
链条导轨型自动落布小车设计与实践
2022-06-14 03:05:22李鹏飞王水明周贤钢余联庆
棉纺织技术 2022年6期
李鹏飞 王水明 周贤钢 王 浩 余联庆
(1.湖北中烟工业有限责任公司,湖北武汉,430040;2.湖北新业烟草薄片开发有限公司,湖北武汉,430056;3.武汉纺织大学,湖北武汉,430073)
落布工序是指将布辊从织机中卸载并运输到验布车间的过程。目前,该工序主要由人工或者液压辅助方式来完成。常见的布辊质量一般为60 kg~150 kg,运输距离约为20 m~80 m,存在劳动强度大、效率低下以及用工困难等问题。随着织机速度的不断提高,落布和运输工作量也随之增长,上述问题日益突出,亟需一种能够降低劳动强度、提升工作效率的自动落布装置。
自20 世纪七八十年代开始,国内外专家学者在自动落布和布辊运输方面进行大量的研究与实践,提出了不同的技术路线和解决方案,如黄故等人提出的半制品自动运输系统、原上海第十二棉纺织厂研制的落布自动运输线、前西德研发的机器人落布小车、美国研发的布辊吊运机器人以及意大利研发的全自动落布机器人系统等[1-4]。落布机器人系统即关节型自动落布小车存在结构复杂,一车只能装载一个布辊、工作效率较低且价格昂贵等问题;自动运输系统需要较大的工作空间和占地面积,且系统的柔性不够。因而上述方案在国内织造车间未能得到推广应用。
文献[5-6]中提出了一种结构简单、占用空间小的自动多载落布小车,其特点是采用落布钩和链条导轨来移载布辊。这种轨道式落布方式虽然避免了关节型机械臂的复杂结构与控制系统,但是其轨道曲线不能适应所有型号的织机与巷道宽度,因此,需要针对不同型号的织机设计轨道曲线。
1 功能需求与导轨形式
机织落布工序的步骤一般包括断布、松手柄、移载布辊、装上空轴、将布辊运输至验布车间。若将所有人工步骤进行自动化改造升级,将导致系统的复杂程度和制造成本急剧增大。从织机上卸载布卷和搬运布卷是两个费力耗时的步骤,而断布、松手柄和安装空布辊轴这三个步骤比较轻松。为此,可将卸载布卷、搬运布卷由落布小车来自动完成,而断布、松手柄和安装空轴则由挡车工人手动操作来完成,这样既可大大降低设备的复杂程度和造价,又能替代繁重的体力劳动,易于在企业推广。
自动落布小车的长度依据织机的幅宽而设定,其高度与宽度则需要根据实际工况进行参数化设计。为了提高落布小车对织机巷道的适应性以及运行过程的平稳性,在设计过程中应尽量减小其整体宽度和重心高度。为了保证带有双侧滚轮的链条在导轨槽内的平稳运行以及良好的受力情况,可采用如图1 所示的两种曲线形式。
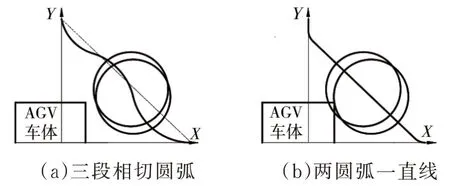
图1 链条导轨的两种形式
由图1 可知,在等高、等宽的情况下,采用两圆弧一直线形式的导轨会导致布辊在提升过程中与AGV 车体发生干涉碰撞。因此,本设计采用三段相切圆弧形式的链条导轨。
2 链条导轨的优化设计
2.1 链条导轨曲线的参数方程
落布小车行走至目标织机,向右侧移动靠近织机墙板,建立如图2 所示的结构尺寸图。L为织机巷道宽度,W、H为分别为链条导轨宽度和高度,w、h分别为AGV 车体的宽度和高度,h1、r1分别为布辊高度和半径,h2、r2分别为织机前梁高度和半径。虚曲线表示链条运动轨迹,实曲线表示布辊轴心运动轨迹,也就是待求的导轨曲线。
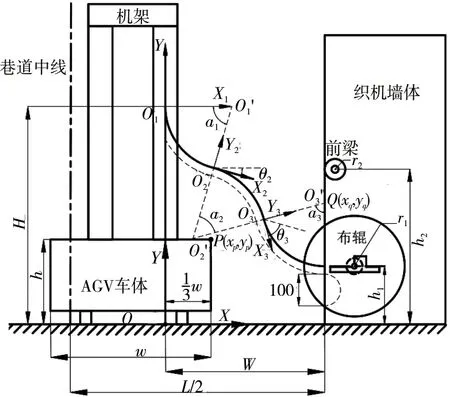
图2 自动落布小车结构尺寸示意图
以自动落布小车右侧支架中心线与地面交点O为原点,建立地面参考坐标系XOY。第一段圆弧与机架相切于O1点,第二段圆弧与第一段圆弧相切于O2点,第三段圆弧的一端与第二段圆弧相切于O3点,另一端与水平线相切。α1、α2、α3分别为三段圆弧的圆心角,R1、R2、R3分别为三段圆弧的半径。以三段圆弧的起始端点O1、O2、O3为原点分别建立局部坐标系X1O1Y1、X2O2Y2、X3O3Y3,坐标轴Y1与坐标轴Y重合,坐标轴X1沿水平方向,坐标轴X2、X3分别沿第二、三段圆弧的切线方向。θi为局部坐标系XiOiYi相对于Xi-1Oi-1Yi-1沿轴Zi-1转动的角度,xi、yi分别为局部坐标系XiOiYi相对于Xi-1Oi-1Yi-1的沿Xi-1轴正向和沿Yi-1轴正向的位移(i=1,2,3)。
设(i x,i y)为局部坐标系XiOiYi中圆弧轨道上任意点的坐标。在局部坐标系X1O1Y1中第一段圆弧轨道的参数方程可表示为式(1)。
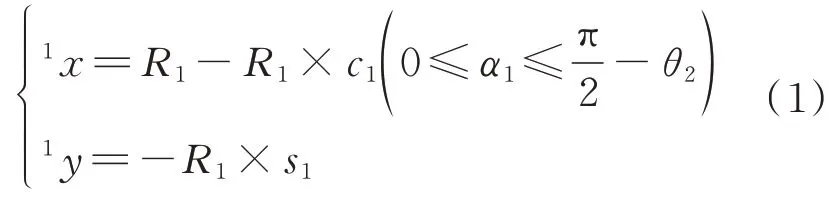
式 中:ci=cosαi,si=sinαi(i=1,2,3)。同理,可得到第二段、第三段圆弧轨道在局部坐标系中的参数方程。
为了便于轨道参数优化设计,需要将三段独立的圆弧轨道参数方程从局部坐标系变换到地面参考坐标系。基于D-H法可得到局部坐标系1、
2、3 相对于参考坐标系的变换矩阵
设i p=[i x,i y,0,1]T为圆弧轨道上任意点在局部坐标系XiOiYi中的齐次坐标,=为圆弧轨道上任意点在参考坐标系XOY中的齐次坐标。根据齐次变换关系式可分别将三段圆弧轨道变换到参考坐标系。
由式(1)和局部坐标系1 相对于参考坐标系的变换矩阵,可得到第一段圆弧轨道在参考坐标系中的参数方程,见式(2)。
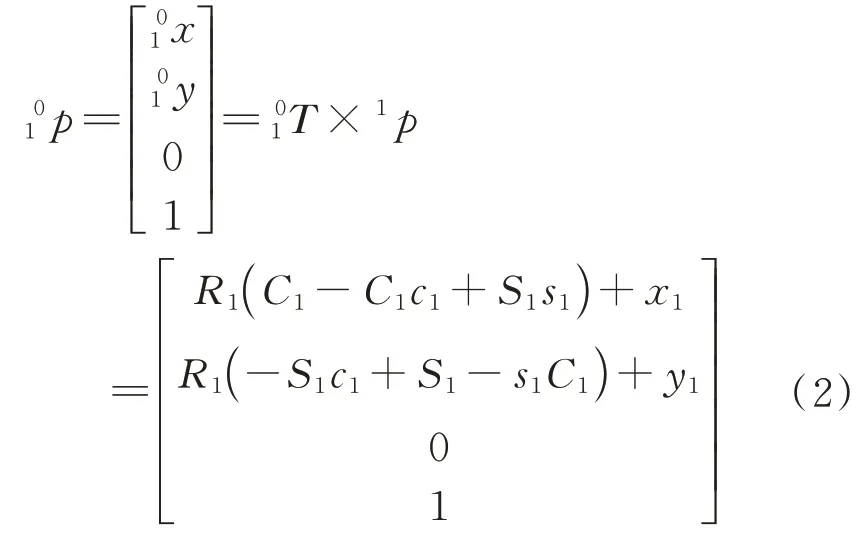
式 中:Ci=cosθi,Si=sinθi(i=1,2,3)。同理,可分别获得第二段、第三段圆弧轨道在参考坐标系中的参数方程02p,03p。
链 条 导 轨 参 数 方 程 含 有αi,Ri,θi,xi,yi(i=1,2,3)等15 个设计参数。为了便于后续求解,利用几何原理对参数之间的关系进行分析。第一段圆弧轨道与参考坐标系Y轴相切,局部坐标系X1O1Y1与参考坐标系平行,因此,其旋转角θ1=0。由于第一段圆弧轨道与第二段圆弧轨道的公切线q1与两圆心连线O′1O′2相互垂直,因此,局 部 坐 标 系X2O2Y2的 旋 转 角θ2=π/2-α1,同理,可求得局部坐标系X3O3Y3的旋转角θ3。由图2 可知,局部坐标系X1O1Y1相对于参考坐标系的偏置位移见式(3)。

式 中:Cij=cos(θi+θj) (i,j=1,2,3)。 同理,可得到局部坐标系之间的偏置位移x2、y2、x3、y3。
综上可知,局部坐标系的旋转角θi以及偏置位 移(xi,yi)等9 个 参 数 中θ1,x1为0,其 余7 个 参数 以 及α2均 可 由α1、α3、R1、R2、R3等5 个 参 数 来表示。
2.2 链条导轨参数优化模型
设向量X=(α1,α3,R1,R2,R3)T为设计变量,由图2 可得到导轨宽度和高度的表达式,见式(4)和式(5)。
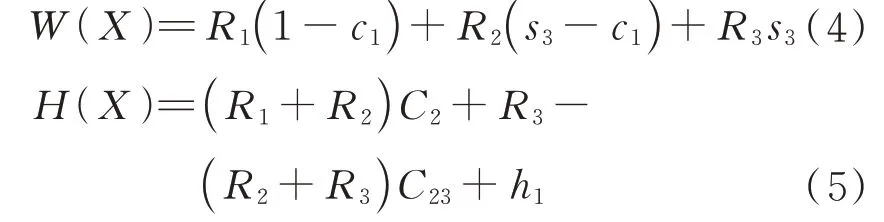
为了提高自动落布小车对织机巷道的适应性,链条导轨宽度应尽量偏小;同时,为了提高落布过程和运输过程的平稳性,链条导轨高度尽量偏小。采用目标加权法,通过对各目标赋予一定的权重,从而将多目标优化问题转化为单目标优化问题[8],见式(6)。

式中:Y1为导轨宽度权重系数,Y2为导轨高度权重系数,且Y1+Y2=1。
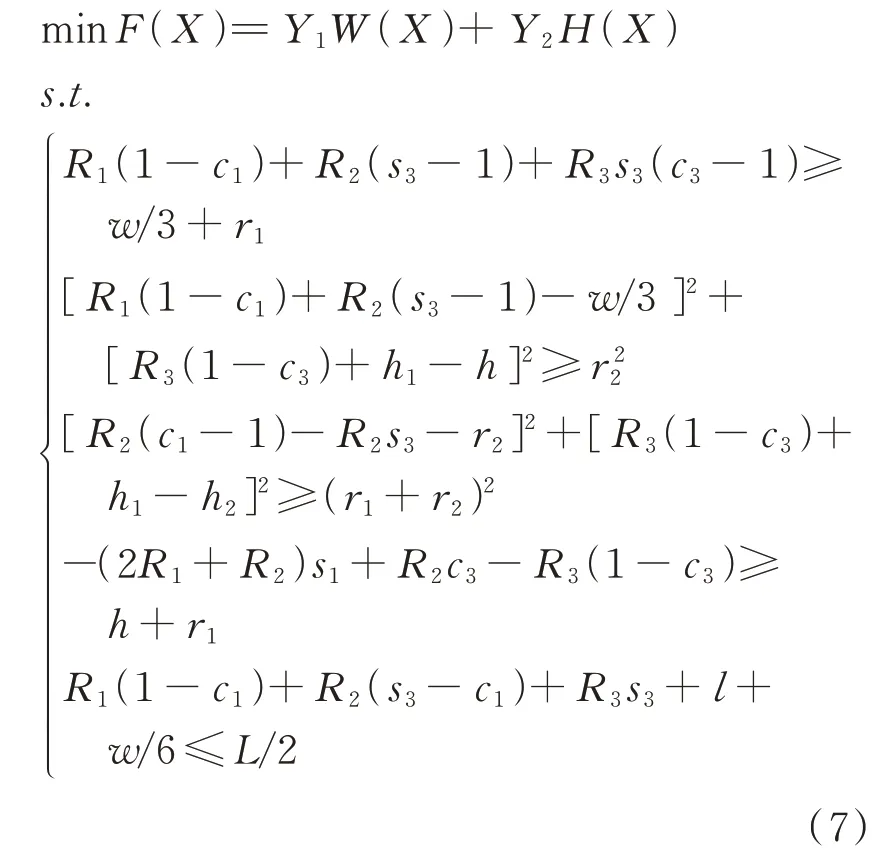
落布过程中布辊依次沿着第三段、第二段和第一段圆弧轨道自下而上移动到机架置布钩上,布辊可能与AGV 车体、机前梁发生干涉碰撞。落布小车在巷道里行走时,其与织机之间的距离须符合安全标准。因此,轨道参数的优化设计需满足如下约束条件。
约束条件1:布辊沿着第三段圆弧轨道向上移动过程中,为了避免与AGV 车体的右侧面发生干涉,圆弧轨道上任意点到右侧面的距离应不小于布辊半径。
约束条件2:布辊沿着第二段圆弧轨道向上移动过程中,为了避免与AGV 车体棱边以及织机前梁发生干涉,圆弧轨道上任意点到棱边的距离应不小于布辊半径,且到前梁轴心的距离应大于布辊半径与前梁半径之和。
约束条件3:布辊沿着第一段圆弧轨道向上移动过程中,为了避免与AGV 车体顶面发生干涉,圆弧轨道上任意点到顶面的距离不小于布辊半径。
约束条件4:自动落布小车在织机巷道行走过程中,为了防止人员和设备受到撞击,根据相关安全标准,在小车与织机之间保持一定的安全距离。
于是,链条导轨参数优化模型见式(7)。
3 算例
某织造车间的织机为丰田710 型喷气织机,幅宽为1 900 mm。AGV 小车采用两套差速轮驱动,在磁条导引下具有全方向移动能力。相关已知工况参数:布辊高度h1=290 mm,布辊半径r1=200 mm,前梁高度h2=590 mm,前梁半径r2=40 mm,AGV 车体高度h=290 mm,AGV 车体宽度w=380 mm,织机巷道宽度L=1 350 mm,安全距离l=200 mm。
取权重系数Y1=0.5、Y2=0.5,利用Matlab遗传算法工具箱对参数优化模型(7)进行求解[9],得到设计变量X的优化解之后,进而可得到其余的轨道参数,结果如下。第一段圆弧半径R1=152 mm,第一段圆弧圆心角α1=80.5°,第二段圆弧半径R2=220 mm,第二段圆弧圆心角α2=60.5°,第三段圆弧半径R3=105 mm,第三段圆弧圆心角α3=70°,局部坐标系1 的旋转角θ1=0°,局部坐标系1 的偏置位移x1=0 mm,局部坐标系1的偏置位移y1=325.7 mm,局部坐标系2 的旋转角θ2=9.5°,局部坐标系2 的偏置位移x2=126.9 mm,局部坐标系2 的偏置位移y2=-149.9 mm,局部坐标系3 的旋转角θ3=60.5°,局部坐标系3 的偏置位移x3=191.5 mm,局部坐标系3 的偏置位移y3=-28.5 mm。
最后,利用式(4)、式(5)可得到链条导轨的高度H=619 mm,宽度W=373 mm。
为了便于针对织机型号以及织造车间巷道工况进行链条导轨的参数化设计,在Matlab 中开发了用户交互界面,如图3 所示。
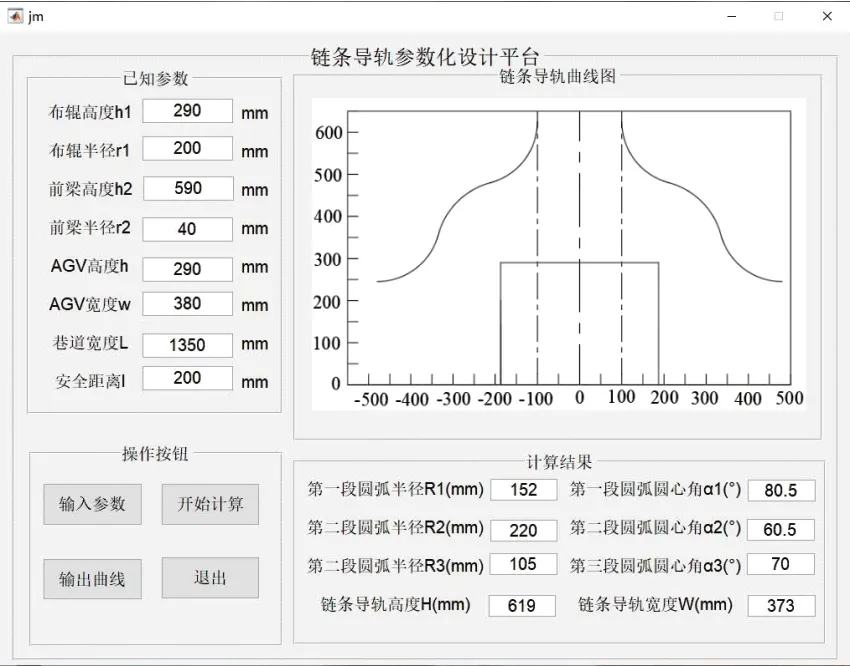
图3 用户交互界面
用户在图形化界面中能够方便快速地输入已知参数,而且能够可视化输出计算结果和轨道曲线。
4 样机制作与功能测试效果
自动多载落布小车由AGV 车体和轨道式落布机构组成,整体结构如图4 所示。AGV 车体的两侧为结构相同的链条导轨;带有双侧滚轮的链条上安装有落布钩,在驱动单元的作用下沿着导轨移动。链条导轨既是布辊移载的轨道,也被作为小车支架,其上安装有置布钩1、2,用于存放布辊。由图4 可知,落布单元由左右两个链条导轨和驱动单元组成。驱动单元由直流无刷电机、蜗轮蜗杆减速器、传动轴以及链轮组成。如果织机巷道较宽,小车可配置两个落布单元,其上可放置4 个布辊;如果巷道较窄,则配置单个落布单元,其上可放置两个布辊,从而实现多载功能。
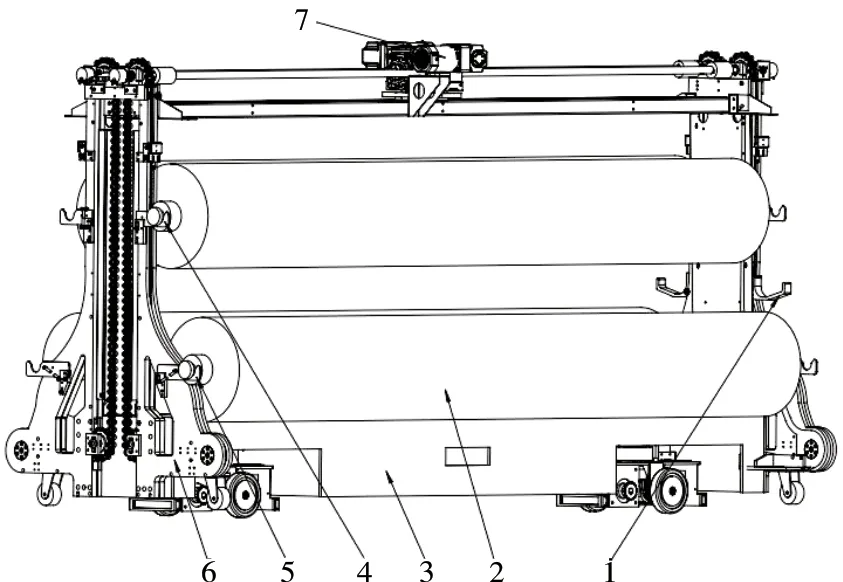
图4 自动多载落布小车机械结构图
为确保落布过程中的稳定性,布辊在导轨上的移动速度设定为0.1 m/s。取布辊的最大质量为100 kg,链轮的选型为08B-25Z,分度圆半径约为51 mm,因此,钩布所需的扭矩为51 N·m。直流电机输入电压为24 V,输出功率为0.24 kW,蜗轮蜗杆减速器的减速比为1∶80。经过校核,驱动单元的元器件配置和选型能够满足落布过程的速度和负载要求。
加工制作具有双落布单元的自动落布小车工程样机,并在织造车间进行功能测试。试验流程:织造任务完成之后,由人工进行断布和松开布辊轴,自动落布小车在导航系统的导引下沿着巷道中线行走到目标织机,如图5(a)所示;主动电机驱动链轮反转,链条和落布钩依靠重力沿着轨道下滑至轨道末端;接着,小车向织机侧移一定距离将落布钩置于布辊轴附近;然后,主动电机驱动链轮正转,带动链条和落布钩钩动布辊轴,并将布辊拖拽至置布钩上,如图5(b)所示;小车反向侧移一定距离回到巷道中线,如图5(c)所示;在导航系统的引导下行走到验布车间,如图5(d)所示。
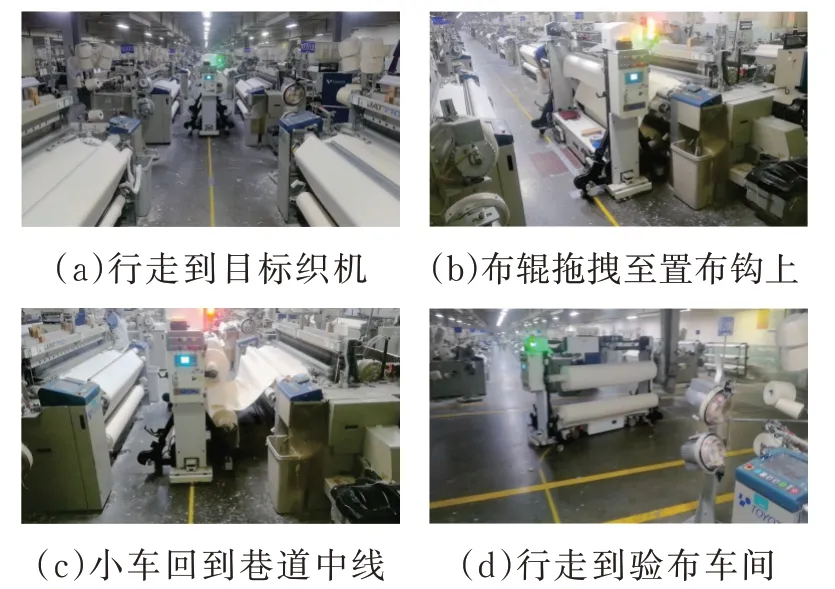
图5 自动落布小车样机功能测试
落布过程耗时约20 s,运输过程中小车行走的平均速度为15 m/s,与熟练落布工的用时基本一致。因此,从整体上能够达到降低劳动强度、减员增效的目的。链条导轨型落布小车的一个落布单元只需要一个驱动电机,结构简单,成本低廉。同时,该小车具有结构可变的特点,可根据巷道宽度选择配置具有双落布单元或单落布单元的小车。
5 结束语
针对织造车间落布工序劳动强度大、效率低的问题,本研究通过对链条导轨的优化设计,结合实际的工况参数,制作了链条导轨式自动多载落布小车样机,测试结果表明:链条导轨式多载落布小车能够替代人工自动完成劳动强度大的落布、运输等两个步骤,具有结构简单、成本低廉、适应不同巷道宽度的优点,达到了降低劳动强度、减员增效的目的,对织造车间的自动化改造升级具有一定的借鉴作用。然而,由于一种链条导轨只能适应一种型号的织机,对于拥有几种型号织机的中大型织造车间,需要设计和配置不同型号的链条导轨型落布小车才能满足落布工作量,今后将着力解决链条导轨式多载落布小车对织机型号适应性不足的缺点。
猜你喜欢
建材发展导向(2022年4期)2022-03-16 06:11:48
小资CHIC!ELEGANCE(2021年46期)2021-01-11 05:24:50
中国自行车(2020年2期)2020-04-26 09:59:45
科学技术创新(2020年6期)2020-04-18 06:17:46
当代陕西(2019年13期)2019-08-20 03:53:56
纺织科学研究(2017年4期)2017-05-17 04:00:07
纺织科学研究(2017年1期)2017-05-17 03:59:24
现代工业经济和信息化(2016年12期)2016-05-17 05:37:55
化纤与纺织技术(2015年1期)2015-12-26 03:33:42
汽车维修与保养(2015年8期)2015-04-17 03:32:55
