
高职生认知铣削平面用铣刀的难点分解
2022-05-30 19:47:48孙晋梅王晓萌
科技创新导报 2022年18期
孙晋梅 王晓萌

中图分类号:G64DOI:10.16660/j.cnki.1674-098x.2204-5640-1474作者简介:孙晋梅(1969—),女,本科,高级讲师,研究方向为机械制造自动化其他学科。
摘要:随着数控技术的快速发展,铣刀在机械制造业中的应用越发广泛,但因铣刀结构复杂,部分高职生对铣刀的认知不是很清晰。本文坚持化繁为简的思路,即将复杂问题简单化、直观化,将铣削概念用实例来讲解以加深学生的理解,吸引学生积极主动思考,准确把握铣刀的相关技术要素。本文将从铣削平面用铣刀的几何参数、铣削用量、铣削层参数、铣削力的分解、铣削方式、铣刀几何参数的选择等方面逐一进行难点分解。
关键词:铣刀几何参数 铣削用量 铣削方式 铣削力的分解 背前角 侧前角
Decomposition of Difficulties for Higher Vocational Students to Recognize Milling Cutters for Plane Milling
SUN Jinmei1 WANG Xiaomeng2
(1.Zaozhuang Technician College, Zaozhuang, Shandong Province, 277800 China; 2.Shandong Normal University, Jinan, Shandong Province, 250358 China)
Abstract: With the rapid development of numerical control technology, milling cutters are widely used in machinery manufacturing industry, but because of the complex structure of milling cutters, part of the higher vocational students' cognition of milling cutters is not very clear. This paper adheres to the idea of simplifying complex problems, that is, simplifying and visualizing complex problems, and explaining the milling concept with examples to deepen students' understanding, attract students to actively think, and accurately grasp the relevant technical elements of milling cutters. This paper will decompose the difficulties one by one from the geometric parameters of milling cutter for milling plane, milling amount, milling layer parameters, decomposition of milling force, milling mode, selection of geometric parameters of milling cutter, etc.
Key Words: Milling cutter geometric parameters; Milling amount; Milling method; Decomposition of milling force; Tool back angle; Side rake angle
銑刀结构的复杂,将高职生认知的难点做一分解,本文用实例来熟悉相关的概念,例如,对铣刀几何参数的认知,先找基面,由定义引申为:回转体类刀具的基面,可以看成过轴线、刃上一点,沿半径方向的平面;再找切削、测量平面就容易了,更易于区分各几何参数;对铣削用量中的背吃刀量、侧吃刀量,借助典型的圆柱和面铣刀的切削层,用定义区分;对铣削合力分解的各分力,从认知在切削中所起的作用,来对其作用力方向等进行辨析;对顺、逆铣,用生活中简单的活动来举例更直观。
1 铣刀的几何参数
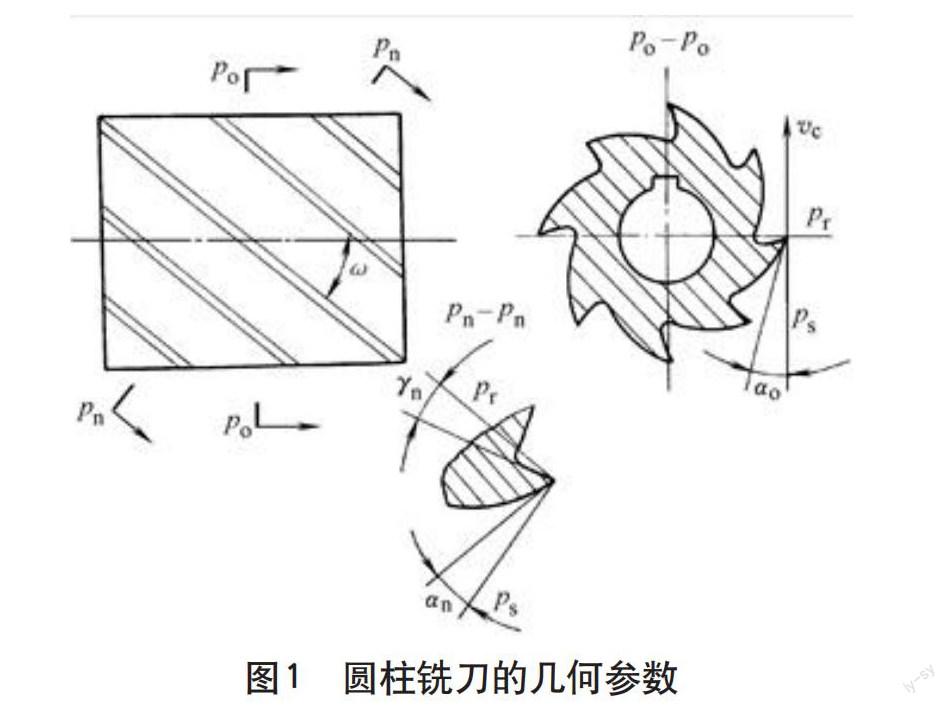
1.1圆柱铣刀几何参数
如图1所示,所有刀刃上各点均有可能转到中心位置,取中心位置的刀刃上的点分析,由基面引申理解,找过该点、中心轴线的水平平面确定为该点的基面,切削平面由定义可判断就是图中页面的平面,其他平面,前、后角即可判断出,而刃倾角λs(即切削平面内测量的主切削刃与基面间的夹角)和螺旋角ω(即切削刃螺旋线展开成直线与铣刀轴线间所夹的角度)相等,直齿铣刀则为0°。螺旋角增大,实际前角增大,切削轻快平稳,形成螺旋屑,排屑容易,防止切屑堵塞。
1.2面铣刀的几何参数
如图2所示,先来区分切削刃,在圆周上的切削刃主要承担全部切削任务,为主切削刃;位于端面上的切削刃为副切削刃,尽管是面铣刀,但不要误解。假定刀尖这点恰好转到正右方位置,过该点和轴线的平面即图示纸面就是该点的基面;若该点转到正前方位置,则过该点和轴线,垂直于图示纸面的平面为该点的基面,假定工作平面为水平面,背平面为图示纸面,三个面相互垂直,同时比其他刀具增加了背前角γp(前刀面绕副切削刃向左偏为负值;向右偏为正值)和侧前角γf(前刀面绕主切削刃向左偏为负值;向右偏为正值),该二角度用于切削中,是否考虑让刀刃或刀尖避免冲击?以延长铣刀的寿命,原本铣刀刀齿就属断续切削,受机械、热冲击影响。其他角度很容易找出。[1]
2 铣削用量
铣削用量包括铣削速度vc:πdn/1000m/min、背吃刀量ap、侧吃刀量ae、进给运动参数(进给速度vf进给量f、每齿进给量fz)。
2.1进给运动参数
进给速度vf(mm/min):每分钟铣刀在进给运动方向上相对工件的位移量;进给量f(mm/r):铣刀转一转,相对工件在进给运动方向上的位移量:每齿进给量fz(mm/齿):铣刀转过一个齿,相对工件在进给运动方向上的位移量;铣刀上的刀齿为z,铣刀每分钟转n转,则进给速度vf=f·n=fz·z·n
2.2背吃刀量ap与侧吃刀量ae
背吃刀量ap:如图3所示,背吃刀量是平行于铣刀轴线测量的切削层尺寸。端铣时,ap为切削层深度;圆周铣时,ap为被加工表面的宽度。
侧吃刀量ae:如图3所示[2],侧吃刀量是垂直于铣刀轴线并垂直于进给方向测量的切削层尺寸。圆周铣时,ae为切削层的深度;对面铣刀,ae為被加工表面宽度。
3 切削层参数
3.1切削层公称厚度hD
在基面中测量的相邻刀齿主切削刃运动轨迹间的距离,如图4所示。图4a:周铣,hD =fzsinψ;端铣,hD=fzcosψ·sinκr。周铣逆铣时开始切入时,切削层公称厚度为0mm,切出时厚度最大。图4b:端铣,对称铣削时,切入、切出厚度相同且较薄,刀刃切到工件宽度的中心处,切削层公称厚度最厚,hDmax=fzsinκr。
3.2切削层公称宽度bD
如图4所示,图4(a)为切削刃参加工作长度。直齿圆柱铣刀,bD=ap;螺旋齿圆柱铣刀加工时,由于螺旋角影响,从切入工件后,bD由零逐渐增大至最大值,然后又逐渐减小至零。刀刃逐渐切入、切出,切削过程平稳。如图4(b)所示,端铣时bD=ap/sinκr[3]。
4 铣削方式
逆铣和顺铣:铣刀每一刀齿在工件切入处的切削速度与工件进给运动方向相反,为逆铣,反之,则为顺铣。
4.1周铣
周铣的顺铣相当于用锄头锄草,从上表面开始锄,表面有砖块、石子对锄头磨损严重,同样铣刀从表面开始铣,表面有硬皮也如此;逆铣相当于用铁锨铲土,由铲出的里层往表面铲,表面有砖块、石子直接翻上带出,不会直接对铁锨产生磨损,同样,铣刀从里层往表面铣,表层有硬皮对铣刀不会有影响。
逆铣:切削厚度由零渐大,与工件表面挤压摩擦,表面质量差;垂直向上铣削分力,使工件弯曲变形。铣削时,向左的水平分力作用于工作台上,间接地作用在丝杠上,使丝杠螺纹牙型左侧顶靠在螺母螺纹牙型右侧上,及时消除了丝杠、螺母的间隙,适于有硬化层工件的粗加工,如图5(a)所示。
顺铣:切削厚度由大变小;垂直向下的铣削分力,利于工件的夹紧;因水平铣削分力与进给方向一致,当进给丝杠与螺母有间隙时,间接地作用在丝杠上的水平分力易拉动工作台窜动,出现“啃刀”。适于无硬化层的精加工。如图5(b)图所示[4]
4.2端铣
用端铣刀的端面刀齿加工平面,称为端铣法。端铣法可以分为对称铣与不对称逆铣、不对称顺铣三种方式,如图6所示,由hD=fzcosψ·sinκr可知,铣刀切削刃离铣刀水平中心平面越近,切削层厚度越厚,反之切削层厚度越薄。对称铣:切入切出切削层厚度相同,铣淬硬钢采用,如图6(a)所示;不对称逆铣:切入切削厚度小,切出大,铣碳钢和合金钢用,减小切入冲击,增加刀具寿命,如图6(b)所示;不对称顺铣:切入切削厚度大,切出切削厚度小,铣不锈钢和耐热合金用,可减轻加工硬化,如图6(c)所示。
5 銑削力及分解
5.1概念
5.1.1 铣刀总铣削力F
如图7所示,铣刀总铣削力F,即工件抵抗刀具切削所产生的阻力,分解为3个互相垂直的分力。(1)切削力Fc:总切削力在铣刀主运动方向的分力。(2)垂直切削力Fcn:在假定工作平面内,总切削力在垂直于主运动方向的分力。(3)背向力Fp:总切削力在垂直于假定工作平面的分力。
5.1.2 铣削力的合成
5.2 区分各分力
5.2.1区分基面Pr、假定工作平面Pf和背平面PP
基面Pr:过切削刃选定点,与该点假定主运动方向垂直的平面。铣刀做回转主运动,所以基面可认为过轴线,且过刃上选定点,沿半径方向的平面。如图7(a)所示,因为铣刀半径比侧吃刀量大得多,图7(a)中的刃上选定点比铣刀轴线低,所以该点基面相对水平面沿刀的半径方向稍向下倾斜,看成是斜放直四棱柱的上表面;图7(b)中的基面则是沿水平斜放的直四棱柱的左侧面,即过刃上选定点,沿铣刀半径方向的平面。
假定工作平面Pf:过刃上选定点,与假定进给方向平行,且与该点基面垂直的平面,就是图7(a)中的左侧面;图7(b)中的水平面。
背平面PP:既与基面,又与假定工作平面垂直的平面,即图7(a)、图7(b)中,直四棱柱的前面。
5.2.2找各分力
切削力Fc:即沿刃上选定点,铣刀旋转的切线方向的作用力,它消耗功率最多。
垂直切削力Fcn:位于图7(a)中的左侧面、图7(b)中的水平面即假定工作平面Pf内,且垂直于切削力Fc,它使刀杆产生弯曲。
背向力Fp:垂直于假定工作平面上的分力,如图7(a)、图7(b)中,可看成沿铣刀轴线方向的分力。
Fcn、Fp的大小:周铣,与圆柱铣刀的螺旋角ω有关;端铣,与面铣刀的主偏角κr有关。
5.2.3分力的意义
如图8所示,伸出右手,手心对自己,四指沿轴线方向,齿线与拇指方向相同为右旋,如图8(a)图所示,反之为左旋,如图8(b)图所示。铣刀如图示方向旋转,铣削时,图8(a)中,左旋铣刀会受到铣削工件抵抗而对其产生向左的背向力Fp,增大铣刀刀杆柄部与铣床主轴锥孔的摩擦力,利于夹紧铣刀;图8(b)中,右旋铣刀会受到切削工件抵抗而对其产生向右的背向力,有将铣刀向右从主轴锥孔拔出的趋势,并加快了支承刀杆右端的悬梁支架轴承的磨损。螺旋角ω越大,Fp越大,Fcn越小;反之则相反。
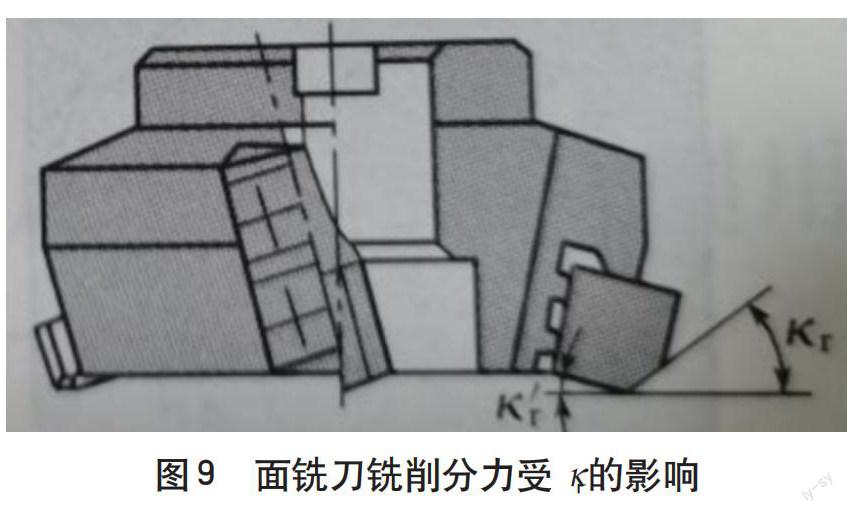
如图9所示,面铣刀铣削平面时,铣削工件作用在面铣刀上的背向力和垂直切削力,会受主偏角κr的影响,κr越小,铣刀受到的背向力,即作用在铣刀轴线方向的力越大,而垂直切削力越小,即作用于垂直于铣刀轴线方向的力越小[5]。
6 铣刀几何参数的选择
可转位面铣刀几何角度中除去常用的在正交、切削平面等测量的各角度外,因其结构的复杂性,背前角γp、侧前角γf、主偏角κr对其影响也颇大。
6.1背前角γp和侧前角γf的选择
6.1.1正前角型:正、侧前角均为正值
如图9所示,正前方的刀齿,正前角为正,其前刀面的位置,可看成绕副切削刃向右偏离,比基面即中心平面低;侧前角为正,其前刀面的位置,可看成绕主切削刃向右偏离,比基面低。铣削时,铣刀刀尖先碰到工件材料,对刀尖有冲击。特点:采用带后角的刀片,切削轻快、排屑容易,但切削刃强度差,在切削刃上磨出负倒棱,提高其强度。适于加工普通钢、铸铁、不锈钢和非铁材料。通常γp=7°,γf=0°;铣削铝合金:γp=15°,γf=14°。
6.1.2负前角型:正、侧前角均为负值
如图9所示,正前方的刀齿,正前角为负,其前刀面的位置,可看成绕副切削刃向左偏离,比基面即中心平面高;侧前角为负,其前刀面的位置,可看成绕主切削刃向左偏离,比基面高。铣削时,铣刀刀尖最后碰到工件材料,减少对刀尖的冲击。采用不带后角,两面均可使用的刀片,刀片利用率高。适于加工粗铣铸钢、铸铁和高硬度、高强度钢。但铣削时,切削力大,功率消耗多,机床动力和刚性足够。通常γp=-5°~-10°,γf=-3° -10°。
6.1.3正负前角型:正、侧前角分别正、负
如图9所示,正前方的刀齿,正前角为正,其前刀面的位置,可看成绕副切削刃向右偏离,比基面即中心平面低;侧前角为负,其前刀面的位置,可看成绕主切削刃向左偏离,比基面高。切削时,靠近副切削刃,前刀面远离刀尖位置先接触工件材料,既保证切削刃具有足够耐冲击性,又不致使切削力过大。负的侧前角能保证切入时前面和工件接触点远离刀尖,正前角利于切屑从过渡表面排出。通常γp=0°~10°,γf=0°~-10°[6]。
6.2主偏角κr的选择
如图10(a)、图10(b)、图10(c)所示,主偏角κr=90°、κr=45°和圆刀片的面铣刀,当ψ=0°时,hDmax=fz·sinκr。
主偏角κr=90°面铣刀铣削时,铣刀受到的背向力为零,即不会产生对被加工表面的垂直进给力,受到垂直切削力很大,适于铣削低强度结构或薄壁工件以及获得直角边方肩铣。
主偏角κr=45°面铣刀铣削时,进给力和垂直进给力大小接近相等,且使铣刀受到的垂直切削力减小,切削平稳,铣削厚度减小,机床功率消耗相对较小。铣刀开始切入时较轻快。当用大悬伸或小刀柄刀具铣削时,会减弱振动趋势。适于普通用途端铣及短切屑材料铣削。
圆刀片面铣刀随背吃刀量不同,刀片的主偏角和切削负载均会变化。刀片有非常坚固切削刃,可多次转位使用。因平均主偏角小,可采用高进给率,是高金属切除率的粗加工铣刀,适用于耐热合金和钛合金加工以及大余量、高进给加工。
7结语
本文从铣刀几何参数及选择、铣削用量、铣削方式、铣削力及分解等方面对铣削平面用铣刀的认知难点进行分解,将铣削术语,结合实例直观、比较认知,如背吃刀量、侧吃刀量\背前角、侧前角,切削力、垂直切削力、背向力\逆铣、顺铣等,更易于扎实、准确掌握。
参考文献
[1]孙俊霞,李金钊,刘红德,廉继西,王明华.国产数控系统中可转位盘铣刀提质增效的应用研究[J].新技术新工艺,2020(2):53-57.
[2]李体仁,王心玉,马超超.方肩铣刀高速铣削TC4钛合金试验研究及参数优化[J].机床与液压,2020,48(8):40-44.
[3]岳彩旭,刘鑫,何耿煌,李凌祥.钛合金薄壁件铣削过程有限元仿真分析[J].航空制造技术,2019,62(13):60-66.
[4]KALTENBRUNNER T.,KRüCKL H.P.,SCHNALZGER G.,KLüNSNER T.,TEPPEMEGG T.,CZETTL C. & ECKER W..(2022).Differences in evolution of temperature, plastic deformation and wear in milling tools when up-milling and down-milling Ti6Al4V.Journal of Manufacturing Processes. doi:10.1016/J.JMAPRO.2022.03.010.
[5]馮伟,王建军,梅雪松.可转位面铣刀铣削力解析建模与实验研究[J].制造技术与机床,2019(9):87-90.
[6]谢慧.大进给铣刀的结构优化设计及试验研究[D].湘潭:湘潭大学,2020.
