聚合工段的产品质量控制优化做出以下建议:
1)各生产单位应根据实际工况,固定反应温度。根据升温能提高MFR的原则,调整幅度为 0.5 ℃,提高第1反应器的MFR控制值;提高第2反应器和第3反应器的温度,获得相对分子质量更宽的产品。
2)将催化剂串级的操作方式,改为流量自动控制。根据催化剂与生产负荷的关系,提出应对催化剂波动时,催化剂进料量先超调,后回调的操作方式。
3)减少开车油运期间三乙基铝加入量。切到新牌号时,第1反应器的活性铝的浓度调整为配方上限值,当长期运行无活性问题,则降低至中心值。
4)稳定界区氢气压力和来源。当产品质量出现波动时,优先考虑催化剂的影响,根据本装置氢气的纯度,可估算切至另一牌号的氢气进料量。
5)通过停留时间的计算,设计合理的采样时间和频次。结合MFR与氢乙比的计算公式,推断出当前工况最佳的氢乙比控制值。
6)引入丁烯回收系统,降低母液中1-丁烯的浓度。
猜你喜欢
昆钢科技(2022年4期)2022-12-30
中州大学学报(2022年4期)2022-09-13
钢铁钒钛(2022年2期)2022-08-03
科学家(2022年3期)2022-04-11
科技研究·理论版(2022年7期)2022-03-23
化工管理(2021年31期)2021-11-17
化工管理(2021年24期)2021-09-10
化工管理(2021年23期)2021-08-25
农产品加工(2020年21期)2020-12-16
建筑工程技术与设计(2015年33期)2015-10-21
