
压力容器施焊过程质量控制水平模糊综合评价及应用
2022-05-25 06:52张霞浦江
化工机械 2022年2期
张 霞 浦 江
(1.湖南省特种设备检验检测研究院;2.江苏省特种设备安全监督检验研究院)
焊接质量对压力容器的安全使用有较大影响,因此施焊过程的质量控制成为压力容器制造过程中的重要环节之一,如果控制不当将产生焊接裂纹等焊接缺陷。 焊接缺陷产生的机理目前已大致清楚,虽然焊接缺陷产生的原因多样,但大多与施焊过程的质量控制有关。TSG 21—2016《固定式压力容器安全技术监察规程》[1]要求监检人员根据制造单位焊接质量控制能力确定焊接过程的监检项目类别,但由于焊接过程的质量控制受焊接工艺、焊接人员资质及焊接设备等诸多因素的影响,导致难以用精确的数据进行评价,因此一般用“好”、“一般”等推理性语言表述。
在此,笔者提出一种压力容器施焊过程质量控制模糊综合评价程序、模糊评价因素和模糊语言变量, 并通过3个工程应用案例验证该方法的正确性和可行性。
1 模糊语言变量与模糊综合评价
将因素集U中的各因素按其性质分为m个子集,即U={u1,u2,…,um},其中ui(i=1,2,…,m)为第i个因素子集。
确定评价对象可能的评价结果的集合称为评价集,一般以程序语言或取值区间作为评价目标,通常可以表示为V={v1,v2,…,vq}。
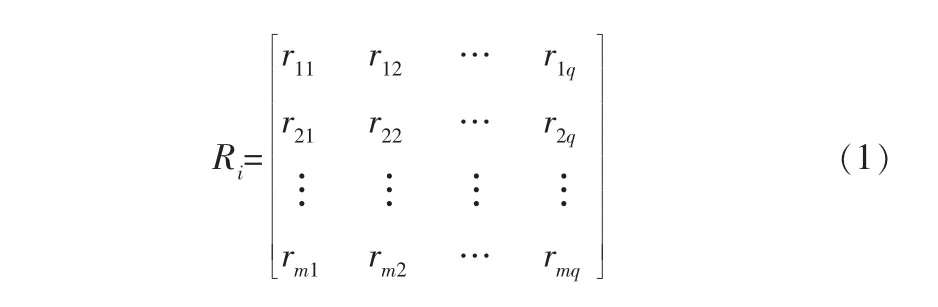
将每个ui按其程度分为q个等级,即uij={ui1,ui2,…,uiq}(j=1,2,…,q),uij称为第i类因素的第j个等级,因此可以得到因素的等级评价矩阵Ri为:
若将各因素等级按照评价集的评价指标次序排列,各因素具有相同的等级评价矩阵,即:

建立因素等级的权重集。 设uij对应的等级权重为aij,则ui的等级权重集Ai为:

由于因素等级已表征了因素本身的重要程度,故实际运算中,取权重与因素等级赋值相同。
一级模糊评价实际上是为了处理因素的模糊性,通过综合一个因素的各个等级对评价对象取值的贡献来作为一种单因素的评价:

为了综合考虑各因素对评价结果的总体影响,需要进行二级模糊评价。
设第i个因素子集ui的权重为ai,则因素集U的权重集为:

模糊评判集为:

其中,B为一级模糊评价结果矩阵:
按最大隶属度原则,得到V为:

即,将因素us与评价等级vs相比较,取其最大的隶属度。
在很多实际情况中,评价因素用模糊语言变量表达,如“好、较好、一般、较差、差”或“高、较高、一般、较低、低”等,若将这些模糊语言变量用隶属函数量化,在工程上将具有很好的应用价值。 但目前还没有一个完全客观的评价标准。 文献[2,3]中提出了一种模糊语言变量隶属函数(表1), 并在实际工程中得到了应用。

表1 模糊语言变量隶属函数
2 压力容器施焊过程质量控制模糊评价
2.1 因素集
根据文献[4~7]以及笔者的工作经验,设定施焊过程质量控制水平因素集U={焊工技能水平u1,焊接自动化程度u2,焊工持证施焊情况u3,焊接工艺纪律管理u4}。
2.2 评价集
设压力容器施焊过程的模糊分析评价集V={好,较好,一般,较差,差}。
2.3 权重集
笔者采用层次分析法(AHP)[2]确定各因素子集的权重。 AHP法的基本步骤是比较若干因素对同一目标的影响程度,从而确定它们在目标中所占的比重。
根据压力容器施焊过程的特点,笔者认为:u1相比于u2“相对重要”,u1相比于u3“重要”,u1相比于u4“相同重要”;u2相比于u3“相对重要”,u2相比于u4“相对不重要”;u3相比于u4“相对不重要”。 则有:
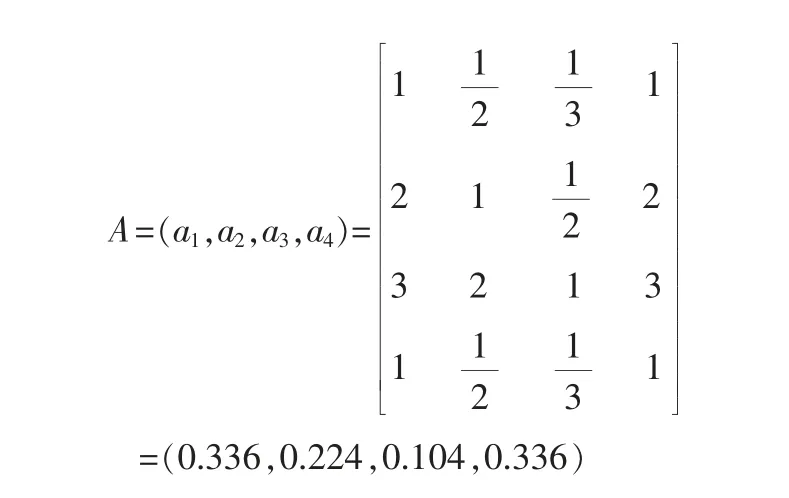
一致性评价指标CR=0.028≤0.10, 说明笔者对各因素相对重要程度的比较是合理的。
2.4 因素子集模糊语言变量
因素子集u1~u4的情况描述及其模糊语言变量列于表2~5。

表2 u1的情况描述及其模糊语言变量
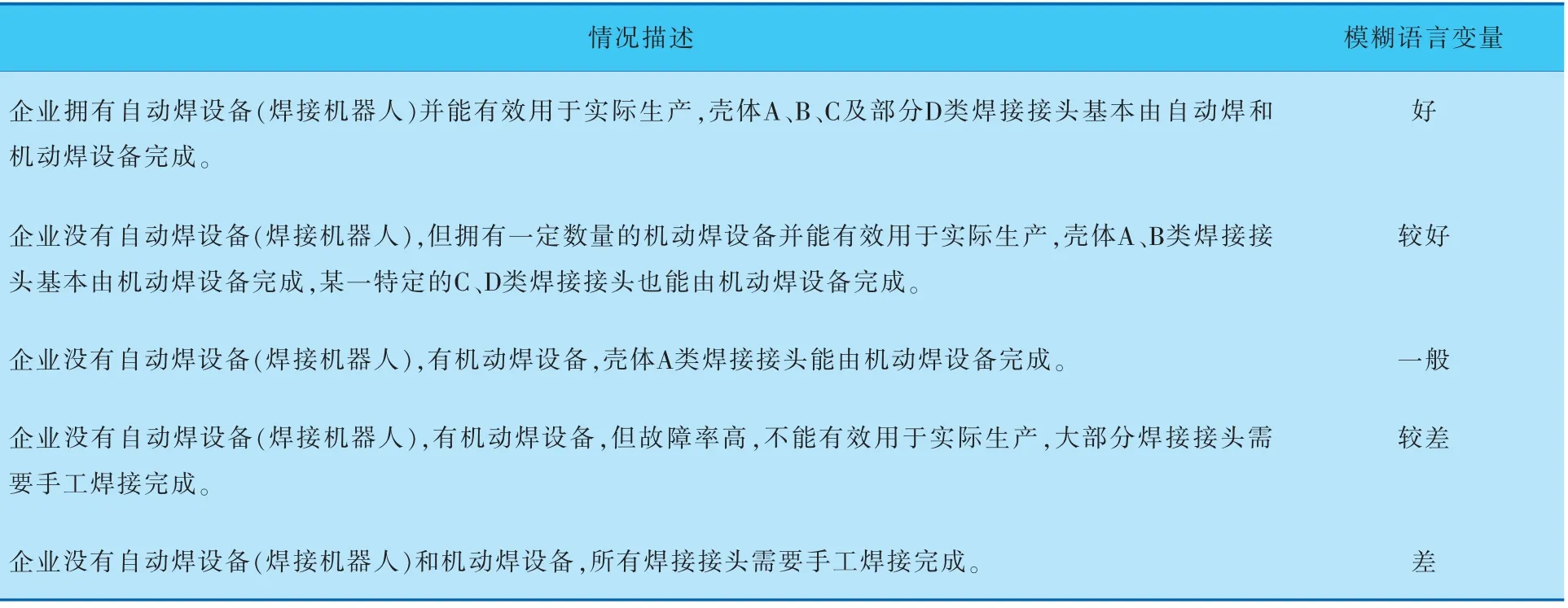
表3 u2的情况描述及其模糊语言变量
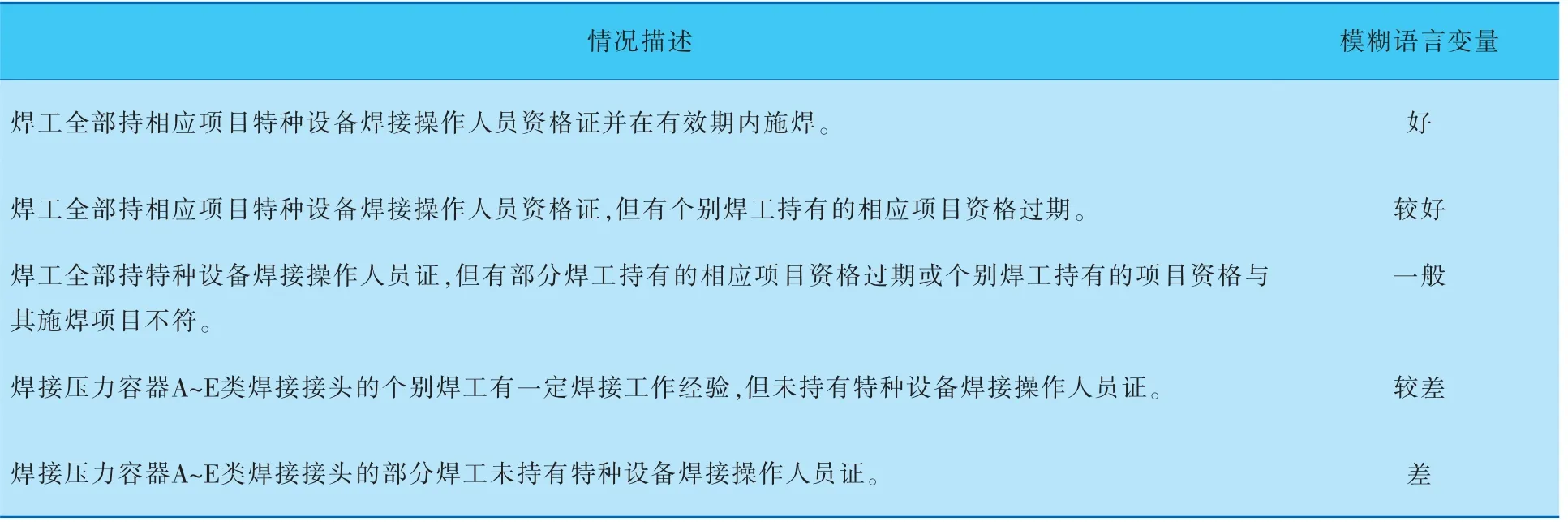
表4 u3的情况描述及其模糊语言变量
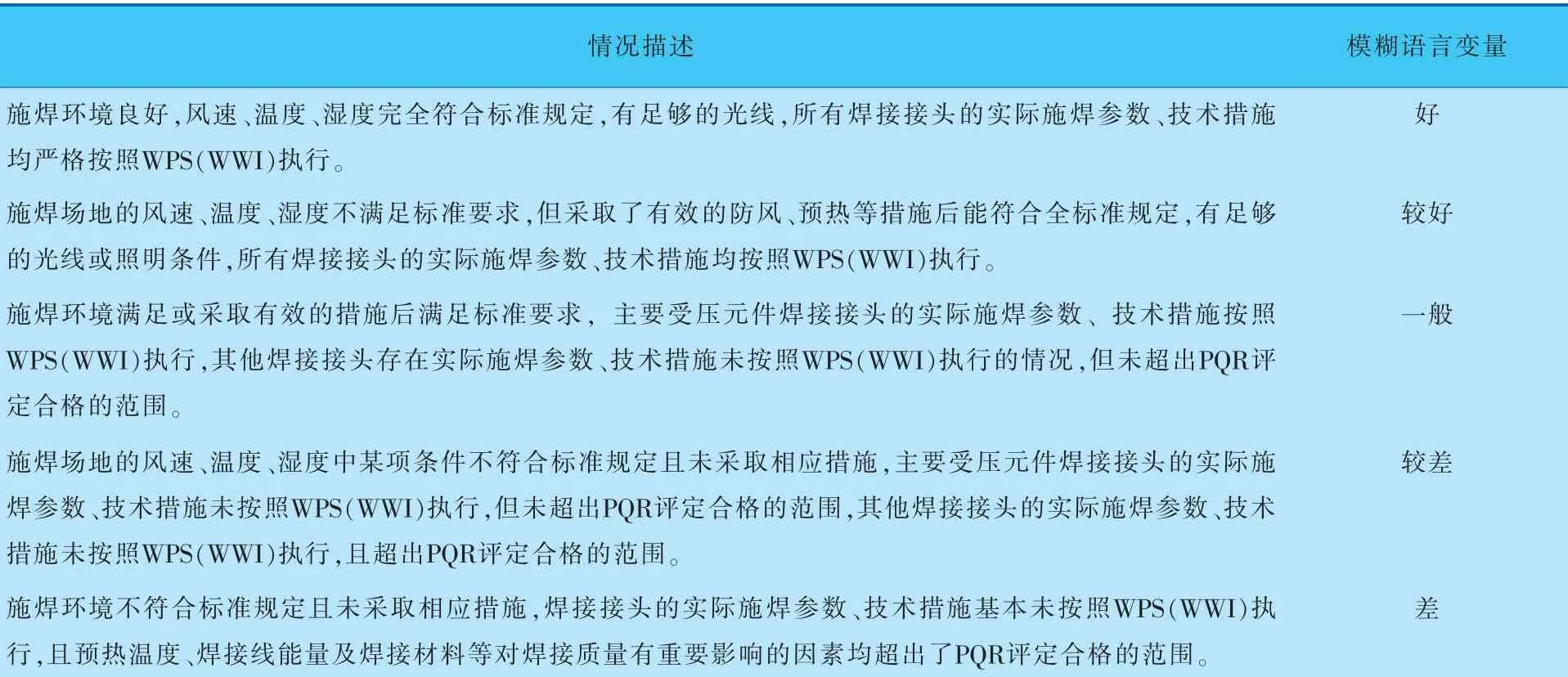
表5 u4的情况描述及其模糊语言变量
3 工程应用案例
案例1某制造商制造典型产品的结构简单,材料仅为Q345R和20,无需热处理,拥有数量较多的焊接机器人,压力容器大部分焊接接头由自动焊和机动焊设备完成,焊工管理较好。
案例2某制造商制造石油化工设备, 多为Ⅲ类高压容器, 部分产品结构复杂, 材料包括Q345R、20MnMo、15CrMoR、10MoWVNb、12Cr2Mo、1Cr5Mo及S30408等多种类别, 基本需要热处理,焊接接头均编制了通用WPS(WWI)。
案例3某制造商制造中低压容器, 产品种类多, 结构形式多样, 定型产品少, 材料包括Q345R、09CrCuSb、S30408、S31008 及TA2 等 多 种类别,焊工技能水平较好。
监检人员通过对上述案例中的3~5种产品进行资料审查,对制造商的施焊过程给予评价(表6)。
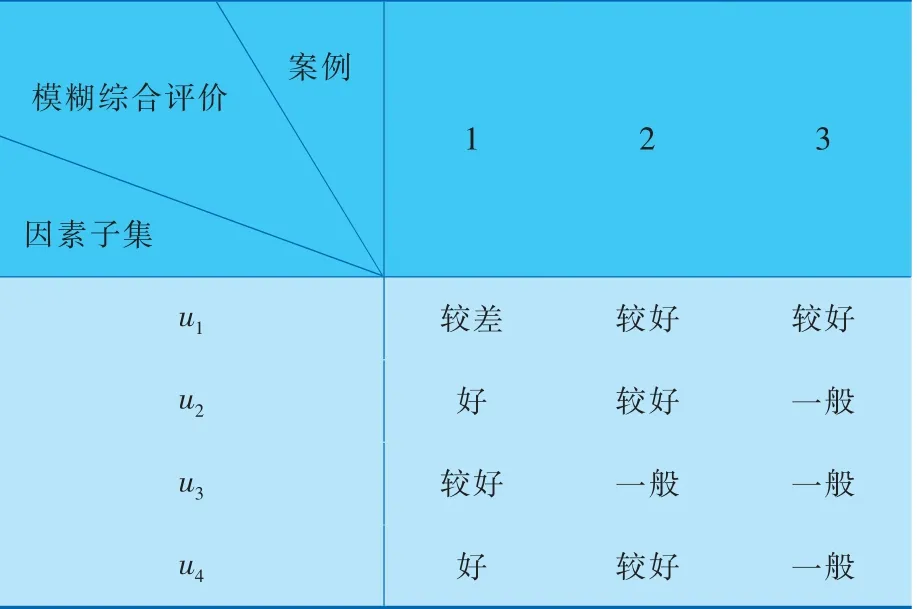
表6 3个案例中压力容器施焊过程质量控制的模糊综合评价
以案例1为例进行计算。 根据模糊综合评价结果与式(1)~(7),可以得到等级评价矩阵R1为:
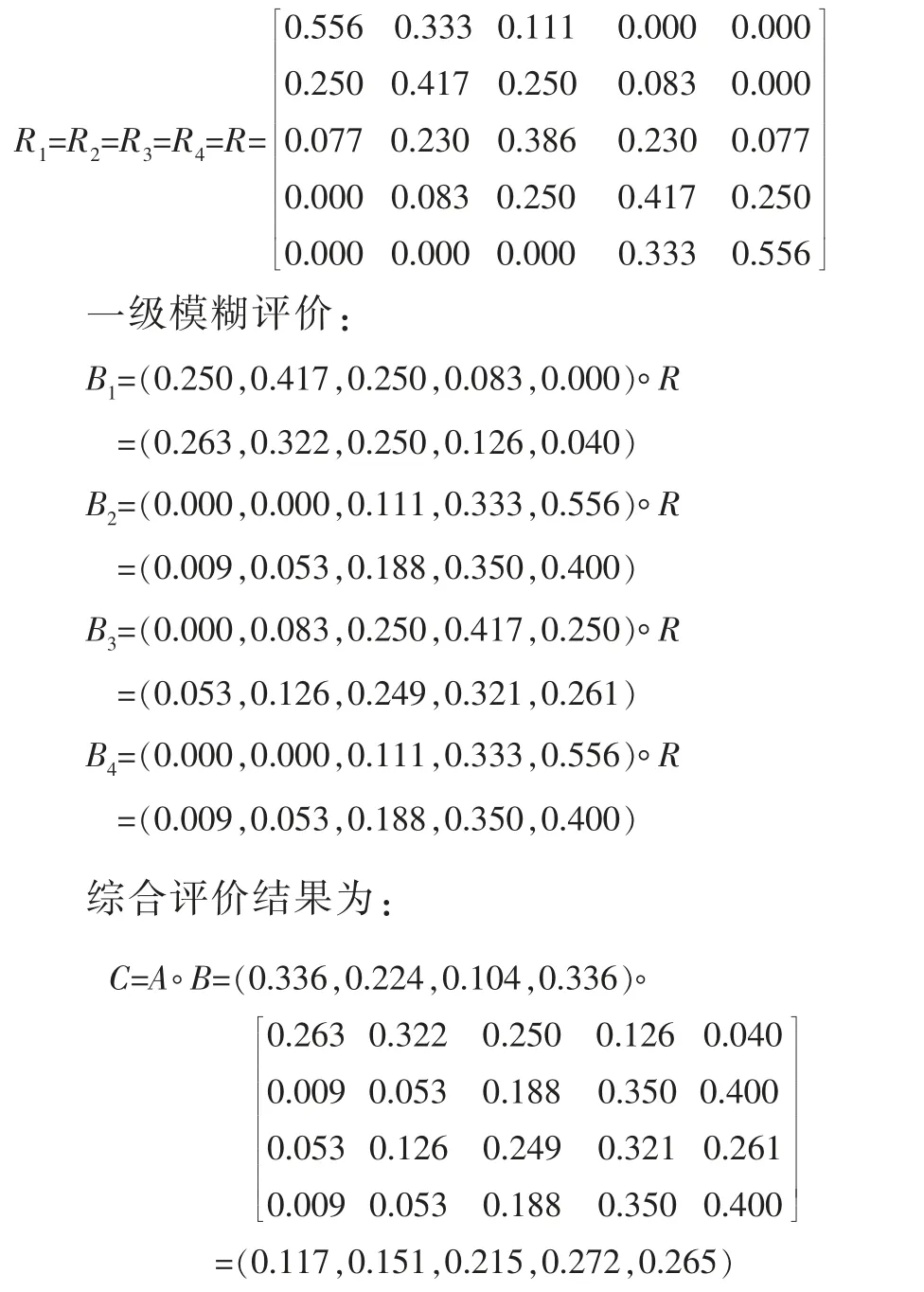
按最大隶属度原则, 案例1中该制造商的焊接质量控制水平为“较好”。
同理可以得到案例2的综合评价结果为:

按最大隶属度原则, 案例2中该制造商的焊接质量控制水平为“较好”。
案例3的综合评价结果为:

按最大隶属度原则, 案例3中该制造商的焊接质量控制水平为“一般”。
4 结束语
压力容器施焊过程质量控制的影响因素众多,既与焊接技术人员、焊工等人员技术水平、经验和责任心有关,又与焊接设备的稳定性和焊接材料的性能有关,导致整个过程存在一定的不确定性,因此强化施焊过程的质量控制非常重要。
用3个工程应用案例验证了笔者所提的模糊语言变量及其综合评价方法的可行性和正确性,对压力容器焊接过程的质量监检具有一定的指导意义。 笔者建议:当焊接过程质量控制的综合评价结果是“一般”及以下时,将施焊过程的监检设为B类监检项目;当结果是“较好”及以上时,将施焊过程的监检设为C类监检项目, 从而有针对性地指导压力容器的焊接质量控制。
参考文献著录规范
书 [编号] 著者名.书名[M].出版地:出版者,出版年:页码.
期刊 [编号] 著者名.题(篇)名[J].刊名,出版年,卷号(期号):页码.
论文集 [编号] 著者名.题 (篇) 名 [C] .整本文献的编者ed (多编者用eds) (编) .文集名.出版地: 出版者,出版年: 页码.
学位论文 [编号] 著者名.题(篇)名[D].保存地:学位授予单位,年.
专利文献 [编号] 专利申请者名.专利题名[P].专利国别:专利号,出版日期.
注:①著者姓名应列全(3 个以上的只列3 个,并在第3 个著者名后加“等”);②国外作者名应将“姓”排前,“名”排后。
猜你喜欢
化工自动化及仪表(2022年3期)2022-01-01
中学生数理化·中考版(2021年8期)2021-07-31
小学生学习指导(高年级)(2021年4期)2021-04-29
少先队活动(2021年2期)2021-03-29
家庭影院技术(2021年1期)2021-03-19
家庭影院技术(2021年1期)2021-03-19
卫拉特研究(2020年0期)2020-01-19
无锡职业技术学院学报(2019年3期)2019-12-27
中学生数理化·高二版(2016年4期)2016-05-14
新高考·高二数学(2014年7期)2014-09-18
