铝用预焙阳极生产混捏工序对质量影响的探讨
2022-06-16 10:41李宁
轻金属 2022年1期
李 宁
(山东创新炭材料有限公司,山东 滨州 256600)
在预焙阳极生产过程中,一般将配好的各种物料放在一定的设备中进行搅拌,使之达到均匀性,这种使各种物料在设备内经过一定时间和一定温度搅拌后(干混),再均匀加入沥青继续搅拌一定时间,使骨料和沥青达到均匀混合(湿混)并得到一定塑性的糊料的工艺过程称之为混捏。
双轴搅拌混捏锅是一种目前用的比较多的混捏锅,属于间断性生产的设备[1]。国内采用间断性双轴搅拌混捏锅的传统型方式为同一个锅进行干混和湿混作业(称为单层锅)。随着预焙阳极行业大型高效的发展,出现了两层间断性混捏锅,其中上层进行干混作业、下层进行湿混作业(称为双层锅),两种不同的混捏方式其工艺控制基本一致。
众所周知,阳极生产质量控制中成型工序的占比达到70%以上[2],在成型工序的配料工艺、混捏工艺和成型工艺中,混捏工艺对预焙阳极质量最为显著。本文着重就混捏工序采用两种不同方式的间歇式混捏锅有关参数设定对阳极质量的影响进行试验、分析与探讨。
1 混捏量
1.1 混捏锅的参数
传统型混捏锅的锅体大小以有效容积和总容积来标称。有效容积取高出搅刀外圆直径的10%~20%以下包容的容积。总容积为有效容积的1.4~1.8倍。两个搅刀转速与其相互布置有关,相切布置时取两者之比为l.5~2.0,相交布置时取两者相同或2∶1。
1.2 混捏量的理论确认方法
根据搅刀的作用以及混捏锅有效容积确认办法,有效容积4000升混捏锅的理论最大糊料量为4吨,6500升混捏锅的理论最大糊料量为6.5吨。理论计算方法如下:根据测量配方各种物料自然堆积体积密度为0.95~1.05 g/cm3之间,计算取值选择1 g/cm3(0.001 kg/m3);理论计算:0.001 kg/m3×4000升(1升=1 m3)=4000 kg=4吨;同理6500升混捏锅的最大糊料量为6.5吨。
1.3 混捏量的实际应用
各预焙阳极生产厂一般根据自己产品型号的特点而选择不等的混捏量,大部分根据生阳极重量计算出适合自己生产连续的混捏量。很少有超过理论混捏量的,但也有开始试验提高混捏量,来确保生产的连续性,同时试验提高生阳极产能的可能性,但试验前提还是在质量确保的前提下进行混捏量的提高,下面针对某公司混捏量的提升在实际应用中对比质量情况进行探讨。
1.4 某公司不同混捏量的生产对比
某公司拥有多条生产线,生产线有4000升混捏锅(单层锅)和6500升混捏锅(双层锅),根据他们自己生产情况在4000升混捏锅进行了4吨、4.3吨、4.5吨不同混捏量的生产,6500升混捏锅进行了6.5吨、6.6吨、6.8吨不同混捏量的生产。生产数据如下。
1.4.1 4000升混捏锅生产部分数据
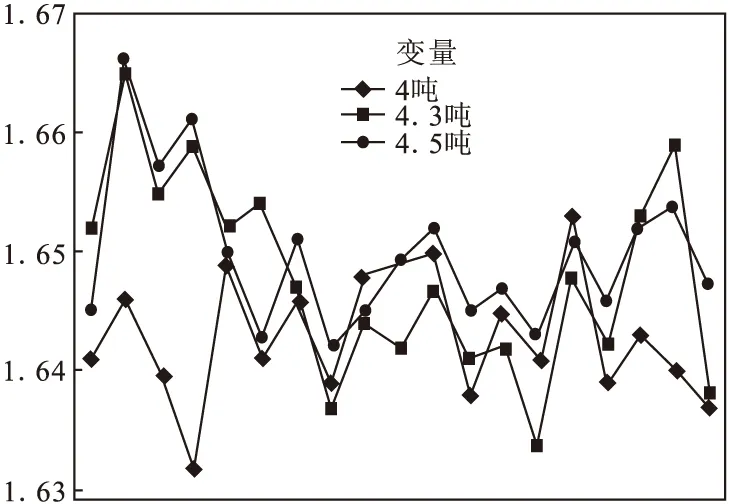
图1 4000升混捏锅不同混捏量生阳极体积密度趋势图
从生产来看,混捏量4吨的生阳极体积密度均值为1.643 g/cm3,混捏量4.3吨的生阳极体积密度均值为1.648 g/cm3,混捏量4.5吨的生阳极体积密度均值为1.650 g/cm3。同时生产过程进行生阳极冷却后的称量检测,随着混捏量和体积密度的提升,生阳极的吸水率呈下降趋势。
1.4.2 6500升混捏锅生产部分数据
从某公司阳极质量来看,混捏量的提升阳极体积密度指标呈下降趋势,分析与混捏量提升后配方沥青量的提升有一定关系;混捏量的提升抗折和抗压强度指标略微有上升趋势;混捏量的提升空气渗透性和电阻率指标呈下降趋势。可以看出,某公司混捏量的提升对指标影响总体不大,但有效提高了生产效率。
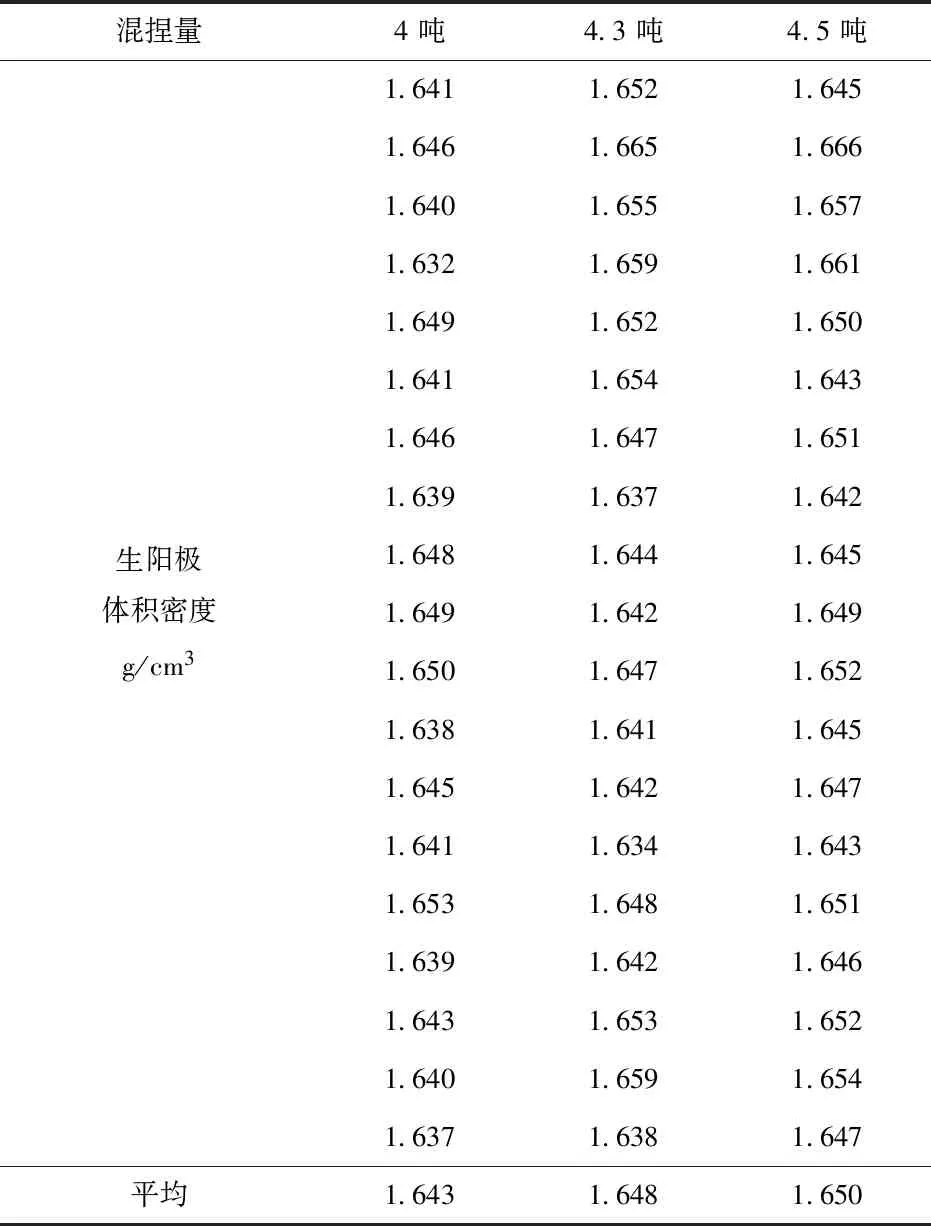
表1 某厂4000升混捏锅不同混捏量生阳极体积密度表
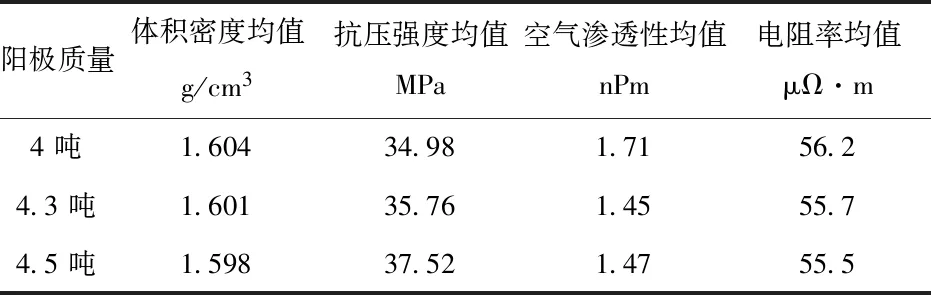
表2 某厂4000升混捏锅不同混捏量生产阳极各项指标表
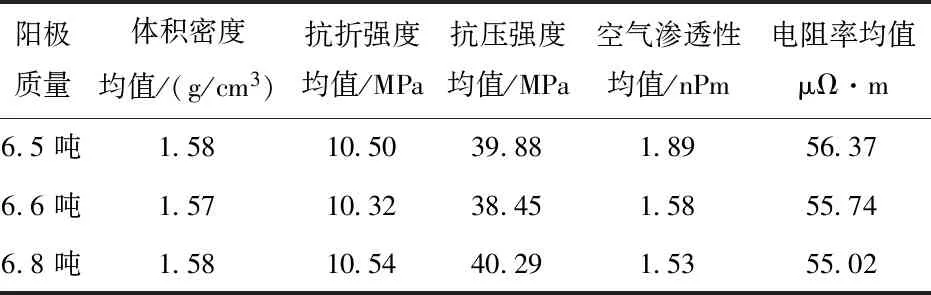
表3 某厂6500升混捏锅不同混捏量生产阳极各项指标表
2 混捏锅搅刀转速
目前大多数间歇式混捏锅的搅刀为相交布置且两搅刀转速相同。转速一般在每分钟10~16转不同。某公司多条生产线的混捏锅搅刀转速不同,对比分析得出,在同样工艺条件下不同转速混捏后的质量如表4、表5所示。
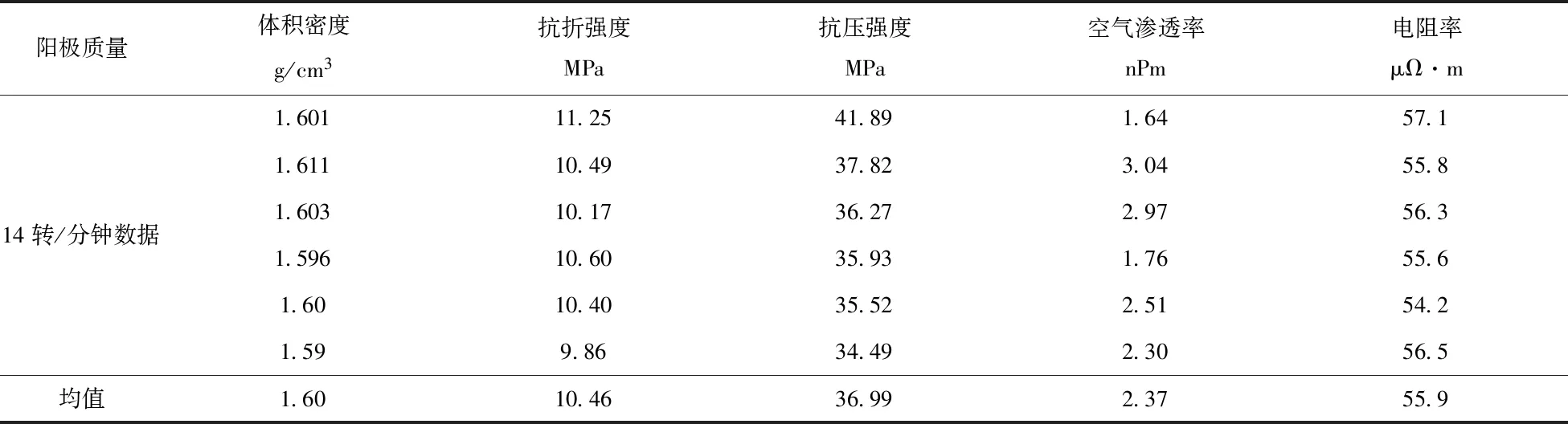
表4 某厂混捏锅转速14转/分钟阳极各项指标表

表5 某厂混捏锅转速12转/分钟阳极各项指标表
由表4、表5可知,混捏锅转速高的质量略好一些,混捏的效率和功率也较好,但总体变化不是很大。
3 混捏干混温度
3.1 混捏干混温度工艺现状
目前,间歇式混捏锅的混捏干混温度工艺各工厂不同,经调查分析对比干混温度一般控制在90~130 ℃,其中在120 ℃左右的温度居多,干混温度在100~110 ℃的次之,少数的工厂干混温度在90~100 ℃。
3.2 混捏干混温度与生阳极的关系
某A厂(4000升单层混捏锅)、B厂(6500升双层混捏锅)在配方不改变的情况下进行不同混捏温度的试验,试验过程中不同干混温度的沥青使用量和生阳极指标如表6、表7所示。
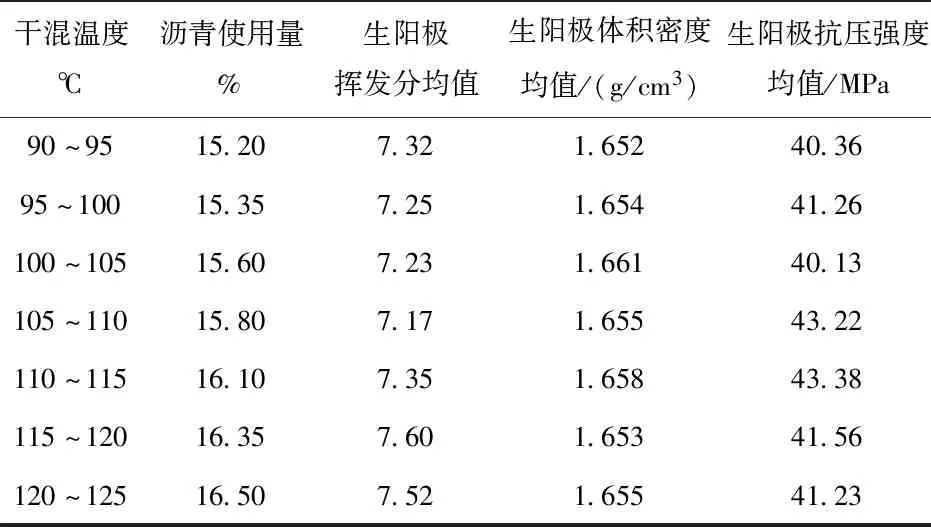
表6 某A厂干混温度与生阳极各项指标表
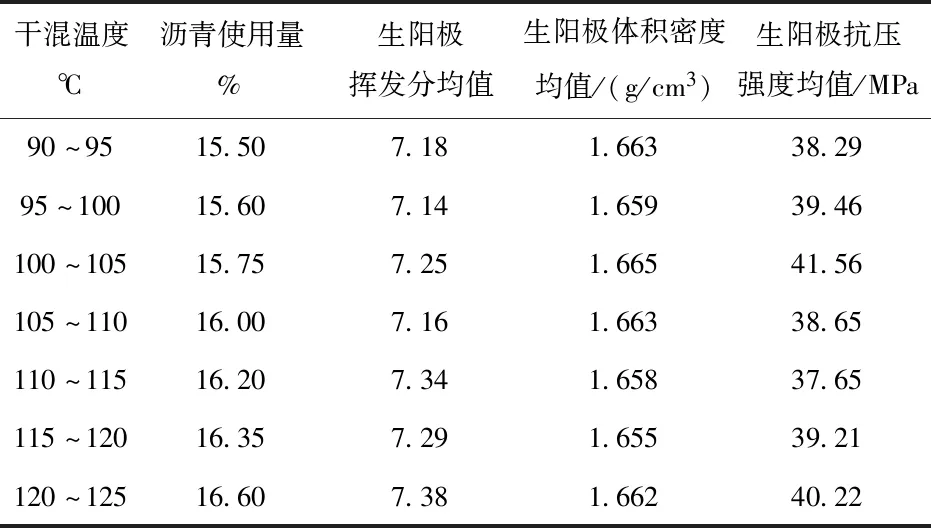
表7 某B厂干混温度与生阳极各项指标表
3.3 混捏干混温度与阳极质量的关系
某A厂(4000升单层混捏锅)在配方不改变的情况下进行不同混捏温度的试验,试验过程中不同干混温度的沥青使用量和阳极指标如表8所示。
某B厂(6500升单层混捏锅)在配方不改变的情况下进行不同混捏温度的试验,试验过程中不同干混温度的沥青使用量和阳极指标如表9所示。
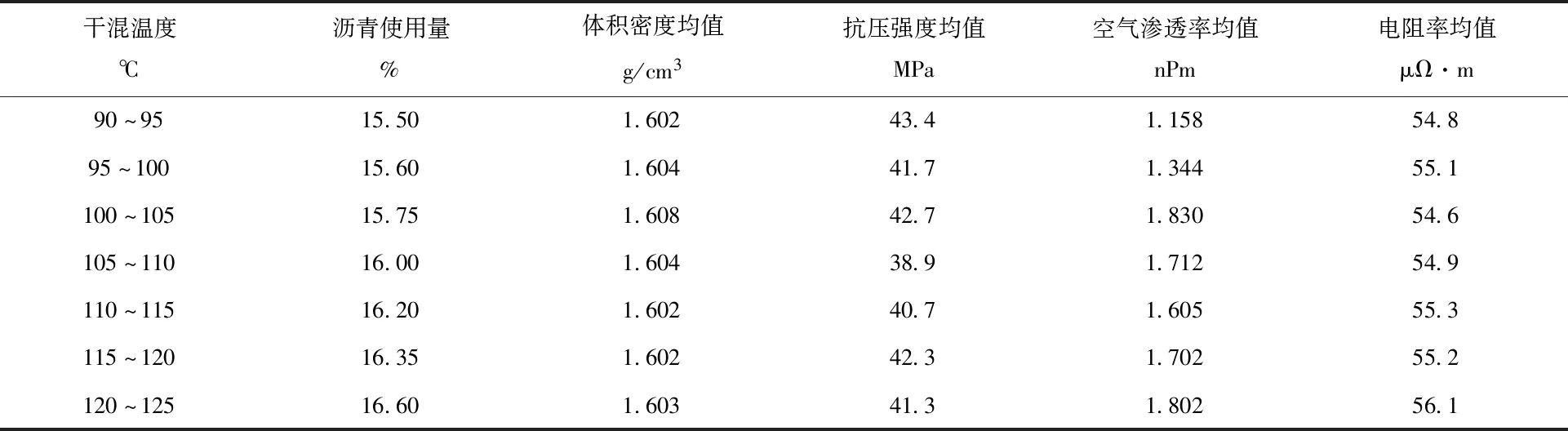
表9 某B厂干混温度与阳极各项指标表
从上述两个工厂的试验中可以看出,沥青量随着干混温度的降低而降低,生阳极的糊料挥发分随着沥青量的增加而增加,生阳极的体积密度和抗压强度变化不大;阳极的质量在不同干混温度下有一个工厂的体积密度呈下降趋势而另一个工厂的体积密度变化不大,抗压强度变化不大,但都有一个共同点就是105~110 ℃时抗压强度较低,空气渗透性都随着干混温度和沥青使用量的降低呈下降的趋势,阳极电阻率的趋势是一个工厂变化不明显而另一个工厂随着干混温度的降低电阻率降低。
两个工厂的试验期间阳极外观合格率变化不大,或分析阳极外观质量时与当时的试验关联不大,因此在此处不做进一步的数据对比。
4 结 语
(1)提高混捏量试验对部分指标呈向好趋势,部分指标呈恶化趋势。
(2)不同混捏锅转速阳极指标变化不大,但有一个趋势是搅刀转速快的阳极指标略好一些。
(3)不同干混温度的试验总体看对阳极指标没有导致恶化,部分指标有向好的趋势。
因此,不同公司可结合自身实际情况针对混捏开展部分生产试验,找到适合自己的混捏工艺,有利于工作效率的提升和生产成本的降低。
猜你喜欢
化工管理(2022年14期)2022-12-02
装备环境工程(2022年8期)2022-09-07
中国临床医学影像杂志(2022年6期)2022-07-26
小学生学习指导(高年级)(2022年4期)2022-04-26
小学科学(学生版)(2021年12期)2021-12-31
陶瓷学报(2021年1期)2021-04-13
建材发展导向(2021年23期)2021-03-08
皮革制作与环保科技(2020年14期)2020-03-17
汽车零部件(2017年11期)2017-12-04
读写算·高年级(2017年6期)2017-06-27