
大型综合体建筑组合型钢柱吊装技术
2022-06-04 13:38王乾屾魏廷坤
施工技术(中英文) 2022年8期
沈 程,张 成,甘 涛,王乾屾,魏廷坤
(中国建筑工程(澳门)有限公司,澳门 999078)
0 引言
我国进入21世纪以来,随着社会经济的飞速发展和城镇化步伐的不断加快及人们对生活和办公场所需求的不断提高,传统的混凝土结构建筑已不能满足建设要求。由于组合型钢结构具有良好的受力特性,近年来被广泛应用于建设工程中。各地区纷纷兴建了许多高层、超高层建筑,这为型钢混凝土组合结构提供了极大的发展空间。同时,随着我国工业化技术的不断提高,近些年我国钢材产量和质量也在大幅度提高,从而使型钢混凝土组合结构得到快速发展。从国家政策、行业发展趋势来看,型钢混凝土组合结构已成为一种独立的结构体系,是今后建筑行业发展的趋势所向。因此,加强对型钢混凝土组合结构在施工领域的应用研究显得尤为重要。
通过对文献的调研可知,近年来对组合型钢结构施工方面的研究越来越多,从型钢柱施工深化设计、工艺原理、施工质量及安全控制到现场吊装施工均有研究和论述,但针对大型综合体项目型钢柱吊装施工的研究与应用的案例相对较少。本文从项目现场实际出发,由于地下1层有很多变压器、中央制冷房等功能性设备用房,为使项目尽早投入使用,该区域需及时进行施工。本文对组合型钢柱吊装工程中遇到的困难进行分析讨论,制定对应解决措施,使项目顺利进行,可为类似工程提供借鉴。
1 工程概况
1.1 项目概况
银娱路氹第四期项目位于澳门氹仔区莲花海滨大马路与银河二期交界,是银娱路氹第三期的相连项目。项目紧邻银河二期及三期大型综合度假村,并与路氹城生态保护区相邻。项目占地面积107 639m2,建筑面积约525 912m2,是集酒店、剧院、水上乐园等娱乐设施于一体的综合体项目。主体结构由7座塔楼及3层裙楼构成,塔楼T3位于项目北侧,地上32层,地下2层,地面层至2层采用组合型钢柱。
1.2 组合型钢柱分布

图1 塔楼T3组合型钢柱分布
2 组合型钢柱加工与制作
2.1 加工与制作流程
型钢柱加工流程为:下料放样→平板矫正→制孔、打坡口→H型钢组立→龙门焊接→气刨清根、背焊→H型钢矫正→抛丸除锈→分解成T型钢→T型钢打坡口、打磨、制孔→焊接十字柱→焊接肋板→精整、烯正→超声波探伤→焊接栓钉→清理、标识构件→成品检查 。
采用H型钢流水线组立机进行H型钢组立,组立尺寸控制应满足设计规定,焊接采用门型埋弧焊机,焊前按标准要求设置引、熄弧板。T型钢制作采取先制作H型钢,再将H型钢拆分成2支T型钢的方法。因此,进行H型钢腹板下料时,腹板宽度为2块T型钢腹板宽度之和,待H型钢的组焊、矫正完毕后,再利用手工割枪将预留处割开,使之成为2个T型钢。最后,通过人工胎架组立成十字柱,十字柱焊接采用气体保护焊,如检查发现有偏差,采用手工火焰矫正方法对其进行矫正处理。利用火焰矫正时,加热温度应控制在650℃左右;扭曲变形矫正时,一端固定,另一端采用液压千斤顶进行矫正。
2.2 质量控制
质量控制要求为:①对工作人员进行上岗前培训;②检查机械设备是否运转正常;③钢材焊接要选择合理的焊接参数,特别是焊接电流的选择;④焊接过程避免工作位置出现偏差;⑤焊接隐藏部分时,要及时进行隐蔽验收。
3 施工难点分析与应对措施
3.1 场地狭窄,起重机无法吊装


图2 行车路线布置
结合地面实际情况,现场用喷漆或墨线标识起重机行车路线和坐机位置,确保坐机点在主梁或次梁上。组合型钢柱构件需提前到场,材料到场后堆放至需安装位置。待安装组合型钢柱构件需堆放整齐且做好标识。
3.2 缆风绳阻碍行车路线
通过建立三维模型模拟安装流程,优化构件安装顺序(见图3)。严格按图3所示安装顺序现场施工,并确保缆风绳不会阻碍行车路线。进行吊装作业时,需清空路面物件并进行安全围封。每节钢柱安装时,均应预留足够的时间来进行焊接固定,并安排独立第三方试验机构进行无损探伤验焊测试及与监理代表进行烧焊验收。焊缝检测结果合格后,才能进行现场钢筋绑扎及缆风绳拆除作业。
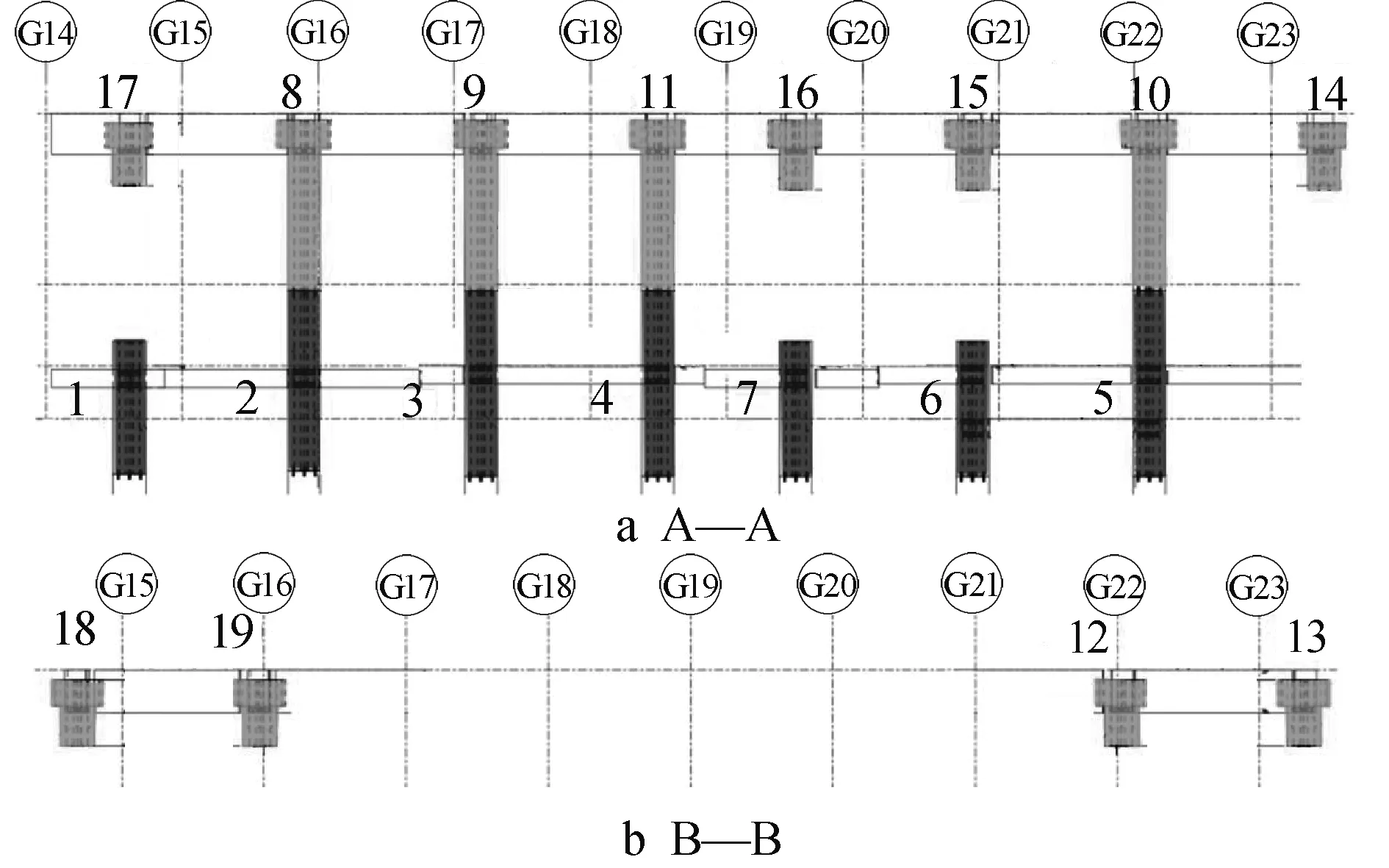
图3 构件安装顺序
4 组合型钢柱吊装施工
4.1 吊装前准备工作
1)清理吊装场地杂物,吊装区域拉设警戒线,摆放警示牌。
2)楼面放线显示已加固和梁的位置,供大型起重机行车和坐位,并设立吊运围封区及有足够信号员。
3)吊装前先检查起重机、吊具有无破损。
4)核对吊链、塞古等是否符合工况要求,是否已做检测,并发出吊具检测证书。
5)吊装前检查吊耳及钢丝绳,并将4条10t钢丝绳固定在钢柱预设的吊耳上。
4.2 钢柱吊装
利用钢柱上端预设4只吊耳进行起吊,起吊时钢柱根部要垫实,根部不离地,通过吊钩起升与变幅及吊臂回转,逐步将钢柱扶直,待钢柱完全停止晃动后再继续提升,吊至离地面20~50cm,不允许斜拉歪吊。吊装时采用四点吊,在柱底板下方垫放木楞,避免柱底板与地面硬性接触,防止起吊时磨损构件。
4.3 临时连接
钢柱吊起后,调整钢柱至对应的吊装位置,钢柱安装就位时,使上、下节钢柱中心线吻合,对准临时码板后保持缓慢下放,上节钢柱对应安装码板上,立即穿好连接螺栓,及时连接好临时连接夹板。
4.4 钢柱测量及位置调整
在不松钩的情况下固定好连接板,通过经纬仪观测钢柱4个面的位置、垂直度及钢柱偏位方向,利用螺旋千斤顶上下、左右顶推,将型钢柱调至与下节柱对齐,减小对接板错边,然后利用扳手将连接螺栓拔紧固定。
4.5 设置缆风绳
钢柱吊装前(地面放置时),将缆风绳固定在钢柱预设吊耳上,待钢柱就位完成临时固定后,将4个面的缆风绳自由端以45°固定在地面预设的码扣上,并使用花篮螺栓或葫芦锁紧。缆风绳锁紧后,起重机可松钩。
4.6 钢柱摘钩及焊接
安装缆风绳后,利用15m高剪刀升降台进行摘钩,松开吊装卡环,地面指挥人员指挥起重机起钩,完成吊装。松钩后,按烧焊要求,安排焊工进行对称焊接,多层多道施焊;焊接过程中使用经纬仪对钢柱柱顶进行测量监控,观察偏移情况,合理调整焊接顺序,减小焊接变形。
必须严格按照已批核的焊接工艺规程施焊。焊工必须通过焊接考试,并获得焊工证书。选择适当的焊接电流、速度,焊条角度位置要正确,并保持一定的电弧长度。焊口位置应清理干净,附近不应有水分、油污、铁锈等。烧焊完成后马上安排独立试验机构进行无损探伤验焊测试及与监理代表验收烧焊位置。焊缝测试结果合格后,才能进行钢筋绑扎。
4.7 缆风绳拆除
钢柱整体焊接完成后,为确保钢柱安全,缆风绳仍需保留,直至该钢柱柱身钢筋绑扎完成及与监理代表验收后方可拆除。然后完成混凝土浇筑才可安装第2节钢柱。
4.8 第2节钢柱安装
1)第1节钢柱钢筋绑扎完成后,进行柱头混凝土浇筑工作(地面层至1楼)。
2)重复步骤4.2~4.6节安装第2节钢柱。
3)钢柱整体焊接完成后,为确保钢柱安全,缆风绳仍需保留,直至该钢柱柱身钢筋绑扎完成及监理代表验收后方可拆除,然后完成混凝土浇筑。
组合型钢柱安装流程如图4所示。
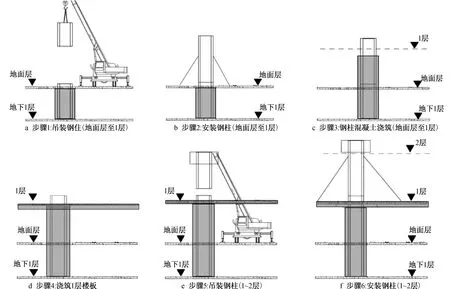
图4 组合型钢柱安装流程
5 结语
本文从银娱路氹第四期项目塔楼T3组合型钢柱安装的难点出发,提出针对类似大型综合体组合型钢柱吊装施工过程中遇到的困难及解决方案;分析在交通、场地受限制的情况下,起重机及运输车辆行车路线、构件堆放、构件吊装的完整安装工艺流程,提出组合型钢柱精细化组织施工实施要点,为安全高效、合理有序完成安装任务提供技术保障。
猜你喜欢
工程建设与设计(2022年21期)2022-12-09
结构工程师(2022年2期)2022-07-15
工程与建设(2022年2期)2022-05-07
中国特种设备安全(2022年1期)2022-04-26
科学与财富(2017年35期)2018-01-29
设计(2017年13期)2017-10-31
科学与财富(2017年23期)2017-09-24
专用汽车(2016年1期)2016-03-01
船舶标准化工程师(2015年5期)2015-12-03
安徽冶金科技职业学院学报(2015年3期)2015-12-02
