
316L 不锈钢棒材开裂原因分析及改善措施
2022-06-01 04:51吴东平
中国金属通报 2022年2期
杨 枭,吴东平
316L 不锈钢棒材是奥氏体不锈钢,得到广泛应用的钢种,因添加Mo,故其耐蚀性、耐大气腐蚀性和高温强度特别好,可在苛酷的条件下使用;加工硬化性优(无磁性),316L 不锈钢棒材主要用于制作不锈钢管件、不锈钢法兰、食品工业、外科手术器等产品,因此客户对316L 不锈钢棒材物理性能和表面质量都提出了较高的质量要求。我司316L 棒材质量一直比较稳定,近期由于技术改进炼钢连铸工艺做了一些调整,导致316L 棒材出现了裂纹,裂纹会对穿管整个工艺都产生影响,包括扒皮深度。管坯修磨和成品抛光,比较严重的影响了客户成材率和代加工厂的生产效率。
1 生产工艺流程
316L 棒材生产工艺流程:钢坯→加热炉→粗轧机组→液压剪→一中轧机组→1#飞剪→精轧机组→2#飞剪→编组台架→热锯→冷床→精整修磨→精整打包→称重入库。
316L 棒材荒管生产工艺流程:热轧圆钢→扒皮→切分棒材(1.5m ~2.5m)→加热炉→穿管→水冷→矫直→入库
2 缺陷原因分析
2.1 宏观开裂形貌
(1)此批连铸方坯表面渣坑、振痕比列较高。
(2)轧制出现垂直轧制方向的横向裂纹和横向的月牙弯裂纹,扒皮1.4mm 出现密集、无明显规律的细小裂纹裂纹深度大概0.4mm ~0.6mm。
(3)穿管后跟随穿管轧制延伸呈现螺旋状裂纹。荒管酸洗后有明显的酸液残留。裂纹深度大概0.3mm ~0.5mm。
图1所示。
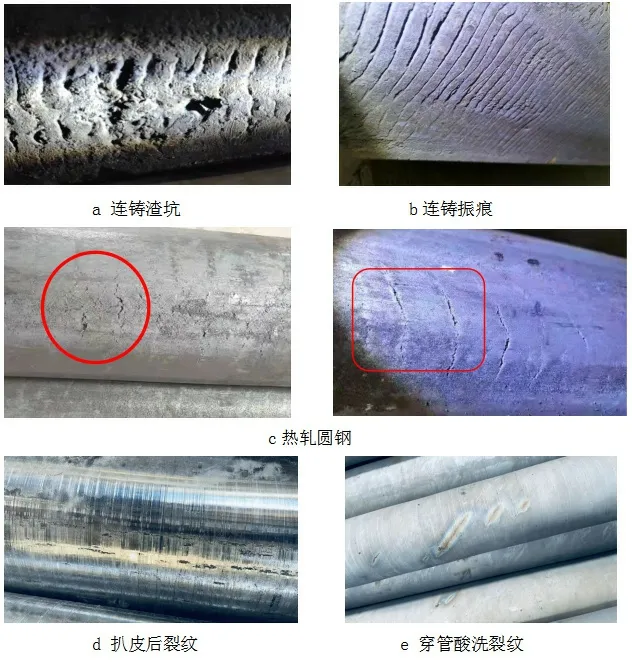
图1 316 棒材穿管开裂宏观开裂形貌
2.2 微观金相组织分析
(1)观察方向为垂直轧制方向面,表层及内部存在裂纹.
(2)位置①深度约225.714μm,位置②深度约236.833μm,位置③宽度约516.522μm。深度约1000μm,(内部裂纹)。
(3)腐蚀方法:采用硝酸水溶液电解,位置①、位置②裂纹末端沿晶破裂,裂纹周围存在一定细晶粒。
图2所示。
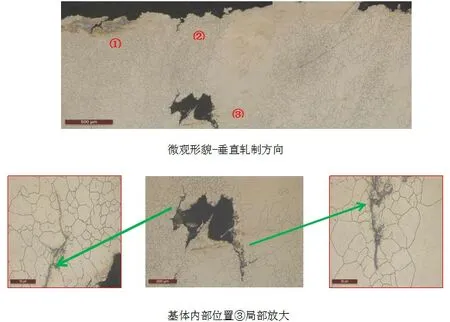
图2 316 棒材穿管开裂金相组织
2.3 塔形试验
(1)根据客户服役条件,我司将塔形实验按照客户实际扒皮分为0.8、1.2、1.6mm 三个梯度进行裂纹检验。
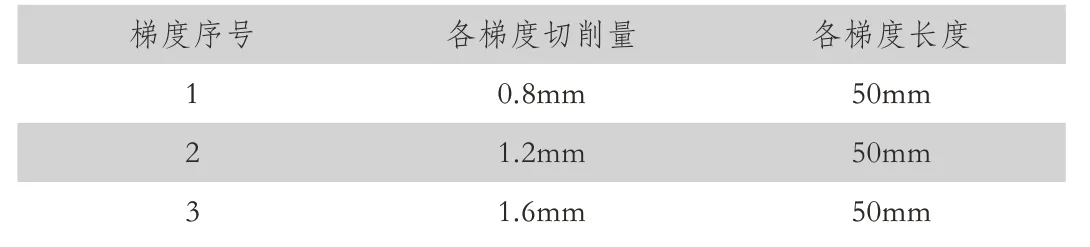
表1 塔形测试数据
(2)月牙弯裂纹在各个梯度均有存在,裂纹程度、形态基本呈递减,部分较严重无规律。月牙弯形裂纹间距与振痕周期有一定的吻合,振痕深度较深的方坯,在经过轧机时无法消除导致了沿轧制方向的倒V 字型裂纹。
(3)沿轧制方向线性裂纹圆钢表面基本不呈现,塔形结果总体呈递减,部分较严重无规律。连铸保护渣流动性差导致的渣坑和凹陷,随着热轧轧制延伸渣坑和凹陷被不断拉长形成了线性折叠裂纹。

表2 D1、D2、D3 三个梯度下塔型CD 级数据
图3所示。

图3 316 棒材穿管开裂塔形试验
(4)塔型实验结果D1、D2、D3 各个梯度在炼钢不同工艺调整下,棒材成品裂纹呈现下降趋势,炼钢整体生产工艺执行R20/SPH-C129/De-F ≥3.5,能将裂纹降级率降至7.04%,考虑到制样和实验误差,这一比例完全满足客户使用。
3 改进措施
(1)积极改善方坯表面振痕深度和渣坑,减少圆钢表面褶皱和裂纹.对连铸坯表面异常振痕、连铸液面异常波动、拉速存在变速异常要进行修磨处理。
(2)优化结晶器铜套R 角,用于改善方坯角部振痕和匹配热轧轧机槽底角度。
(3)使用匹配316L 浇注温度的连铸保护渣,减少保护渣在浇注过程中自身粘度、熔点、融化速度、结晶速度对方坯的影响,出现如凹陷、深振痕、渣坑、压坑(痕)等缺陷
(4)适当提高De-F,316L 含Mo,高温条件下塑性变形较304 困难,适当提高De-F 含量能有效改善其高温塑性。
(5)热轧棒材加热炉加热炉温整体上调,均热段偏下限控制,在炉时间偏下限控制;减少方坯在炉加热时间,抑制裂纹的进一步长大和延伸。
4 总结
综上所述分析得出316 棒材穿管开裂原因是:
根据塔型结果裂纹呈现两种形态,一种是垂直于轧制方向的横向月牙弯裂纹,月牙弯裂在轧制方向呈现明显间隔。横向条状裂纹呈现缺肉坑状。连铸坯表面常产生振痕,导致铸坯表面产生横向裂纹,皮下产生磷、锰等台金元素的正偏析,对后步工序产生不利影响,降低了产品各种物理性能横向断面的均匀性。所以方坯表面振痕深度和渣坑是导致裂纹的主要因素。另一种是沿轧制方向的线性裂纹。裂纹发生区域呈现无规律分布。连铸保护渣流动性差是导致裂纹无规律密集分布的重要原因。加上316L 含Mo 元素,高温条件下塑性变形较304 困难,所以适当提高De-F 含量能有效改善其高温塑性。在炼钢调整的基础上,热轧在轧制方面也通过提高热轧加热炉炉温和适当降低在炉时间对裂纹延伸起到一定的抑制作用。
猜你喜欢
机床与液压(2022年9期)2022-09-20
辽河(2022年1期)2022-02-14
辽河(2022年1期)2022-02-14
作文·小学低年级(2019年4期)2019-09-10
石油研究(2019年2期)2019-09-10
智富时代(2019年7期)2019-08-16
智富时代(2019年7期)2019-08-16
扬子江(2019年1期)2019-03-08
家庭科学·新健康(2017年8期)2017-08-17
妇女生活(2017年6期)2017-06-20
