电镀工艺在冷冲压模具中的应用
2022-06-15 11:24王朋姜长富一汽大众汽车有限公司成都分公司
锻造与冲压 2022年12期
冲压成形是目前汽车工业中薄板加工的重要方式,尤其是随着汽车工业的长足发展,对于高速冲压模具的需求也是越来越多。为了满足模具高速生产的要求,对模具的表面也相应提出耐磨、耐腐蚀、高硬度等需求。由此也发展出了不同的模具表面处理技术,用以改善模具的表面性能。
汽车冷冲压模具的表面处理方式有很多,模具的镶块和凸凹模型面也有不同的处理方式,目前应用比较广泛的表面处理方式主要有镀铬、离子氮化、PVD、CVD、TD、PPD、感应激光表面淬火等技术。本文主要介绍镀铬在冷冲压模具中的应用、在镀铬过程中的注意事项,以及模具镀铬过程中出现的问题和处理过程,给实际镀铬提供指导,确保镀铬后模具表面性能能够达到预期效果。并列举一汽-大众某车型模具在镀铬过程中出现的问题以及解决方案,希望可以给大家提供参考。
模具镀铬原理
模具电镀原理介绍
模具镀铬就是利用电解原理在模具表面生成一层金属铬的电化学反应过程。镀铬过程中模具接电源负极,按照模具表面形状加工制作的仿形阳极接电源正极,模具和仿形阳极之间保持一定的距离,并全部浸入到电解液中。接通电源后,模具和仿形阳极之间发生一系列复杂的电化学反应,电解液中的六价铬离子在模具表面被还原成金属铬,形成镀铬层,同时释放出氢气和氧气(图1)。
高速公路工程中的中心试验室要定期对工程实体进行检测,并结合工程分部分项工程项目的实施情况,与检测单位共同检测,并根据工程监理单位提出的要求,做好相应的改进工作,进一步提升工程的施工管理控制水平。高速公路工程中的其他单位需要根据试验检测中心提出的意见,做好相应的复核检验工作,中心试验室工作人员要将各项试验数据进行归档整理。
(3)因为抛物线始终经过点A(-1,0),且对称轴x=1,所以由对称性可知,抛物线也一定经过(3,0),且抛物线的解析式可以写成y=ax2-2ax-3a.接着我们分类探求:
⑶针对凸、凹模其他表面粗糙度不达标的位置,重新进行打磨抛光(选用1500
砂纸进行),表面粗糙度保证在Ra0.8μm 以内。

模具镀铬层的几种特性
⑴硬度:在正常镀铬工艺条件下,模具镀铬层硬度可以达到55 ~65HRC。
模具镀铬工艺流程图见图2。
⑶粗糙度:模具镀铬层抛光后,平面的表面粗糙度为Ra2 ~Ra3μm,R 角的表面粗糙度为Ra0.5 ~Ra1μm。
⑷耐磨性:铬镀层的摩擦系数很低,特别是干摩擦系数在所有金属中是最低的,因此,铬镀层具有很好的耐磨性。
⑸可重复性:模具镀铬的次数一般没有限制,如果镀铬层发生磨损,只需将原有镀层清除后,重新镀铬即可。
1955年,Husqvarna推出了品牌历史上颇具传奇色彩的产品—Silverpilen,这个名字在瑞典语中有“silver arrow”的意思。这辆仅重75公斤的摩托车拥有不少在当时尚属先进的技术,可以说在一定程度上引领了后来摩托车技术发展的潮流。但更为可贵的是,Husqvarna并没有在这一款成功的车型上不停地炒冷饭,在2014年,Husqvarna发布了由Kiska设计公司开发的名为SVARTPILEN和VITPILEN两款全新车型。和前辈车型亮相时所带来的震撼一样,这两款全新的摩托车同样具备了未来主义的科幻风格造型,令人过目难忘,也令人想入非非。
模具镀铬工艺流程
⑴模具清洗。
⑵针对原有电镀层进行剥离处理(针对非首次电镀的模具)。
⑸放电镀液,并开始通电镀铬。
⑷模具仿形阳极的制作——关键工序。
⑶模具电镀前的打磨抛光工作——关键工序。
⑹模具再次清洗。
⑺模具电镀后的打磨和抛光工作——关键工序。
⑻电镀后的质量检测(主要检查电镀后模具各区域的镀层厚度是否满足要求)。
⑼模具防锈处理和包装。
⑵厚度:一般来说,电镀以后模具平面处镀层厚度在5 ~15μm 左右,模具R 角处镀层厚度在20 ~35μm 左右,模具R 角的镀铬层厚度大约是平面镀铬层厚度的2 ~3 倍,并且R 越小厚度会越厚。

模具抛光(电镀前/后)
⑴针对模具局部有棱角、不光顺的位置使用合金锉刀、细油石等工具进行光顺,使之光顺圆滑。
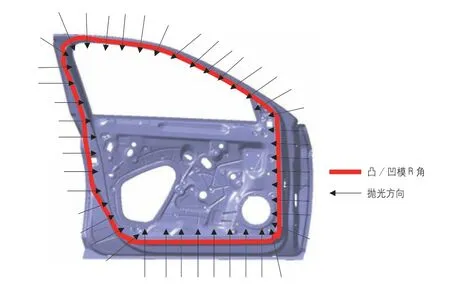
⑵针对凸、凹模R 角位置,需要重点进行抛光处理(选用2000
以上的砂纸,抛光时必须要顺着板料流动方向),最终凸、凹模R 角位置表面粗糙度保证在Ra0.4μm 以内(图3)。
1.2 金丝小枣浆烂果致病菌及主要症状 金丝小枣浆烂病致病菌主要为囊孢壳菌。果实感病后的症状表现是:果实白熟期病斑初为黄色小点,迅速扩大形成圆形红色病斑,病斑扩展快,病组织呈土黄色至浅褐色软腐,脓状,5~7天可导致整个果实腐烂。
从福建梅花山国家级自然保护区1987—1990年、1990—1991年间开展的综合科学考察和专项补充调查(以下统称科考)统计得知,保护区有种子植物154科672属1521种(含变种和亚种)[1]。为了进一步摸清保护区的本底资源,作者于2013—2017年结合福建省第二次重点保护野生植物资源调查,对保护区种子植物进行了再次补充调查,发现了红豆树、毛红椿、台湾含笑等种子植物142种(含变种、亚种)。本项调查丰富充实了保护区的植物物种资源,对重新评价该保护地的保护价值和保护地位,对保护管理机构实施保护管理等都有着重要的现实意义。
仿形阳极制作
⑴模具吊入阴极架内放置,调整好位置。
⑹注入电镀液。
⑶挂主阳极和辅助阳极,并且控制好阳极与模具之间的距离。外R 角处:与模具间距45 ~50mm;平面位置:25 ~30mm;内R 角处:需要单独制作辅助阳极,与模具间距在10 ~20mm(图4)——关键工序。
老的让开道,催促着,奖励着,让他们走去。路上有深渊,便用那个死填平了,让他们走去。 [2](第1卷,P354-355)

⑷进入电镀槽内,并且再次确认各处主阳极和辅助阳极与模具之间的距离——关键工序。
① 印出的产品图形完整,线划印色饱满、注记、网线(点)光洁实在,无双影、花糊、虚断和脏污。大面积的平网颜色均匀一致。
⑸试通电检查确认各处阳极是否正常。
企业文化设施,是企业文化建设的硬性设备和物质载体,茅台人历来重视企业文化设施建设。1994年,茅台开始建设“酒文化城”,建成有汉、唐、宋、元、明、清、现代7个展馆和文化街辅助建筑,收藏匾额、书画、文物作品5000多件,系统反映了茅台酒的发展历程;此外还建设了公司体育馆、图书室、阅览室、档案馆等文化活动设施,以丰富员工文娱活动,建成“一报两台三微五刊”等文化载体宣传茅台文化内涵。
⑵制作主阳极和辅助阳极——关键工序。
上文已经提到过管理会计在企业中的重要性,因此,企业要想更好的发展,就必须要考虑如何更加有效的运用管理会计。确保管理会计能够在工作中充分发挥其职能,从而促进整个企业的发展。而为了实现这一目标,则主要要从以下四个方面入手:
⑺通电开始电镀。
当紫薯粉的添加量为40%、黄油添加量为50%、柠檬酸添加量为0.4%的条件下,白糖添加量分别为10%、15%、20%、25%、30%,研究白糖添加量对紫薯酥性饼干品质影响,感官评分结果(见图3)。白糖添加量在20%的感官评分最高,紫薯饼干甜度的来源一方面是添加的白糖甜度,另一方面是紫薯粉本身的甜度,所以紫薯酥性饼干中白糖的添加量要低于普通饼干中白糖的添加量。当白糖的添加量小于20%时,饼干甜味较淡,上色效果不均匀,且口感较硬,当白糖的添加量大于20%时,饼干过甜,边缘易出现焦糊现象。因此选择白糖添加量为20%。
仿形阳极制作过程图见图5。

模具非首次电镀注意事项
镀层剥离浸泡酸洗注意事项
对于二次以上电镀模具,油脂灰尘清洗干净。在镀层剥离过程中,依据原有镀层厚度和模具表面状态确定剥离时间。
剥离槽温度一直保持恒定(22℃左右),镀层在15 ~20μm,模具表面关键部位无缺陷情况,剥离时间一般在30min 左右,同时在20min 后每5min 需检查剥离情况,保证剥离结束第一时间将模具吊出,减少腐蚀程度;如模具表面有砂眼、焊接缝,按照以上步骤进行时,15min 后每5min 检查一次剥离情况。
如镀层在7 ~15μm,模具表面无缺陷,剥离时间在20min 左右,10min 后每5min 检查一次剥离状态;如模具有砂眼、焊缝等按上一步骤进行的同时,10min 后每3min 检查一下比例情况。宗旨就是在原有镀层完全剥离后,及时将模具吊离剥离槽,进行酸碱中和处理。
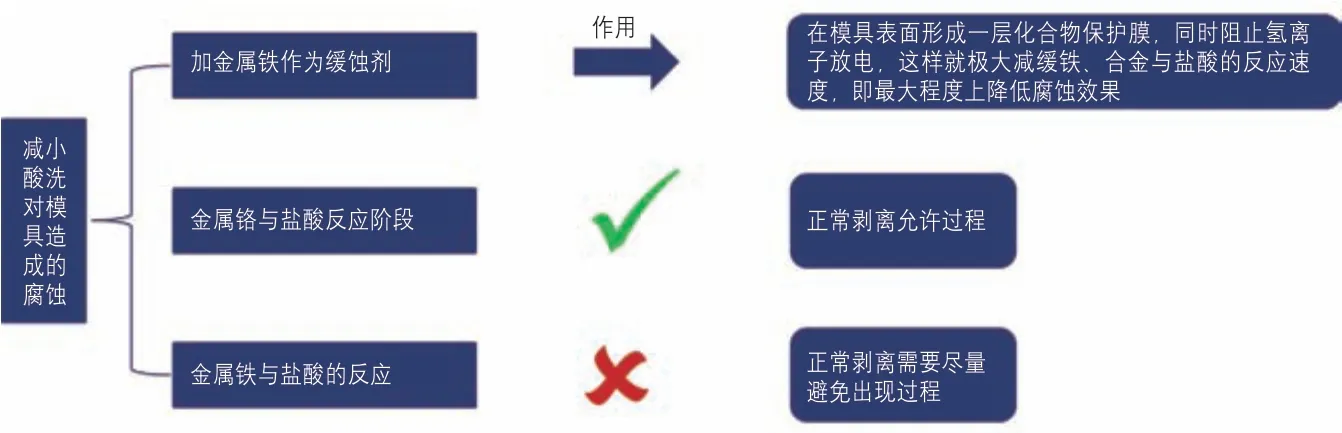
镀层剥离浸泡酸洗原理和过程
剥离的过程(图6)分两个阶段。第一阶段:金属铬与盐酸反应阶段;第二阶段:金属铁与盐酸的反应。其中第二阶段是我们需要阻止的反应过程,缓蚀剂就起到这个作用。
电镀过程问题处理
模具排气孔内残留的电镀液问题
电镀前,模具气孔全部用石棉塞堵起,避免退镀液、电镀液、清洗剂和水进入气孔(图7)。电镀后,必须将模具翻转倒置于马镫上,如有液体进入会沿气孔流出。同时,用压缩空气管吹气孔,每个气孔吹3 次以上。遇到有残留液体的气孔,直至彻底清理干净为止,尤其对于上下不通的死气孔。针对二次电镀模具,需增加退镀以后的酸碱中和时间(从原来的20 分钟增至40 分钟)。

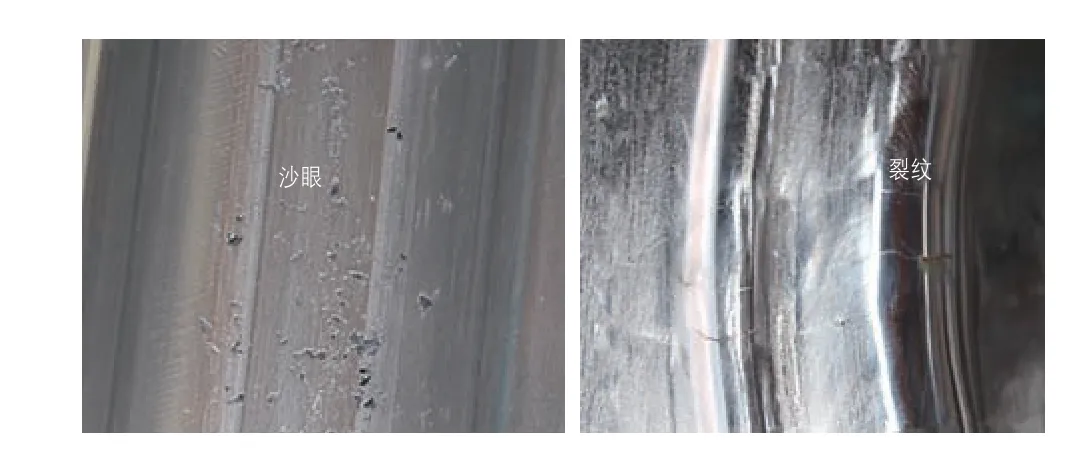
模具砂眼、裂纹问题
针对模具表面成形区域以及凸、凹模R 角位置,如有明显的砂眼以及裂纹(图8),需要重新进行补焊修复后方能进行电镀。
模具焊接使用焊条
焊接时选用的焊条,需要结合模具基体材料选择含镍量小于20%的焊条或焊丝,否则焊接部位无法镀铬,后续生产时周边也很容易出现脱镀问题。
综合之前几次焊条(焊丝)镀铬试验结果并进行汇总,得出表1 的模具电镀焊条选择规范。

猜你喜欢
船舶与海洋工程(2022年4期)2022-09-21
装备环境工程(2022年8期)2022-09-07
农业灾害研究(2022年2期)2022-05-31
证券市场红周刊(2021年21期)2021-05-31
中国计算机报(2020年28期)2020-08-10
科技创新导报(2020年13期)2020-07-01
科技视界(2019年25期)2019-11-19
中国化工贸易·下旬刊(2019年9期)2019-10-21
科技视界(2017年22期)2017-11-21
有色金属材料与工程(2017年3期)2017-07-15