
一种嵌入式高效传导散热模块结构设计
2022-05-26 06:06:30孙其英
环境技术 2022年2期
孙其英
(中国电子科技集团公司第十研究所,成都 610036)
引言
现场可更换模块(简称LRM,Line Replaceable Module)是航空机载产品基本的独立功能单元[1]。随着模块内部芯片功能高度集成和体积不断小型化的设计趋势,高热流密度的芯片在逐渐增多。高温会导致电子元器件失效,进而引起整个模块的失效[2]。为避免模块因散热问题而引起的失效风险,提供高热流密度芯片的散热效率已成为模块热控设计的关键技术之一。
模块热控设计的基本任务是在热源和热沉之间提供一条低热阻的通道,保证热量迅速传递出去,以便满足可靠性要求[3]。根据散热方式不同,模块分为三类:传导冷却模块,穿通液冷模块和强迫风冷模块。传导冷却模块主要靠两侧的肋条将内部热量传导到机架冷板,具体传热路径如图1所示。模块楔形锁紧机构的综合热阻由模块的对外安装接口要求决定,当芯片和导热衬垫选定后,结壳热阻和导热衬垫传导热阻已确定。导热衬垫的接触热阻则可以通过调整发热芯片与结构件对应安装面的间隙来优化。因此,提高发热芯片到机架冷板的传热效率应考虑降低模块结构件自身的传导热阻。

图1 传导冷却模块一般传热路径
铜具有良好的导热性,模块内部通过局部嵌铜设计,使芯片热量直接由铜块传导到机架冷板,可以降低发热芯片在模块内部的传导热阻。同时铜具有良好的稳定性,可以满足模块设计的可靠性和批次一致性要求。
1 模块热设计方案
1.1 设计参数
某LRM模块总热耗70 W,安装在一液冷机架上,根据设计经验采用传导冷却能够满足该模块的散热需求。但该模块内部存在一个高热流密度的发热芯片,该芯片热耗35 W,尺寸37 mm×37 mm,局部热流密度为2.6 w/cm2。根据导热基本定律公式(1)[4],单位时间内通过一定面积的传热量(Φ)跟材料的导热系数(k)成正比。普通模块使用的防锈铝5A06导热系数为117 W/(m.k),导热性能较好的铝合金6063导热系数为201 W/(m.k),纯铜导热系数401 W/(m.k)。由此可见,相同热量通过相同截面积(A)的导热块,采用铜块可比铝合金理论上导热效率提升近一倍。

该模块的结构形式如图2所示,发热芯片位于模块中冷板中间偏右,冷板左侧因需要给子卡连接器让位,开了两个较大的矩形腔,基本切断了发热芯片到模块左侧肋条的传热路径,芯片热量主要由模块右侧肋条导出。因此,在进行模块的热设计时,主要考虑降低发热芯片到模块右侧肋条的传导热阻。
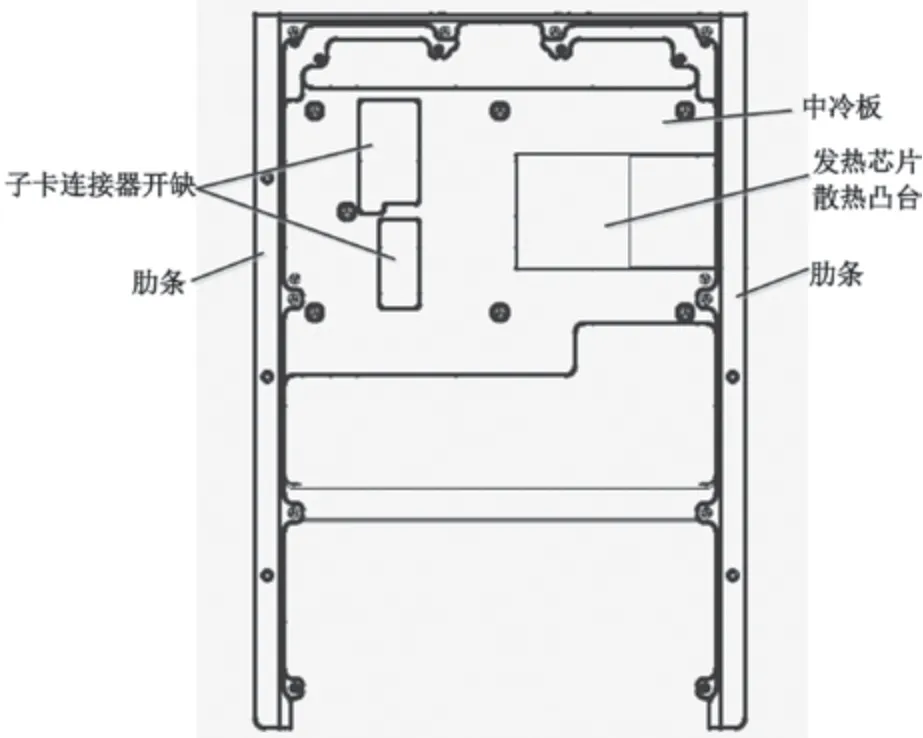
图2 模块冷板结构示意
1.2 仿真分析
为验证嵌铜冷板设计能否满足模块处于最大功率工作状态和最高环境温度时可以正常工作,同时跟铝冷板传热效果进行对比,分别对铝冷板和铜冷板模块设计进行了热仿真分析。仿真计算条件:环境温度+65 ℃,机架冷板边界温度为+52 ℃,模块楔形锁紧机构的综合接触热阻0.3 ℃/W。
根据铝冷板模块仿真计算结果(图3)得出,该发热芯片(D9)高温工作时最高壳温Tc=119 ℃,芯片结壳热阻Rjc=0.34 ℃/W,根据器件结温计算公式:Tj=Tc+P*Rjc[5],得出该芯片高温工作时结温Tj=119+35*0.34=130.9(℃),已超出芯片115 ℃最高结温工作要求。

图3 铝冷板热仿真图片
根据铜冷板模块仿真计算结果(图4)得出,该发热芯片(D9)高温工作时最高壳温Tc=96.5 ℃,芯片结壳热阻Rjc=0.34 ℃/W,计算出该芯片高温工作时结温Tj=96.5+35*0.34=108.4(℃),满足芯片115 ℃最高结温工作要求。

图4 铜冷板热仿真图片
2 模块嵌铜结构设计
模块中增加铜冷板设计可以通过焊接或铸造的方式实现。由于发热芯片跟肋条散热接触面分别位于模块冷板两侧,受焊接安装形式的限制,如图5所示,铜块只能安装在模块肋条的锁紧条安装面,不能直接跟机架冷板接触,从而使发热芯片传热路径中增加了铜块到模块肋条的接触热阻和铝肋条自身的传导热阻,焊接铜冷板传热路径如图6所示。

图5 焊接铜冷板结构示意

图6 焊接铜冷板传热路径
基于石膏熔模铸造的加工工艺特点,铜块的构型不受安装界面的限制,考虑通过铸造的形式实现模块嵌铜设计。预先将设计好的导热铜块埋进模块盒体的铸造模具,铸造出盒体的粗毛坯,然后根据盒体尺寸要求进行精加工,以确保铜块肋条与盒体肋条的共面精度。在铜块肋条端和模块肋条处设计一共用安装孔,当锁紧条锁紧时,铜块肋条即可跟机架冷板插槽良好接触。为提高模块内部导热铜块嵌件的铸造强度,导热铜块周围设计了多个矩形凸台,增加了导热铜块和铝合金基体的接触面积,导热铜块构型如图7所示。铜块可以将芯片热量直接传导到机架冷板,充分利用了铜块高传热性能,最大程度地降低了发热芯片到机架冷板的传导热阻,铸造铜冷板传热路径如图8所示。
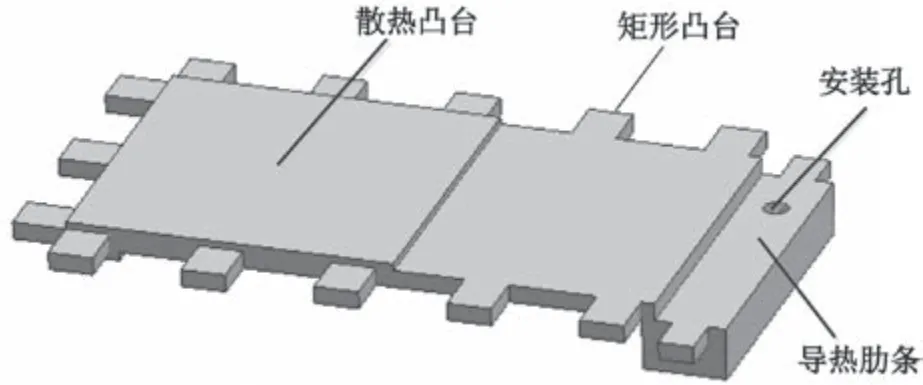
图7 导热铜块示意
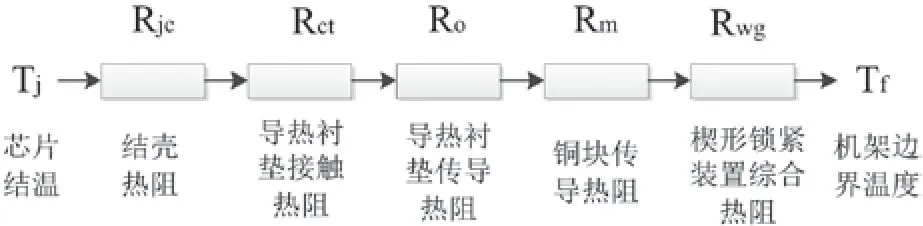
图8 铸造铜冷板传热路径
为实现导热铜块嵌件和肋条的一体化设计,导热铜块位置的模块侧壁部分都由铜块嵌件一体成型,在实际使用过程中发现,由于模块侧壁仅1.5 mm厚,铜块侧壁跟模块铝合金基体侧壁的接触面积过窄,容易造成欠铸。为进一步优化导热铜块嵌件构型,取消了铜块侧壁设计,该部分侧壁直接用铝合金铸造成型,如图9所示,解决了侧壁欠铸问题,同时由于侧壁是由铝合金铸造一体成型,提高了模块铸造的可靠性。

图9 局部铸铜盒体示意
熔模铸造首先是在模具中灌注金属熔液,等金属熔液冷却后,即可铸造出所需形状的零件[6]。由于在灌注过程中,金属是熔融状态,铜块嵌件已提前放入铸造模具,如果铜块不采取定位措施,在金属熔液灌注过程中,铜块嵌件很容易发生偏移。因此铜块嵌件设计了两处定位柱,如图10所示,使铜块可以准确固定在模具的对应位置,防止铸造过程中的位置偏移。
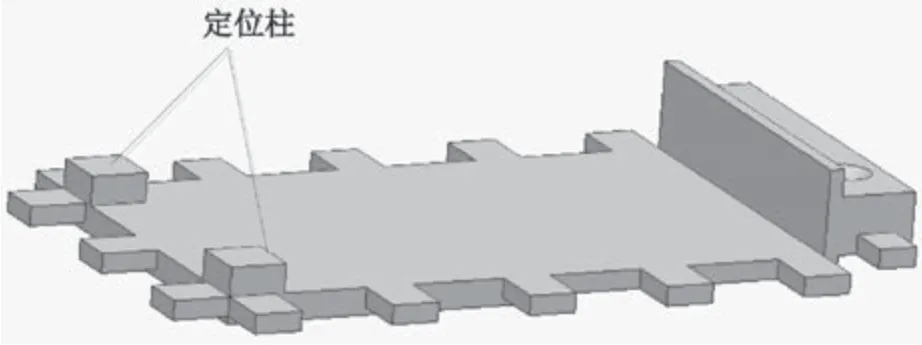
图10 导热铜块定位柱示意
3 试验验证
为验证嵌铜冷板的散热效果,对铝合金冷板和铜冷板模块在相同条件下进行试验比测。模块测试点分布如图11所示。
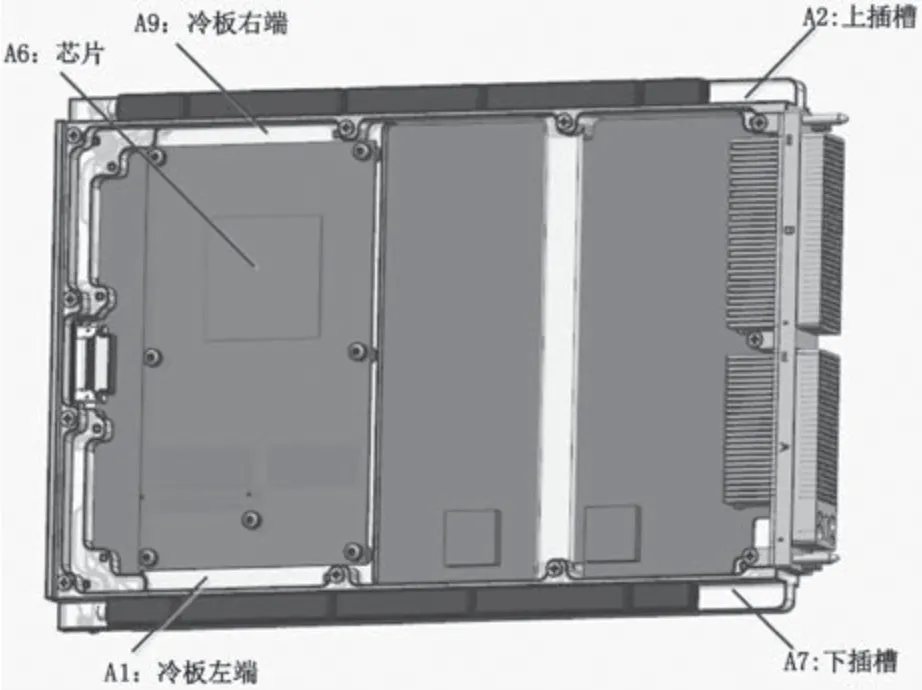
图11 模块测试点分布
在相同室温(26 ℃)和通液条件下(20 ℃,16 L/min)测得表 1的试验数据。从测试结果看出,在常温工作环境温度下,当模块达到温度稳定时,铝合金冷板的发热芯片壳温(表 1中A6温度)为84.3 ℃,铜合金冷板的发热芯片壳温为60.8 ℃,铜冷板比铝合金冷板芯片壳温降低了23.5 ℃,温升从铝合金的45.3 ℃降低到22.8 ℃,降低了近50 %。由模块芯片温度(表 1中A6)和右侧肋条温度(表 1中A2),取右侧肋条传热量为Φ=30 W,计算冷板热阻R=(TA6-TA1)/W,可得铝合金冷板热阻R=(84.3-28.3)/30=1.86(℃/W),铜冷板热阻R=(60.8-29.6)/30=1.04(℃/W),铜冷板热阻较铝合金热阻降低了近50 %。同时经工程验证,嵌铜冷板模块已顺利通过高温工作和高温存储试验,并已在工程项目中正常使用,嵌铜冷板设计可以满足模块热设计要求。
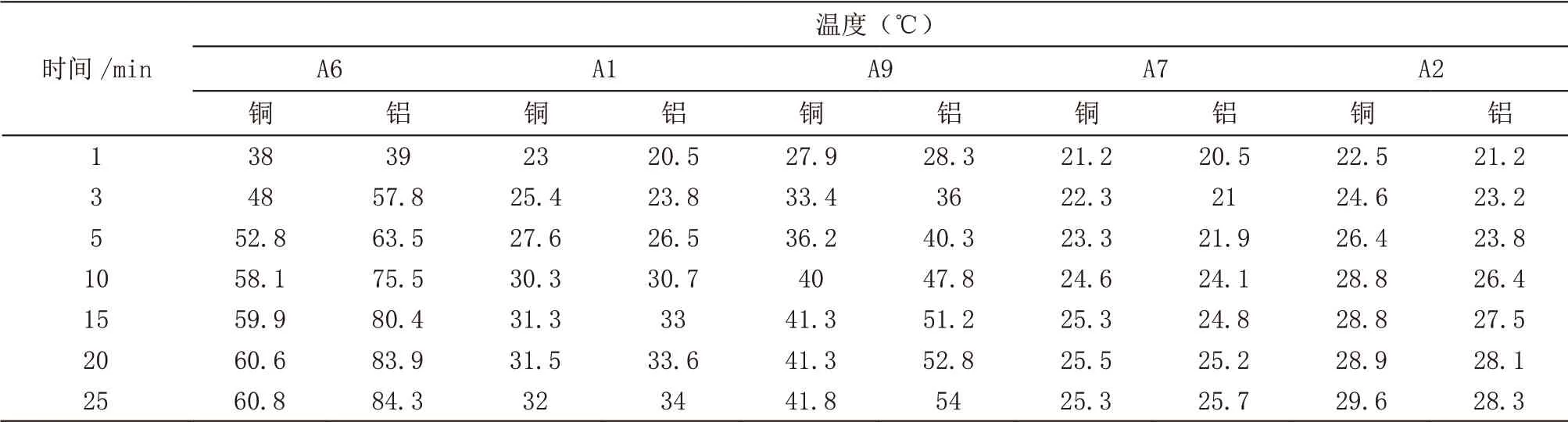
表1 铜板冷板温度检测
4 结束语
嵌入式铜冷板设计最大程度地简化了模块内部发热芯片的传热路径,提高了传热效率。同时可以实现导热铜块和铝合金基体的紧密贴合,进一步减少了中间传导热阻,为高热芯片提供了一条低热阻通道。铜块铸造具有较高的稳定性和批次一致性,保证了模块热设计的可靠性,该模块散热问题的有效解决保证了系统性能的稳定运行。量产后,铸造模具具有重复使用的特性,可以降低加工周期和成本,经验证该嵌入式冷板设计适用于传导冷却模块的工程应用。
猜你喜欢
印制电路信息(2022年4期)2022-06-25 06:30:40
装备制造技术(2021年2期)2021-07-21 05:38:30
印制电路信息(2019年9期)2019-09-20 09:40:08
中国棉花加工(2019年1期)2019-05-28 02:04:06
舰船电子对抗(2019年2期)2019-05-23 07:08:02
中国棉花加工(2019年6期)2019-04-20 12:12:20
中国科技纵横(2018年2期)2018-03-01 07:24:11
电子机械工程(2018年6期)2018-02-15 02:54:04
中国棉花加工(2017年6期)2017-03-19 02:19:19
印制电路信息(2015年7期)2015-11-24 08:09:25
