
石英谐振子加工技术
2022-06-10 11:14陈一铭党建军胡旭东同昭豫
装备制造技术 2022年1期
陈一铭,黎 坤,党建军,胡旭东,同昭豫
(西安精密机电研究所,西安 710100)
0 引言
固体波动陀螺是一种基于科里奥利效应的新型陀螺,具有环境适应性强、可靠性高、长寿命、高精度等优点,其的优良性能受到谐振子缺陷的限制。其工作原理是利用石英谐振子振动驻波沿环向的进动来敏感表头旋转的一种振动陀螺,其核心结构为谐振子,谐振子主要参数为品质因数及频率裂解值。石英玻璃和蓝宝石均具有很低的内摩擦值,但蓝宝石的颗粒具有多项异性,且加工复杂、成本昂贵。在陀螺工作中谐振子驻波需以稳定的振动模式存在于完美的结构中,但质量各向异性会破坏驻波[1],所以高品质因数谐振子的材料大部分选用石英玻璃。因此由石英玻璃组成的固体波动陀螺在工程应用方面开展了广泛的研究[2]。
1 石英谐振子研制状况
美国是最早研制固体波动陀螺的国家,其最有代表的是Northrop Grumman公司HRG 130P陀螺,采用3件套形式,精度为0.0005(°)/h,其石英谐振子Q值优于107,同时,该公司正在研发的Mili-HRG是采用2件套形式,相比130p其拥有更少的部件及更小的体积,同时精度也保持在0.005(°)/h。俄罗斯是紧随美国后开始对固体波动陀螺投入的国家,其公开最新固体波动陀螺型号为Medicaon的HRG-30ig采用两件套形式,精度为0.005(°)/h。该型号谐振子采用30 mm半径,Q值优于3×106。法国主要研制固体波动陀螺单位为SAFRAN,其主要型号为Regys20陀螺,采用平面电极,拥有批量生产能力,精度为0.01(°)/h,其石英谐振子Q值优于107。国内最早展开研究的是中电26所,其陀螺零偏稳定性为0.001(°)/h,已具备小批量生产线,其石英谐振子Q值优于107。
2 石英谐振子加工瓶颈问题
固体波动陀螺的核心部件为石英谐振子,其精度和表面质量,直接决定整表陀螺的精度,谐振子的主要参数包括谐振子品质因数与频率裂解值。对石英谐振子来说,品质因数越高其抗干扰能力越强,即谐振子对偏离工作频率的扰动抗性越强。当石英谐振子存在质量缺陷时,将导致谐振子两个轴上的固有频率不一致,产生频率裂解,其将导致固体波动陀螺产生正交误差。如果频率裂解过大,将导致HRG各项指标不够理想,甚至不能产生陀螺效应。因此针对这两项关键参数,加工中的瓶颈问题如下:
(1)石英谐振子磨削加工
石英玻璃属于硬脆材料,加工相对困难,尤其是石英谐振子壳壁非常薄,在机械加工过程中极易产生微裂纹甚至破裂。高精度的固体波动陀螺,对石英谐振子的圆度、同轴度、几何尺寸、表面微观质量缺陷等均提出了极高的要求,可以说石英谐振子的超精密加工技术是固体波动陀螺实现性能指标的重要保障。
(2)石英谐振子质量不均匀
固体波动陀螺的工作原理需求石英谐振子是完全对称并均匀的结构,而实际加工出的石英谐振子和理想的对称模型存在偏差,例如内外圆同轴度偏差,圆度偏差,质量分布偏差等问题。对于石英谐振子复杂的三维结构、材料特性及加工技术的限制,单凭石英谐振子的超精密加工并不能满足应用要求,以上缺陷会严重破坏石英谐振子在振动时的一致性和对称性,石英谐振子去重调平工艺的目的是降低谐振子频率裂解值,提升固体波动陀螺总体性能。为实现石英谐振子精确定位定量的质量去除,需重点突破对密度不均谐波对谐振子频率裂解的影响及对质量去除位置及去除量的确定。
(3)石英谐振子表面金属化
石英谐振子表面金属化镀膜后会导致品质因数急剧下降,其原因主要有两个:第一是由于金属层中存在着内摩擦,从而导致了能力的耗散;第二个是喷镀金属厚度的不均匀引起了谐振子的质量不平衡以及支架中振动能量的耗散。石英谐振子镀膜技术的关键在于提高谐振子品质因数,减少谐振子工作振动时的能力耗散,降低金属膜层带来的品质因数差,这需要同时保证石英谐振子镀膜膜层均匀性以及高附着力和低参与应力。
3 石英谐振子加工技术
(1)石英谐振子超精密加工
石英谐振子的毛坯由材料特性决定主要加工方法是磨削加工,其加工通常采取估计成型法磨削加工以及铣磨加工。为解决硬脆材料复杂结构精密的加工难题,使用超声振动辅助磨削加工可将石英毛坯加工效率提高5~10倍,加工表面质量提高30%~50%,毛坯边缘崩边、开裂等情况大幅减少[3]。同时相比与传统的研磨抛光方法,磁流变抛光具有无死角、全区域、柔性化等特点[4],可以更好消除石英谐振子加工过程中亚表面损伤且加工效率高、表面粗糙度好,能够实现谐振子复杂表面的抛光加工。
在石英谐振子在机械抛光后,谐振子的破坏深度超过了缺陷层的厚度,石英谐振子表面的损伤层及杂质会极大程度的影响谐振子的品质因数,因此必须经过化学处理提升石英谐振子的品质因数。石英谐振子化学抛光通常采用氢氟酸水溶液作为浸蚀剂。经验表明,因表面的初始状态不同,化学抛光可以提高谐振子品质因数1.5~15倍[5]。
(2)石英谐振子调平
根据测试原理通过比对时域与频率曲线可以确定石英谐振子固有刚度轴用以去除四次缺陷对频率裂解的影响,通过测量石英谐振子支撑柱的振动可以确定前三次密度谐波的分布方位以提高谐振子振动性能。在确定缺陷位置后进行石英谐振子调平,首先是去除单个点质量的激光法。激光去重调平方案是一种可实现精确定位定量去除的调平技术,激光调平具有高功率、高注入速度、加工功率高、无工具损耗、非接触、易控制和无公害的特点。另一种是运用表面处理法的离子束去重调平,其原理为通过高速离子撞击石英谐振子表面以达到谐振子表面原子产生脱离的效果。其是一种典型的纳米、微米级加工的微细加工方法,其具有的优势为加工精度和表面质量高,加工材料广泛以及控制性能好,易于实现自动化。其中通过飞秒激光时空整形加工方法[7]可以实现对谐振子0.5 mHz量级的频率修调,通过离子束调平可以抑制谐振频率裂解至0.5 mHz。
(3)低耗散的金属镀膜
目前石英谐振子主要镀膜方法为真空磁控溅射镀膜,其是采用高能粒子打在靶材表面,使表面的原子、分子获得能量飞溅出来,沉积在待镀膜谐振子上。目前采用磁控溅射镀膜技术还可以微调石英谐振子频率,其机理是通过在电极上增加镀膜层来进行对频率的干预。通过设置磁控溅射工艺参数可精确控制成膜的微结构膜和沉积速率,原理装置如图1所示[9]。
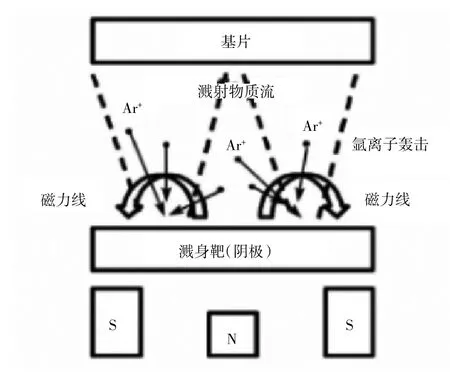
图1 磁控溅射装置原理示意图
采用多自由度的磁控溅射镀膜及热源均匀加热方法,在沉积厚度为100 nm的金属薄膜后,检测得到的石英谐振子品质因数衰减量为13.13%,可以满足应用需求[10]。
4 结论
本文研究了石英谐振子在加工过程中需要面临的问题,对目前石英谐振子加工技术进行了介绍和汇总。针对石英谐振子的加工,应在采用球面磁流变柔性抛光后仍需要进行化学抛光以达到高品质因数的要求。为满足石英谐振子频率裂解值的要求需要在化学抛光后需增添调平过程,通过激光或离子束调平使频率裂解值降至0.01Hz以下。为避免石英谐振子在镀膜过程中品质因素急剧下降,需保证其膜层均匀性,采用真空磁控溅射镀膜方法谐振子品质因数可维持86%。优化石英谐振子加工工艺、改进调平算法、优化镀膜过程,对实现高精度固体波动陀螺是重要基础。
猜你喜欢
材料保护(2022年9期)2022-12-07
玻璃(2022年9期)2022-09-16
建材发展导向(2021年18期)2021-11-05
西华大学学报(自然科学版)(2021年5期)2021-09-14
山东理工大学学报(自然科学版)(2021年4期)2021-05-12
影像视觉(2020年5期)2020-06-30
科学导报(2020年86期)2020-01-13
表面工程与再制造(2019年3期)2019-12-04
表面技术(2019年2期)2019-02-26
表面技术(2019年2期)2019-02-26
