
一款改善睡眠奶粉的工艺研究
2022-06-16 04:27:54宫建辉
现代食品 2022年9期
◎ 宫建辉
(北京姿美堂生物技术有限公司研发中心,北京 100144)
我国睡眠研究会调查问卷统计显示,高达38.2%的中国城市居民存在着不同程度的失眠。根据中国睡眠研究会《2016中国中产阶层睡眠指数白皮书》披露,睡眠不佳对人们身心健康造成不同程度的伤害,被调查人群中有失眠症状的比例达46.58%,其中4.79%的人群需要长期服用安眠药才能入睡[1]。γ-氨基丁酸(Gamma-Aminobutyric Acid,GABA)是一种广泛分布于动、植物体内的小分子量非蛋白质氨基酸,是一种重要的中枢神经系统抑制性神经递质。李科等[2]研究了外源摄入GABA通过肠-脑轴、脑组织透性及其体内代谢物在改善睡眠方面的作用机制,论证了GABA可以改善睡眠。茶氨酸是茶叶中的一种主要氨基酸,占茶叶游离氨基酸的50%~60%,占茶叶干重的1%~2%[3]。茶氨酸是茶叶的呈味物质,是谷氨酸的衍生物。日本学者发现,茶氨酸能迅速透过血脑屏障进入脑内,并直接参与脑内神经传递质的合成,并能自动转化成GABA(γ-氨基丁酸),后者是一种对人体来说非常重要的神经传递质[4]。茶氨酸小鼠灌胃实验发现,茶氨酸能有效延长戊巴比妥钠催眠条件下小鼠的睡眠时间,提高小鼠的入睡率及有效缩短睡眠潜伏期,具有改善睡眠的功能[5]。酪蛋白水解物能提高受试者睡眠质量指数总分,特别是提高治疗2周后睡眠质量,治疗4周后减少睡眠潜伏期和日间功能障碍[6]。随着社会压力的增大,越来越多人有睡眠障碍,本研究以γ-氨基丁酸、茶叶茶氨酸、酪蛋白酶解物为主要原料,采用过筛、混合现代工艺,对配方进行优化,研制一款具有改善睡眠作用的奶粉,为功能奶粉食品的开发提供思路。
1 材料与方法
1.1 材料与试剂
γ-氨基丁酸,辽宁天华生物药业;茶叶茶氨酸,陕西艾特生物;酪蛋白酶解物,广东化肽生物;三氯蔗糖、全脂奶粉、牛奶香精,均为食品级;L-茶氨酸,上海源叶生物科技有限公司;4-氨基丁酸,中国食品药品检定研究院;三氟乙酸、硼酸、氢氧化钠、邻苯二甲醛、巯基乙醇、乙酸钠三水合物、三乙胺、冰醋酸、四氢呋喃和浓硫酸,均为分析纯;甲醇、乙腈,均为色谱级。
1.2 仪器与设备
高效液相色谱仪、电子天平、药物稳定性检查仪、休止角测定仪、标准筛、V型混合机、电子水分测定仪、电热鼓风恒温干燥箱。
1.3 实验方法
1.3.1 工艺流程
目标工艺流程为:过筛→称量→混合→分装→外包装。
1.3.2 工艺参数考察方法
(1)物料物理性质考察。①休止角的测定:采用固定圆锥底法,取底盘半径(r)为5.5 cm的培养皿,将物料固定于培养皿中心点上面的漏斗中,物料从漏斗中流出,直至物料堆积至从培养皿上缘流出、圆锥体高度不再增加为止,测出圆锥体的顶点到平皿上缘的高(H),重复测定3次[7-8]。休止角计算公式为②松密度的测定。将适量物料(质量为Mb)通过短颈漏斗缓慢沿漏斗壁倒入100 mL量筒中,使量筒中物料表面铺平,不得振荡,读出其体积(Vb),则松密度(堆密度)计算公式为③振实密度的测定。将装有物料的量筒,以一定振幅振动300次,记录振实后的体积(Vbt),振实密度。④压缩度的测定。根据松密度(ρb)以及振实密度(ρbt)计算压缩度,计算公式为
(2)吸湿率。参考《中华人民共和国药典》(2020年 版)四部[9]“药物引湿性试验指导原则”。
(3)相对临界湿度考察。参考中药药剂学,依次准确量取46.59 mL、61.51 mL、73.06 mL、83.16 mL、 92.67 mL、102.12 mL及112.26 mL浓 硫 酸,配 制 200 mL浓度依次为22.83%、30.14%、35.80%、40.75%、 45.41%、50.04%及55.01%的硫酸溶液,对应的相对湿度(Relative Humidity,RH)为85%、75%、65%、55%、45%、35%及25%,将硫酸溶液依次倒入干燥器中,放入25 ℃的恒温箱内平衡24 h。
将干燥恒重的称量瓶编号,分别置于上述湿度梯度的干燥器内平衡12 h以上。称取物料,平铺于已平衡的称量瓶中(厚度约为2 mm),吸湿至恒重后 (7 d)取出称重,并记录外观变化,计算吸湿百分率,平行做3份。以吸湿率为纵坐标,相对湿度为横坐标,绘制相对湿度曲线。曲线拐点处的切线与X坐标轴的交点对应的相对湿度即为物料相对临界湿度。吸湿百分率=(吸湿后质量-吸湿前质量)/吸湿前质量×100%。
(4)原料影响因素试验。参考《中华人民共和国药典》(2020年版)四部“原料药物与制剂稳定性试验指导原则”项下进行。
(5)混合均匀度测定。分别从混合物料中按照五点取样法取样检测茶氨酸的含量,以茶氨酸含量的RSD值为指标优选混合时间。
(6)重点指标测定。茶氨酸的测定按照《保健食品理化及卫生学指标检测与评价技术指导原则(2020年版)》中保健食品中茶氨酸的测定方法进行。γ-氨基丁酸的测定按照《γ-氨基丁酸》(QB/T 4587—2013)规定的方法进行测定。水分测定按照《食品安全国家标准 食品中水分的测定》(GB 5009.3—2016)的方法进行。灰分测定按照《食品安全国家标准 食品中灰分的测定》(GB 5009.4—2016)方法进行。
1.3.3 感官评价
按照拟定试验用量称取全脂奶粉、三氯蔗糖、牛奶香精混合,本品每袋拟加温开水200 mL,搅拌,从口感、香气2个方面进行评分。
2 实验结果
2.1 混合原料的流动性、堆密度及吸湿性考察
γ-氨基丁酸、茶叶茶氨酸、酪蛋白酶解物按固定配比称取,混合均匀,按1.3.3项下方法对其流动性及吸湿性进行考察。结果见表1。由表1可知,混合原料的平均休止角为40.0°,平均压缩度为24.6%,表明混合原料的流动性略差(休止角小于40°,压缩度小于20%,物料流动性较好,能满足工业化生产,压缩度增大时流动性下降,当压缩度值达到40%~50%时粉体很难从容器中自动流出[10])。混合原料平均吸湿率为22.39%,表明混合原料极具吸湿性。
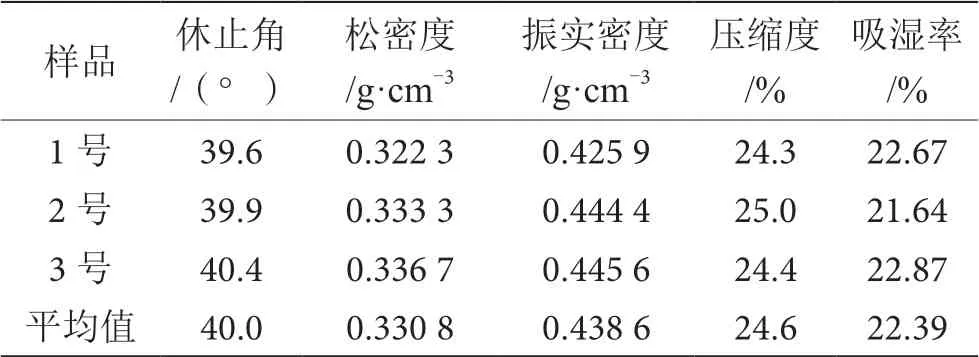
表1 混合原料的流动性及吸湿性考察结果表
2.2 混合原料相对临界湿度考察
按1.3.2项下方法,进行混合原料相对临界湿度考察,结果见图1。曲线拐点处的切线与X坐标轴的交点对应的相对湿度即为物料相对临界湿度。由图可知,混合原料的相对临界湿度为73.14%,相对临界湿度较大,因此需要适当增加辅料。
2.3 产品口感优化
γ-氨基丁酸、茶叶茶氨酸、酪蛋白酶解物按固定配比称取,混合均匀,进行口感尝试。结果:直接吞服,有不良苦味且苦味持续时间久;用200 mL温开水冲泡饮用,味苦,口感不适,有不适气味。因此,选用三氯蔗糖作为甜味剂、同时添加牛奶香精调节滋气味。为确定最佳配方,按照拟定试验用量称取全脂奶粉、三氯蔗糖、牛奶香精混合,本品每袋拟加温开水200 mL,搅拌,从口感、香气2个方面进行评分,评分细则见表2,结果见表3[11]。结果表明,通过 10人评定小组给出评分,试验5评分最高,说明试验5配方最优,确定全脂奶粉、牛奶香精、三氯蔗糖的添加量分别为93.76%、3.0%、0.030%。
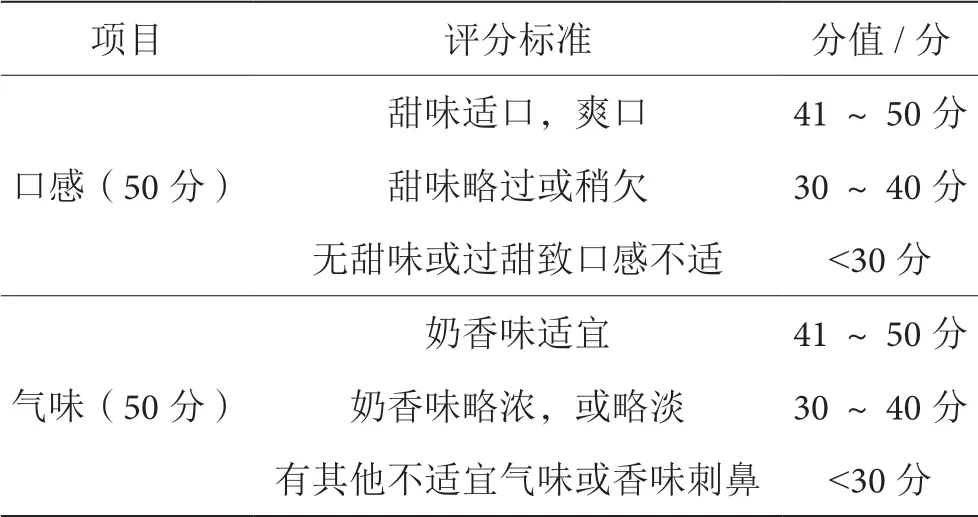
表2 冲调后风味评分标准表
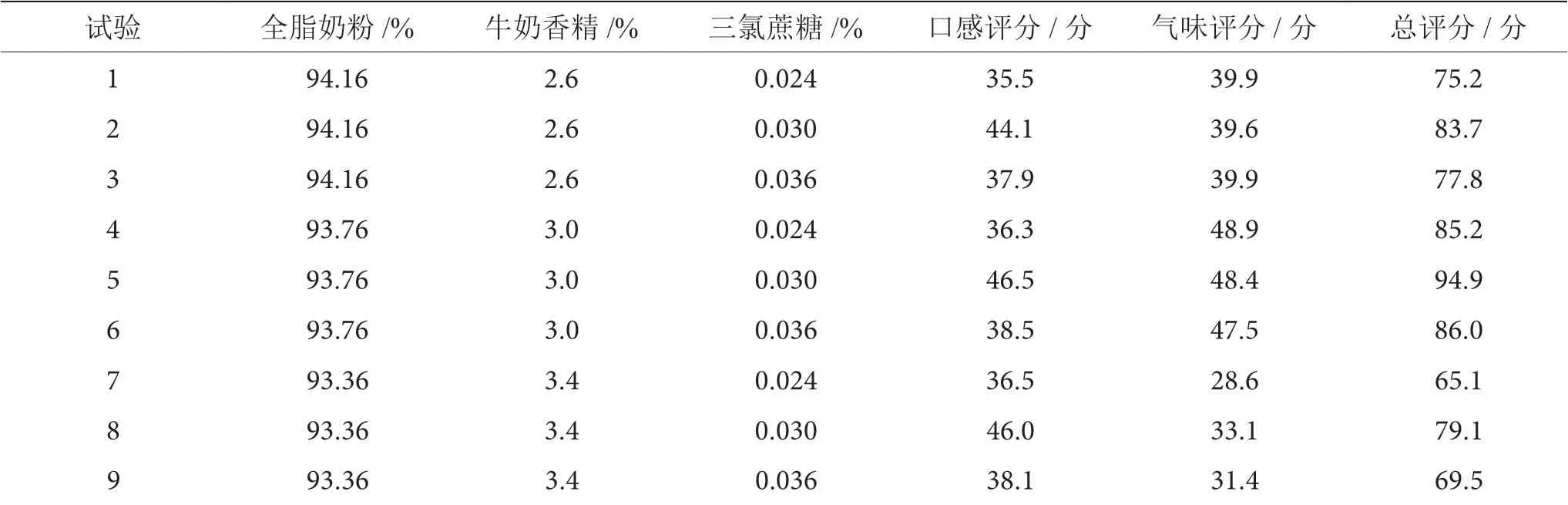
表3 试验结果表
2.4 原辅料过筛考察
根据物料过筛难易程度,分别对γ-氨基丁酸、茶叶茶氨酸、酪蛋白酶解物、全脂奶粉、牛奶香精和三氯蔗糖进行过筛考察,结果见表4。试验结果表明,γ-氨基丁酸、茶叶茶氨酸、酪蛋白酶解物、全脂奶粉、牛奶香精和三氯蔗糖均易通过60目筛。故最终选择过60目筛。

表4 物料过筛目数考察结果表
2.5 物料混合考察
按照5 kg称取已过筛的原辅料,将三氯蔗糖、茶叶茶氨酸按照等量递增方式混合,每次3 min,得混合粉1;混合粉1、γ-氨基丁酸、酪蛋白酶解物、牛奶香精和全脂奶粉混合(转速16 r·min-1),分别在混合20 min、30 min、40 min时,停止混合,按照五点取样法,分别在样品的左上、右上、中间、左下和右下5个部位进行取样,测定茶氨酸含量,以茶氨酸含量优化混合时间。试验结果见表5。结果表明,混合粉 1与γ-氨基丁酸、酪蛋白酶解物、牛奶香精和全脂奶粉混合40 min时茶氨酸含量的RSD值<5%,故本品拟定混合40 min。

表5 物料混合均匀度考察结果表
2.6 混合粉相对临界湿度
取总混粉,按“1.3.2”项下方法,进行总混粉相对临界湿度考察,结果见图2。按照“1.3.2”项下的方法,计算该总混合粉的相对临界湿度为60.14%,故生产时应控制车间相对湿度在60%以下。
2.7 混合粉的流动性、堆密度考察
取混合均匀的混合原料,按“1.3.2”项下方法对其流动性进行考察。结果见表6。结果可知,总混粉流动性良好,由此可见,三氯蔗糖、牛奶香精的加入也改变了产品的流动性。

表6 混合原料的流动性及吸湿性考察结果表
2.8 分装实验
取上述混合时间项下的总混合粉,使用全自动粉末包装机分装,25 g/袋,考察分装情况,袋装产品情况,测定装量。试验结果显示设备正常运行,无密封不严、漏气情况,装量符合规定。试验表明,混合粉分装顺利,可以满足生产要求。
2.9 小试验证
按产品配方及以上工艺进行1批小试验证,批量5 kg,结果见表7。

表7 小试工艺验证结果表
3 结论
结果表明,睡眠奶粉的全脂奶粉、三氯蔗糖、牛奶香精的最佳添加量为93.76%、3.0%、0.030%。最佳生产工艺如下。①γ-氨基丁酸、茶叶茶氨酸、酪蛋白酶解物、牛奶香精、三氯蔗糖分别过60目筛。②三氯蔗糖、茶叶茶氨酸按照等量递增方式混合,每次3 min, 得混合粉1;混合粉1、γ-氨基丁酸、酪蛋白酶解物、牛奶香精和全脂奶粉混合30 min(16 r·min-1),得总混合粉。③生产过程中车间湿度控制在60%以下。按优选配方及工艺生产的睡眠奶粉稳定,水分、灰分、γ-氨基丁酸、茶氨酸含量稳定。可作为睡眠奶粉成熟的小试生产工艺,为后续大生产提供依据。
猜你喜欢
现代畜牧科技(2021年6期)2021-07-16 05:49:54
医学概论(2021年19期)2021-01-21 17:16:43
中国粮油学报(2019年4期)2019-07-12 09:06:28
现代面粉工业(2016年2期)2016-02-23 00:27:05
中国粮油学报(2016年5期)2016-01-23 02:44:41
磁共振成像(2015年5期)2015-12-23 08:52:54
食品工业科技(2014年13期)2014-03-11 18:16:55
中国粮油学报(2014年8期)2014-02-06 01:34:08
食品科学(2013年23期)2013-03-11 18:30:09
食品科学(2013年19期)2013-03-11 18:27:37
