
M250内圆磨床电机皮带轮组件改进
2022-06-16 01:46纪天虹石庆娟
纯碱工业 2022年3期
纪天虹,石庆娟
(瓦房店轴承集团有限责任公司,辽宁 瓦房店 116300)
1 皮带轮和电机原有连接方式分析
砂轮轴传动结构是M250磨床工作台的主要磨削组件。砂轮轴往复行程机动进给量为0.01 mm~0.05 mm,砂轮转速为2 500~4 000 rpm。砂轮线速度为20~40 m/s。原有的皮带轮和电机轴如图1所示为平键连接。配合方式为间隙配合,皮带轮长期传动表面容易磨损将原有的摩擦槽磨平,平键为了克服滑动摩擦力也容易出现磨损,这样皮带容易从皮带轮中脱落并且无法保证加工产品的质量。因此需要每月频繁拆卸皮带轮,加工皮带轮外径的摩擦槽。工人敲打拆卸后平键和电机轴会产生机械性损坏或者变形,导致皮带轮按照原有的公差配合使得部分表面间隙变大不能满足安装精度,引起电机轴端振动大。砂轮在高速旋转时电机轴的振动导致砂轮的磨削力发生变化,电机轴的振动会传递到套圈滚道上,导致轴承套圈尺寸加工的稳定性和表面质量受到影响。
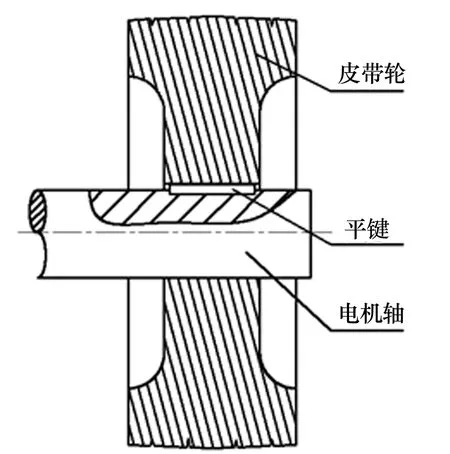
图1 原有皮带轮和电机轴连接方式
2 皮带轮组件的改进
为了尽量避免频繁拆装对电机轴的损坏并保证安装精度,增加锥形衬套和锁紧螺母来连接皮带轮和电机轴。并将原有的皮带轮轮毂孔改为锥形孔。这样改变了原有的零件的装配模式。即皮带轮轮毂孔和衬套外径配合,衬套内径尺寸和电机轴尺寸配合,并设置平键键槽,衬套外形结构为锥形锁套,小端面设置螺纹。锁紧螺母上紧衬套小端面的螺纹。(如图2)当锥套将皮带轮与轴连接在一起时,就形成了一个过盈配合的连接体。锥套内孔与轴由平键连接,通过平键来传递力矩。锥套与皮带轮间虽然没有键连接,但是接合面存在正压力,产生的摩擦力就可以传递力矩了。通过拆卸锁紧锁母就可以达到不破坏电机轴拆卸皮带轮的目的。
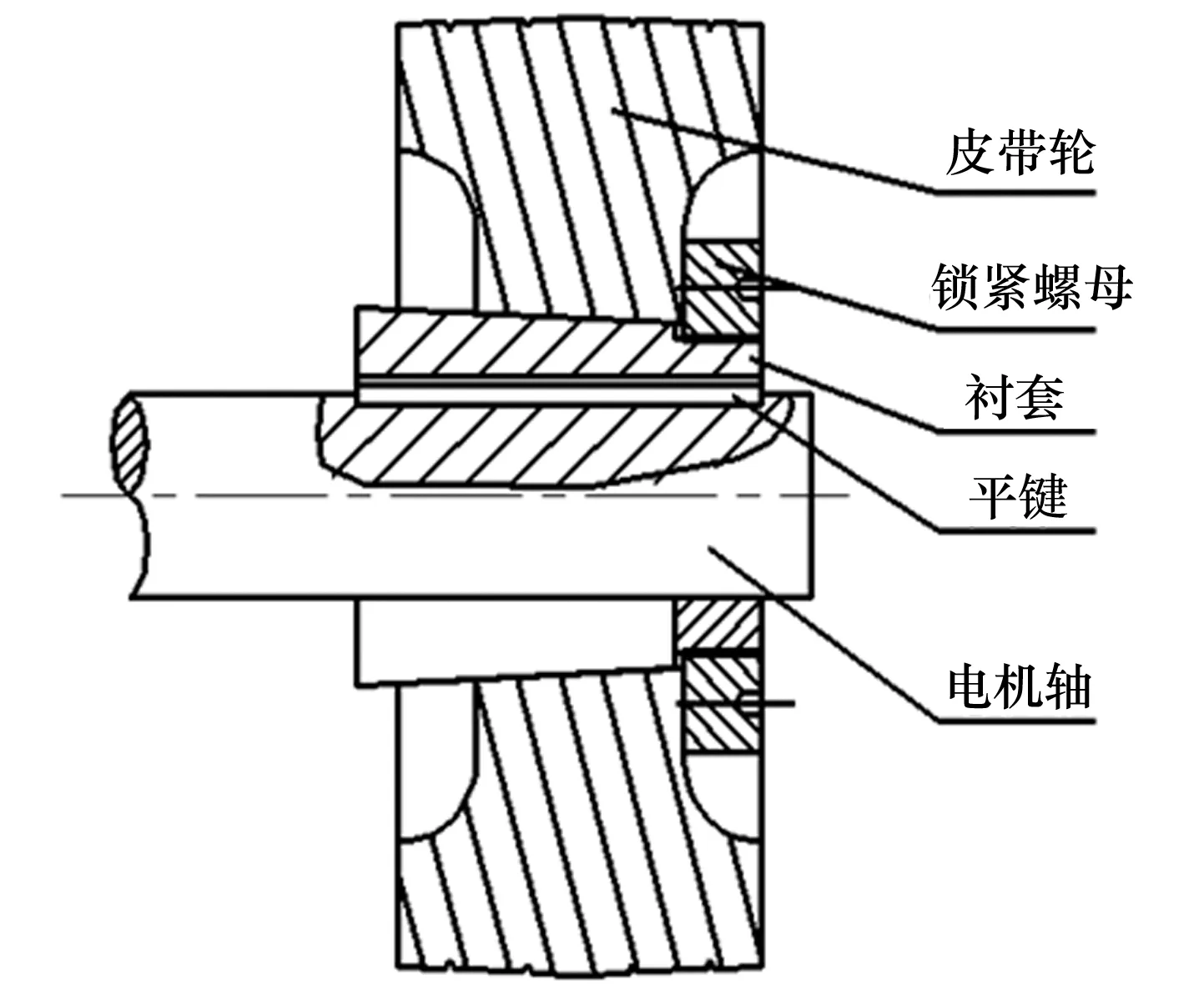
图2 改进后皮带轮组件的设计结构
3 改进后皮带轮组件各零件的结构优点
3.1 衬套的结构优点
锥形衬套结构如图3所示,采用优质碳素结构钢45#,外表面锥度采用了1∶10,小端面延长一段圆柱结构并加工螺纹,在衬套大端面径向开4个槽,槽开口宽度为2 mm,轴向深度占锥形衬套有效长度的2/3。衬套内孔开平键槽,与电机轴仍然采用平键连接。这样改进的优点在于45#钢属于中碳钢,价格便宜,成形工艺和热处理工艺简单,车削效果好,容易加工,淬火效果也显著优于低碳钢,适合应用在这种载荷要求不高的机械传动结构中。端面开槽后衬套具有一定弹性,当皮带轮插入衬套后,大端面开槽端为了克服被皮带轮紧固使得外表面完全贴合皮带轮内孔,起到进一步锁紧皮带轮的目的。这种连接的牢固程度可达到热套的同等牢固程度。衬套小端面螺纹与小端面过渡面上加工的退刀槽可以让紧固螺母可以最大限度的锁紧衬套,防止皮带轮发生轴向跳动。
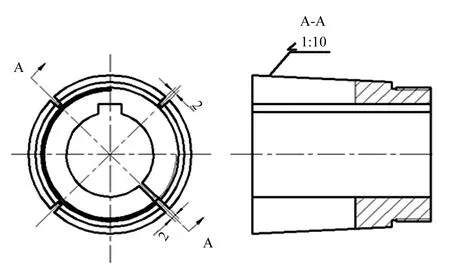
图3 衬套结构
3.2 皮带轮和锁紧螺母的结构优点
如图4所示,皮带轮轮毂孔加工成锥形孔,与衬套外表面相配合。这样提高了皮带轮和电机轴的同心度,使得整个传动结构更紧固并具备很强的抗冲击和振动能力。皮带轮无需克服平键带来的摩擦力,减小了皮带轮轮毂孔的损坏。如图5所示锁紧螺母螺纹和衬套小端面螺纹相配合,并在螺母一侧端面周向均匀设置3个安装孔。冲头顺时针或逆时针支撑在安装孔内用铁锤敲打冲头可以实现螺母的拆装。
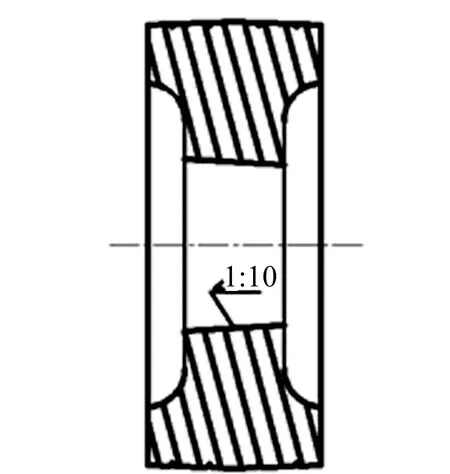
图4 皮带轮结构
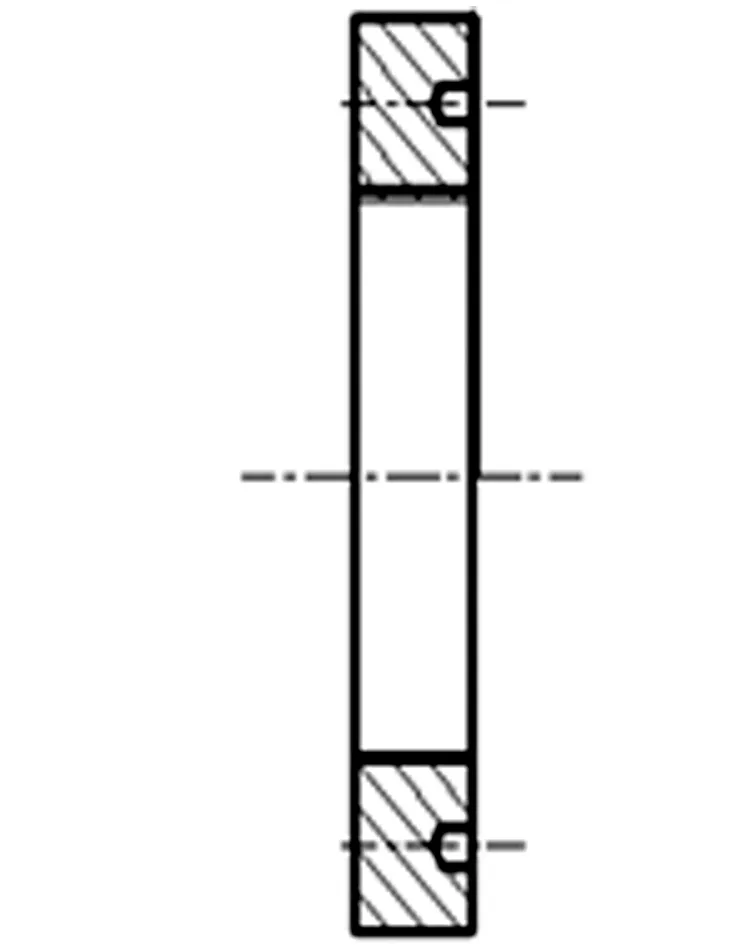
图5 锁紧螺母结构
4 改进效果验证

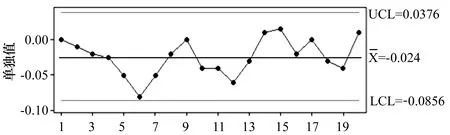
改造前
另外对比改进前后的皮带轮组件加工的轴承套圈外滚道外观有了显著的改善。
通过3个月的工艺验证,相同频率拆装皮带轮,衬套没有磨损或材料失效,皮带轮组件安装精度得到很好的改善,节省了拆装时间,提高了生产效率。这种皮带轮组件结构可以应用在各种磨床电机轴上,对于生产节拍快,产品批量大的加工情况具有很强的实用性和经济性。
猜你喜欢
工具技术(2022年7期)2022-10-12
金刚石与磨料磨具工程(2022年4期)2022-08-17
汽车实用技术(2022年14期)2022-07-30
车用发动机(2021年5期)2021-10-31
汽车零部件(2021年8期)2021-08-31
汽车与驾驶维修(维修版)(2021年7期)2021-08-27
汽车零部件(2021年7期)2021-07-29
汽车零部件(2020年4期)2020-05-25
中国电气工程学报(2019年25期)2019-09-10
科技创新导报(2016年4期)2016-11-19
