
智能全液压修井机装备自动化控制系统设计
2022-05-25 03:34:20张建军
化工设计通讯 2022年5期
张建军,刘 颢
(江苏赛瑞机器人装备有限公司,江苏常州 213000)
智能液压修井作业机要求实现修井作业无人化作业,一键启动,按照预先设定的控制策略运行,直到起管作业或下管作业完成后自动停止。如果在运行过程中遇到参数的改变或环境的改变,设备自适应运行,改变运行策略,满足作业工艺的要求,在遇到紧急情况下(如遇阻,传感器失灵,机械故障等紧急事件发生),人工干预设备停止或通过控制策略研判自动停止设备运行,直到故障处理后从断点恢复运行,这就对控制系统的设计带来了极大的挑战性,因此,本文设计了全新的液压智能修井机自动化控制系统。该系统将多变量、安全互锁以及精确闭环控制技术应用到液压智能修井机控制系统中,这是根据修井机机生产现场对控制系统统的要求而设计出来的。该设计方案满足生产现场的需要,提高了控制系统的可靠性,达到了智能控制的要求。其次,该系统将多变量、多策略控制技术应用到智能控制系统,满足智能化修井控制系统的要求,很好地满足了油田修井作业的需求,达到了满意的效果。此外,为适应不同的油田工况、环境、人为操作因素、工艺流程的优化和液压智能修井机设备复杂性,该智能控制系统采用模块化设计理念,并具有可扩展性、可调节性、自适应性、人机交互性和灵活性的控制策略择优选择性等特点。
1 液压智能修井机模块化设计
液压智能修井机装备自动控制系统设计时分为以下七个模块。接箍自动检测、自动上卸扣系统、机械手自动扶正对中系统、吊卡自动抓松管系统、油管防风系统、管杆自动输送系统、污水收集系统、安全互锁系统、遥控及监控系统、可调式井口作业平台 系统。
整个系统设定2个总的目标变量,OBj和OBw。 其中OBj为起下管节拍,本系统设定为40根/h,OBw为桅杆变速调整目标变量,整个系统在安全控制策略的贯穿下,围绕目标变量闭环运行策略控制,实现自动修井机的整个无人化作业流程。
七个控制系统模块中1-5个模块每个模块成为一个小单元,由一个子系统控制,每个子模块设定2个目标变量,Ob1和Ob2,其中Ob1为主目标变量,Ob2为辅助目标变量,两个变量协调统一,服从整个系统变量的控制策略要求。子模块变量与子模块变量之间做优化选择,不同位置,不同情况使用不同的控制策略,达到工艺流程要求的同时,实现各运动部件之间、运动部件与静止模块之间无干涉,在满足流畅、实时运行目的同时要达到可靠性,提升装备运行安全性,以提升运行速度,提高作业的产量,满足OBj起下管节拍。
1.1 油管杆的自动寻箍、油管杆扶正和与井口油管接箍对中自动控制技术
要保证箍接的自动检测,本系统采用了磁场—电场—接箍信号获得控制电路,首先采集磁场信号,通过磁场—电场转换模块,实现磁电的转换,通过接箍和油管磁场强度的不同来判断信号,同时与提升速度匹配,找出适合油管接箍检测的最佳运行速度,从而即刻捕捉接箍信号,完成接箍的检测环节。
本子系统设定两个目标变量Obd和Obx,即对中精度目标变量和寻箍精度目标变量,采用寻箍模块与子PC系统通讯的模式实时获取接箍的位置和速度信号。
1.2 油管和油杆液压工具上扣和卸扣多变量自动化控制技术
油管杆在上卸扣之前,要准确地自动就位,在上扣和卸扣中要实现扭矩、电流、压力、速度、圈数参数的实时监控,进行多变量综合判断丝扣是否上紧或卸开,上卸扣完毕后卸扣装置能快速自动回位。
实现柔性上卸扣,根据实际情况判断上卸扣的扭矩、螺纹的圈数以及压力,合理的输出上卸扣扭矩,并防止背钳的卡壳,从而造成安全事故。
本子系统设定两个目标变量Obn和Oby,即上卸扣扭矩变量和上卸扣压力目标变量,采用实时多路传感器检测的模式实时获取液压钳、钳口位置、扭矩、压力和速度信号。
1.3 自动油管和油杆杆抓取和释放、智能吊卡自动化控制技术
自动吊卡起下管过程中起到油管的夹持、上提、下放作用,吊卡上设定锁定安全机构、倾角机构以及随动机构,每个机构都使用油缸专用传感器,实现动作的位置检测。吊起下管过程中的死点检测和控制。
刚性设计的吊卡,随桅杆上下运动,保证了对中的精度,吊卡可实现倾斜抓放管,适用不同的标准管柱的作业需求。
本子系统设定两个目标变量Obj和Obz,即桅杆运行速度变量和吊卡自动抓放管速度目标变量,采用实时多路传感器检测的模式实时获取速度信号、组合动作速度信号以及各机构的动作位置信号。
1.4 管柱提升精确定位和调速自动化控制检测技术
本系统实现油管杆的自动测长,测长完后的数据直接存储在PC机内,并自动形成EXCEL报表,可通过网络后台远程浏览或用U盘COPY存贮。
由于油管杆的长度不同,带来了每次提升或下放管柱的“零位置点”不同,要保证装备的智能化运行,首要的是解决油管提升中“零位”准确度的问题,故要实现起下油管杆整个行程中油管的位置跟踪检测,实现运行自动变调速,和整个过程实施监控和测定。
本子系统设定两个目标变量Oba和Obt,即自动管杆输送机运行速度变量和自动管杆排放机速度目标变量,采用多自由度的机械手位置检测和机构互锁来控制其可靠安全运行。
1.5 油管和油杆排放和输送、装卸大型械手自动化控制技术
实现油管杆排放机械化、自动化,在下管柱时应能从油管盒内抓取单根管柱,并将管柱输送到指定位置;在起管柱时,应能将起出的管柱放到油管杆盒内并排列好。
机械手自动在管排架上抓取油管或油杆,抓取油管杆后翻转直立,并推送到井口等待位,在自动吊卡抓管时伸出手臂喂入吊卡卡爪中,然后,扶管对中。解决了传统此类设备扶正对中问题、丝扣磨损问题、效率低问题等。
本子系统设定两个目标变量Obs和Obp,即自动管杆输送机运行速度变量和自动管杆排放机速度目标变量,采用多自由度的机械手位置检测和机构互锁来控制其可靠安全运行。
1.6 自动化装置防污防冻技术
在修井作业中,作业环境非常恶劣。当井下压力过高时,油泥井喷会损害机械化自动化设备快速运行精度,以及控制策略选择的正确性,甚至会损坏设备或模块。特别是在北方严寒地带的冬天季节作业,可能会导致设备无法工作。所以智能液压修井机装备设计了一套完整的自动带压作业模块、油污处理模块、并配套了防冻技术,使其能够适应恶劣的工作环境。
1.7 信息管理自动化技术
在整个作业过程中,采用设计基于PC端平台的控制监控软件,能够实现修井机自动控制功能。此外还可以实时监视自动修井机液压控制系统运行状况,记录修井机控制系统参数信息。该智能装备的控制系统设计了各模块的监控、目标参数的监控、运行参数监控、安全参数的实时检测、位置数据的实时跟踪。危险参数报警显示、运动部件位置跟踪,该模块具有油管油杆自动测长记录、操作数据记录、作业数据记录、安全数据监控记录、修井过程监测、安全报警、故障自诊断、自修复等功能以及远距离数据传输功能,还能在线自动寻箍定零位,检测油管磨损等。
视频监控系统配有工业电脑触摸显示屏,可以连接视频信号的接收和显示。
1.8 远程监控和手机端监控
在修井作业过程中,能够实现移动端监控,并成为数字化油田系统的子系统,信息共享,达到高效率、高安全性及井口无人化作业要求。
通过4G,5G通讯模块,可在授权权限的情况下,检测装备的位置信息、作业数据信息、作业情况信息、工作状态信息可方便真实地反映作业装备的情况和现场作业人员的作业情况,为作业队的修井作业任务安排、调度、设备的维护等提供了决策的数据支撑。
2 基于PC的智能全液压修井机自动化系统设计参数
鉴于井场的复杂性,环境的恶劣性,油泥,磁性,磁化,不可预估的因素和环境温度的影响,系统设计时以可靠性、安全性、先进性为主,同时满足HSE的要求。
2.1 系统设计参数
温度:-30~55℃;风力:≤6级;雨雪:<中级;电源:24VDC,波动范围±10%(车载发动机供电或蓄电池供电);供电能力:≥15kW;油压:32MPa;
2.2 总线结构设计
充分利用现代先进技术,如现场总线技术、智能控 制技术、机器人控制技术、现代检测技术、优化控制技术、专家系统等实现该控制系统的实用性和智能性。
本系统控制总线使用工业控制成熟PROFInet总线,后台监控和数据传输使用工业以太网总线,并配置了远程无线数据传输模块,可以使用4G,5G手机卡的流量实现数据的无线远程传输。
2.3 智能全液压修井机控制流程
要满足修井机的智能控制,准确的作业工艺过程是控制系统的关键。图1为全液压修井机的作业的工艺流程。
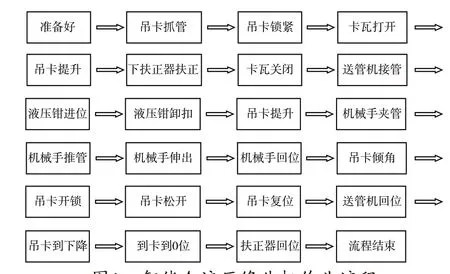
图1 智能全液压修井机作业流程
3 操作模式设计
为了便于操作,便于维修,提高作业机的作业效率,并满足不同工况,不同环境的需求,本智能全液压修井机装备的控制系统设计了三种模式,即单步、单键、三次“三单”操作模式。
即实现遥控、半自动、一键启动智能作业模式。
一键作业模式也就是只按 “启动”键一次,即可完成起管或下管自动化作业智能化作业,设备根据预先设定的控制策略来运行,达到最佳的作业工艺要求。
4 智能控制和安全设计
4.1 智能多控制参数设计
根据作业流程的要求、提升和下放管柱载荷变化的规律、各模块目标变量的预设值,以及不同工况、不同步骤时情况的策略制定,通过计算机对液压系统各种传感器数据的实时监测值的监控和分析,预先根据专家系统推理机编制一套适合智能全液压修井机装备运行的优化拟合控制算法,在此算法的控制下,通过对液压系统泵组和控制阀回路的优化控制,使按照计算机智能速度载荷拟合曲线的运动方程运行,实现全液压修井机的最优化智能控制。
4.2 安全设计
4.2.1 安全电气互锁设计
各模块之间的电气互锁,动作之间的电气互锁,手动、遥控、自动之间的模式互锁。
4.2.2 机械模块互锁设计
各子设备和机械模块之间的防碰联锁控制,避免设备损坏和由此产生人员伤害的可能性。位置互锁:自动模式下防止设备之间碰撞,防止设备在高速运动下与其他设备碰撞,视线不好的区域防止碰撞。握手互锁:自动吊卡,自动卡瓦,自动管杆输送机构等防止油管坠落。
4.2.3 紧急情况处理设计
传感器失灵、机械卡死,以及遇阻情况下,设备锁死在当前位置,同时自动切换到安全运行模式,警示铃声响起,等待作业人员查看故障,保证安全运行。
5 结论
智能全液压修井机在自动控制系统运行,无人工干预的情况下,能独立完成油管的连续起下工作,劳动强度极低,井口、井场15m范围内无需操作工,机械伤害隐患大幅降低,安全系数大幅提高,作业效率得到很大提升。控制程序设计合理,传感器灵敏,机械部件动作精确,达到了设计的要求。
猜你喜欢
化工管理(2022年14期)2022-12-02 11:47:08
云南化工(2021年5期)2021-12-21 07:41:34
装备制造技术(2021年1期)2021-05-21 07:55:06
钢管(2021年6期)2021-05-10 02:36:12
化工设计通讯(2021年2期)2021-01-07 06:42:37
西南石油大学学报(自然科学版)(2019年2期)2019-04-25 13:08:46
山东工业技术(2016年15期)2016-12-01 05:30:58
筑路机械与施工机械化(2015年11期)2015-07-01 16:28:45
化工管理(2015年30期)2015-03-23 02:10:39
筑路机械与施工机械化(2014年5期)2014-03-01 02:59:38
