玻纤增强不同长链聚酰胺材料性能及注塑产品对比
2022-05-20 05:59薛东
工程塑料应用 2022年5期
薛东
(江阴市宏丰塑业有限公司,江苏江阴 214422)
通常将含有10个碳以下碳链的聚酰胺称为短链聚酰胺(或短链尼龙),如聚酰胺6 (PA6)、聚酰胺66 (PA66)以及聚酰胺46 (PA46)等;而将含有10个碳及以上碳链的聚酰胺称为长链聚酰胺(或长链尼龙),如聚酰胺610 (PA610)、聚酰胺612 (PA612)、聚酰胺1012 (PA1012)以及聚酰胺12 (PA12)等[1–5]。由于长链聚酰胺中酰胺键含量低,因此与短链聚酰胺相比,它有更低的吸水率、更好的尺寸稳定性以及更好的韧性[6–8]。
PA12作为长链聚酰胺中的一种,主要应用在汽车零部件、3D打印、机械以及航空航天领域[6,9]。而在汽车零部件中,玻璃纤维(GF)增强PA12材料主要使用在燃油管路系统、汽车蒸发系统以及快速接头等。目前,对于注塑使用的PA12以及由其制成的改性材料,主要还是掌握在国外改性公司手中,例如法国阿科玛、德国赢创、日本宇部等。虽然国内已对PA12树脂及其改性材料进行了相关研究[10–15],但尚未有PA12树脂的工业化生产。因此,PA12材料在国内的价格还十分昂贵,故研究开发PA12的替代材料具有一定的现实意义,另外相对于由不可再生的化石原料制成的PA12,采用部分或者全部为生物基材料制成的长链聚酰胺,例如PA610,PA612以及PA1012等,具有一定的环保优势[3,7–8]。
目前,国内汽车行业对替代GF增强PA12材料的研究非常少。笔者主要对比了质量分数30%的GF (GF30)增强PA612,PA1012以及PA12三种材料的性能,同时,在量产的汽车燃油管快速接头的模具上进行试制对比,为后续增强其它不同种类的长链聚酰胺替代PA12/GF30材料提供依据。
1 实验部分
1.1 主要原材料
PA612:A150,山东广垠新材料有限公司;
PA1012:B150,山东广垠新材料有限公司;
短切GF:ECS10–03–568H,中国巨石股份有限公司;
PA12/GF30材料:市售;
抗氧剂:1098,天津利安隆新材料股份有限公司。
1.2 主要仪器及设备
立式混料机:Y100I-4型,张家港市长青机械有限公司;
同向双螺杆挤出机:SHJ-65D 型,江苏诚盟装备股份有限公司;
注塑机:TTI-90SeK11型,无锡格兰机械集团有限公司;
电脑式材料拉力试验机:LK-103B型,东莞市力控仪器科技有限公司;
密度计:JA203M型,常州幸运电子科技有限公司;
数显简支梁冲击试验机:HC-8215型,苏州华川检测仪器有限公司;
电动缺口制样机:XQZ-11型,上海皆准仪器设备有限公司;
缺口尺寸测量仪:IDMI-12.7型,上海皆准仪器设备有限公司;
可程式恒温恒湿试验箱:GDJS-100L型,东莞市华谊创鸿实验设备有限公司;
热变形、维卡软化温度测定仪:XRW-300B型,承德市纵驰检测仪器有限公司;
电子天平:FA2004型,常州幸运电子科技有限公司;
差示扫描量热(DSC)仪:DSC-500WJ型:上海皆准仪器设备有限公司。
1.3 试样制备
将原材料PA612以及PA1012在100℃下干燥4 h,按照树脂基体、GF和抗氧剂质量分数分别为69.8%,30%,0.2%的配比将相关材料称量好,先将树脂与抗氧剂加入到立式混料机中混合均匀,加入到同向双螺杆挤出机中熔融挤出,GF通过侧喂料加入。然后将挤出料条经过水冷、吹风机吹干后,利用切粒机造粒得到粒料。挤出机的喂料段温度为230~250℃,熔融段温度为210~230℃,机头段温度为230~250℃,主机螺杆转速为350~380 r/h。将制得的粒料干燥后,利用注塑机制备标准样条。注塑温度为230~260℃,注塑压力为80 MPa,冷却时间为35 s。将PA12/GF30材料在100℃下干燥4 h后按相同工艺直接注塑。
1.4 测试与表征
密度按照ISO 1183-1:2012测试,采用方法A;
拉伸性能按照ISO 527-1,2:2012测试,拉伸速率为5 mm/min;
弯曲性能按照ISO 178:2010测试,测试速率为2 mm/min;
简支梁缺口冲击强度按照ISO 179/1eA:2000测试,摆锤能量为4 J;
低温简支梁缺口冲击强度按照ISO 179/1eA:2000测试,摆锤能量为4 J,测试前利用可程式恒温恒湿试验箱将样条先在-30℃条件下处理6 h;
热变形温度按照ISO 75:2004测试,升温速率120℃/h,载荷1.8 MPa;
吸水率按照ISO 65:1999测试;
熔点按照ISO 3146:2000测试,从25℃升温至280℃,升温速率为20℃/min。
2 结果与讨论
2.1 GF增强不同长链聚酰胺力学性能对比
图1为GF增强不同长链聚酰胺的力学性能。从图1可以看出,PA612/GF30材料的拉伸强度、弯曲强度以及弯曲弹性模量最优,其次是PA1012/GF30材料,最差的是PA12/GF30材料。PA612/GF30材料的拉伸强度、弯曲强度以及弯曲弹性模量分别比PA12/GF30材料高50,50 MPa以及1 200 MPa。而PA1012/GF30材料的拉伸强度、弯曲强度以及弯曲弹性模量分别比PA12/GF30材料高16,15 MPa以及400 MPa。但是无论是常温还是低温状态下的缺口冲击强度,PA1012/GF30材料最优,PA12/GF30材料其次,PA612/GF30最差。GF增强不同长链聚酰胺的性能差异主要是由于长链聚酰胺的分子结构不同。不同长链聚酰胺分子结构如图2所示。随着酰胺基含量的增加、分子链对称性增强和结晶度提高,其强度也增加;反之,随着酰胺基含量降低(聚酰胺分子链中亚甲基的增加),强度逐渐下降,柔顺性提高[16]。
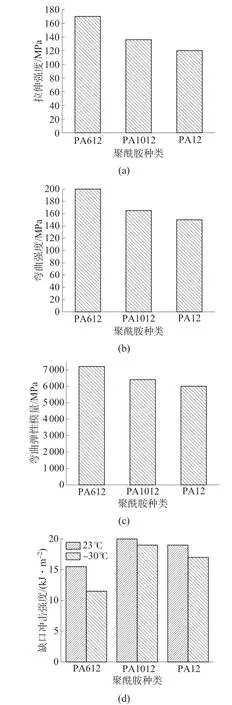
图1 GF增强不同长链聚酰胺力学性能

图2 不同长链聚酰胺分子结构示意图
2.2 GF增强不同长链聚酰胺密度及吸水率对比
图3为GF增强不同长链聚酰胺的密度及吸水率。从图3可以看出,材料密度由高到低的顺序为:PA612/GF30,PA1012/GF30,PA12/GF30。这主要是由于PA612,PA1012以及PA12的密度不同导致。同时,可以反推出PA612,PA1012以及PA12三种长链聚酰胺基体中,PA12的密度是最低的,其次是PA1012,最后是PA612。
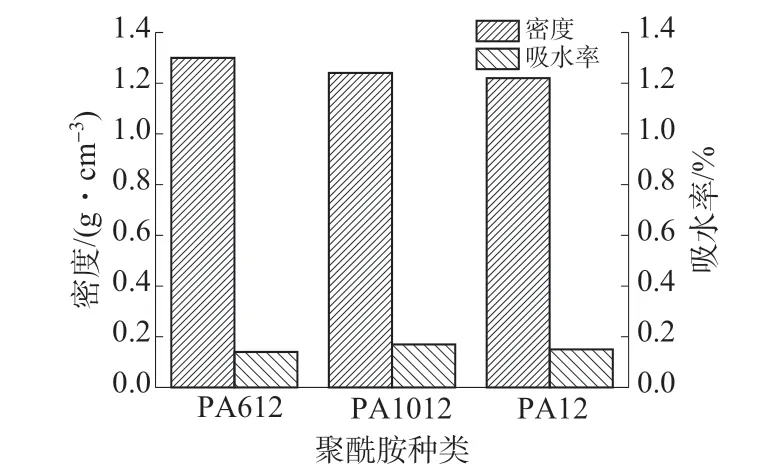
图3 GF增强不同长链聚酰胺密度及吸水率
理论上讲,PA612/GF30的吸水率应大于PA1012/GF30,而PA1012/GF30的吸水率应大于PA12/GF30。这主要是由于吸水性是随着聚酰胺分子主链段的亚甲基数量的增加而下降,也即酰胺基的含量降低。但从图3可以看出,PA612/GF30的吸水率为0.14%,PA1012/GF30的吸水率为0.17%,PA12/GF30的吸水率为0.15%,三种GF增强的长链聚酰胺的吸水率都比较低,相差不是很大。另外,可能是由于这三种材料均为GF增强的材料,在生产过程中,GF含量存在一定的波动范围,导致长链聚酰胺基体含量有轻微的变化,因此使GF增强材料的吸水率也有轻微的变化。
2.3 GF增强不同长链聚酰胺热变形温度对比
在工程塑料实际应用中,特别是针对汽车发动机零部件周边材料来说,特别需要关注材料的热变形温度。图4为GF增强不同长链聚酰胺的热变形温度。从图4可以看出,PA612/GF30材料的热变形温度最高为185℃,其次是PA1012/GF30材料,为175℃,最差的是PA12/GF30材料,为160℃。这可能是由于PA612的酰胺基含量最高,结晶度最大,从而导致其热变形温度最高。而更高的热变形温度意味着能将材料应用在温度要求更高的汽车零部件中。
2.4 GF增强不同长链聚酰胺DSC分析
图5为GF增强不同长链聚酰胺的DSC曲线。从图5可以得出,PA612/GF30材料的熔点最高为221℃,其次是PA1012/GF30材料为190.6℃,最差的是PA12/GF30材料为181.3℃。这可能是由于PA612酰胺基含量最高,其熔点也最高。这也验证了上述的热变形温度的排序。

图5 GF增强不同长链聚酰胺的DSC曲线
2.5 GF增强不同长链聚酰胺实际注塑产品对比
在使用GF增强不同长链聚酰胺进行注塑产品试制时主要考虑收缩率和注塑产品质量两个因素。其中,最主要考虑的因素为收缩率(也即产品的尺寸)。以某汽车蒸发系统快接头注塑产品为例,在注塑机上进行3种GF增强长链聚酰胺材料的成型质量对比,注塑工艺见表1。表2为GF增强不同长链聚酰胺注塑产品成型质量实际对比情况。从表2可以看出,PA612/GF30与PA1012/GF30尺寸满足客户要求,但是PA1012/GF30的外观比PA612/GF30要好。这可能是由于PA612/GF30材料的熔点比PA1012/GF30的熔点高,在相同注塑条件下,PA1012/GF30材料的流动性更好。另外,由PA1012/GF30制作的产品比由PA12/GF30制作的产品重0.1 g,而由PA612/GF30制作的产品比由PA12/GF30制作的产品重0.5 g。综合材料的性能以及实际注塑制样情况来看,PA1012/GF30是替代PA12/GF30的最经济材料。
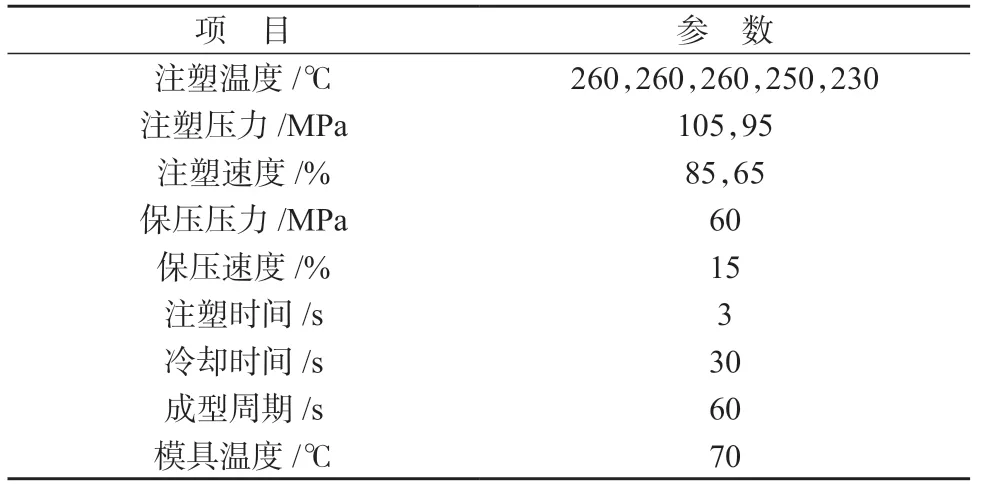
表1 注塑工艺
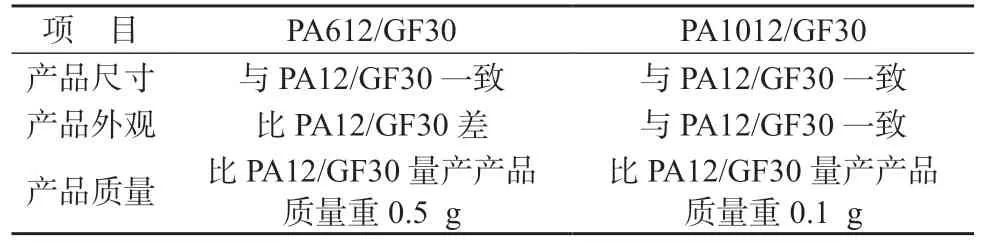
表2 GF增强不同长链聚酰胺注塑产品成型质量对比
3 结论
(1) PA612/GF30材料的拉伸强度、弯曲强度以及弯曲弹性模量最优,其次是PA1012/GF30材料,最差的是PA12/GF30材料。但是无论是常温还是低温状态下的缺口冲击强度,PA1012/GF30材料最优,PA12/GF30材料其次,PA612/GF30材料最差。材料密度、热变形温度以及熔点由高到低的顺序为:PA612/GF30,PA1012/GF30,PA12/GF30。另外,三种材料的吸水率都比较低,相差不大。
(2)从实际成品来看,三种GF增强长链聚酰胺的收缩率一致,但是由PA1012/GF30材料注塑的产品外观比PA612/GF30好。另外,由PA1012/GF30材料制作的产品质量最接近由PA12/GF30材料制作的量产产品。
(3)综合材料的性能以及注塑制样情况看,PA1012/GF30材料是最经济的替代PA12/GF30的材料。
猜你喜欢
广州化工(2022年19期)2022-11-09
佛山陶瓷(2022年9期)2022-10-09
材料科学与工程学报(2022年1期)2022-02-28
纺织学报(2021年4期)2021-12-06
昆明医科大学学报(2021年4期)2021-07-23
建材发展导向(2021年8期)2021-06-07
纺织导报(2021年4期)2021-05-06
铁路通信信号工程技术(2021年3期)2021-04-03
建材发展导向(2021年24期)2021-02-12
肿瘤防治研究(2020年8期)2020-09-11