
气力输送滤棒接收料斗稳定装置的应用分析
2022-05-19 09:46李进举鄢红章胡祥胜陈超魏丰阁李诚刘健宜
中国设备工程 2022年9期
李进举,鄢红章,胡祥胜,陈超,魏丰阁,李诚,刘健宜
(湖北中烟工业有限责任公司襄阳卷烟厂卷包车间,湖北 襄阳 441000)
滤棒由成型车间加工后,经发射机发射,通过管道借助高压空气输送至滤棒接收机,由接收机加速转向后高速输送到卷接机组滤棒接收料斗。我厂PROTOS70机组使用的是由“昆船”生产的YF24B.41A型双管接收机,该接收机具有体积小、结构紧凑、机电一体化、耗能低等特点,在设备正常运行情况下,能够保证滤棒有序、完好的送入卷接机组滤棒接收料斗,但进入料斗后滤棒堆码过程中存在一定问题,堆码中随着料位的变化滤棒易歪斜、乱码。我们查阅了有关文献,尚未发现解决上述问题的论述,为此,我们在不改变原料斗功能的前提下,加装了滤棒稳定装置,很好解决了问题。
1 滤棒接收料斗结构分析
滤棒料斗的作用是接收、贮存滤棒,并使之均匀地下落,完成滤棒接收的工序任务,由滤棒切割鼓轮在负压吸风作用下,从滤棒料斗中均匀地取出滤棒,经对正后分切成3段或2段双倍长度的滤嘴段并向下游鼓轮传送,完成滤嘴卷烟制作的滤嘴段供给下一个工艺流程。
如图1所示,滤棒由发射机发射,通过管道到达YF24B.41型双管接收机,经加速转向后,由上位和下位各3排平皮带将管内的滤棒高速输入滤棒接收料斗,料斗入口处安装短褡裢用来保持滤棒平稳进入,滤棒进入料斗后,依靠自身重量,借助导板(10)的摆动、滑板(12)的振动,滤棒下落并均匀地进入滤棒切割鼓轮(9)的轮槽。YF24B.41A型双管接收机每管接受能力为1700支/min,双管可接收3400支/min。PROTOS70机组生产能力为7000/min,每分钟需用滤棒,三分切7000/6≈1167支、二分切7000/4=1750支。由此可见,无论卷接机组采用将滤棒分切成3段或2段双倍长滤嘴,机组每分钟滤棒的需用量都小于接收机的供给量。这样,料位在堆码过程中逐步上升,当到达设定位置时,光电开关导通,发出停止发射滤棒信号,延迟大约3s后发射机停止发射,接收机无滤棒输入。料位降低到设定位置时,光电开关再次发出发射信号,接收机又高速向料斗输入滤棒,只要卷接机组正常工作,此循环将重复进行。
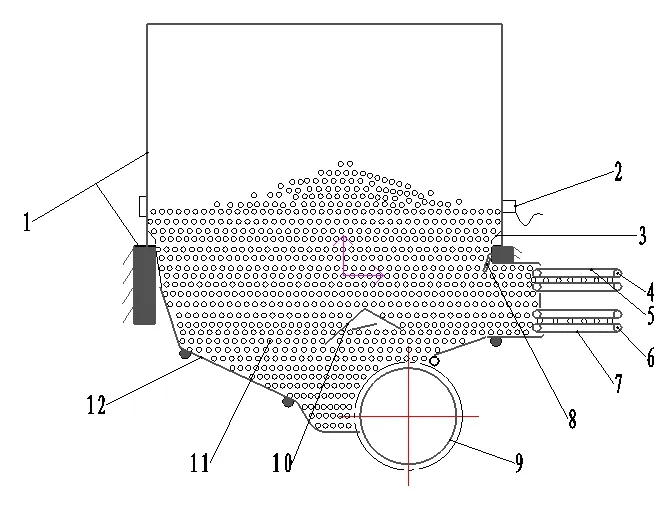
图1 滤棒接收料斗结构示意图
滤棒堆码过程中,由于:(1)滤棒自身重量较轻,100mm长醋纤滤棒重量标准为12.3±0.1g/20支,单支重量0.62g左右(参考值);(2)滤棒接收机输送带将滤棒高速送入接收料斗,输入量与进入切割鼓的落料量存在偏差,料位不断的堆积上升与下降;(3)落料过程中,需通过导板摆动及滑板震动来保证滤棒有序的进入切割鼓。上述原因使上层料位滤棒在堆码过程中,易歪斜、乱棒,喂料过程中导致滤棒挤压变形,进而引发滤棒堵塞、停机故障。
2 改进方法
为了避免上述故障的发生,经研究分析,结合料斗部位结构,我们在原接收料斗上设计加装了1套滤棒稳定装置。由图2可见(图中b图为自锁装置放大透视图),稳定装置由自锁装置(5)和长柔性编织褡裢(6)组成。自锁装置由固定支座1、锁紧螺母2、自锁轴3、滚花手柄4组成。其中,自锁轴机构安装在支座内与固定支座成为一整体,分左右2部分,图示为右侧部分,左侧部分与之对称。
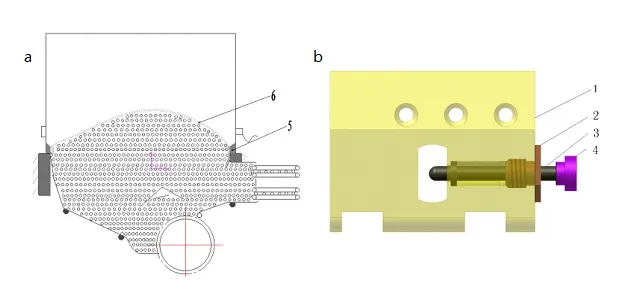
图2 滤棒接收料斗稳定装置结构改进后示意图
2.1 固定支座
固定支座(长70mm×宽20mm×高55mm)的作用是固定稳定装置,支撑长柔性编织褡裢。由图3可见,由3个M4的螺钉通过沉孔(1)将支座固定在滤棒接收料斗上,阶梯孔(2)用于固定自锁轴机构,见图2,中间加工有一腰圆长孔(3),稳定装置的快插舌块(见图5)通过此孔插入。图3所示为右侧固定支座,左侧支座与右侧形状相似,只是阶梯孔(2)加工方向相反。
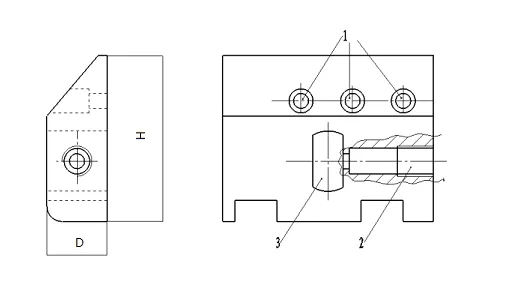
图3 固定支座示意图
2.2 自锁轴机构
如图4所示,自锁轴机构由自锁轴(2)、压缩弹簧(1)、锁紧螺母(3)、滚花手柄(4)组成。锁紧螺母用于安装和定位自锁轴机构,通过螺纹固定在支座上,见图2。压缩弹簧与锁紧螺母配合以使自锁轴保持一定的弹力,压缩弹簧的作用如下:①与锁紧螺母配合以使自锁轴保持一定的弹力,将稳定装置的快插舌块及柔性褡裢定位,见图5;②若需从稳定装置上拔出快插舌块,可用手拉动滚花手柄使压簧压缩,锁紧轴退回一定距离后,轴的前端脱离快插舌块的定位槽,见图5,即可很方便的将快插舌块及褡裢拔出。根据压簧安装部位的有关尺寸及使用要求,经试验,我们选用的圆柱螺旋压缩弹簧型号为 YA0.5×7×28 GB/T2089-94。

图4 自锁轴机构示意图
自锁轴为一阶梯轴,凸台部分用来定位压簧,直径与安装孔内径相匹配,套入锁紧螺母的直径与螺母的内孔直径相匹配,见图2,保证自锁轴伸缩自由,轴与滚花手柄通过螺纹联接。轴用45#优质碳素结构钢加工后,经表面淬火热处理,使其表面有一定的硬度及耐磨性。
2.3 柔性编织褡裢、快插舌块
滤棒接收料斗的供料有2种选择方式,当气力输送系统正常工作时,滤棒由接收机提供,出现故障后,滤棒需人工加装,鉴于此,我们设计了快插舌块(2),将长柔性编织褡裢(1)与快插舌块用M4的螺钉联接在一起,并在快插舌块上加工了定位槽(3),见图5。经测试,长900mm×宽80mm的柔性编织褡裢能满足使用要求。
气力输送系统正常工作时,快插舌块插入稳定装置固定支座的腰圆长孔内,自锁轴的前端伸入舌块的定位槽内,将舌块连同柔性编织褡裢一起定位,见图5和图2。当出现故障需人工将料盒内滤棒扣装上时,如2.2所述,可很方便的将舌块连同柔性褡裢一起从稳定装置中取出。
3 应用效果
滤棒接收料斗加装稳定装置后,滤棒堆码过程中,柔性长编织褡裢能够自如的随滤棒料位高低上下起伏,从而避免了因上层料位滤棒歪斜、抖落而引起的挤压变形,保证了产品质量,优化了滤棒接受料斗的结构,滤棒堵塞造成的停机由改进前的5~8次∕班减少为0次∕班,提高了设备有效作业率。
柔性编织稳定褡裢与稳定装置的联接采用快插式结构,当滤棒自动供料出现故障需人工加料时,操作工可以在不使用任何工具的情况下,方便地将柔性编织褡裢从稳定装置的支座上取下,从而不影响加料工作。
猜你喜欢
军民两用技术与产品(2022年7期)2022-08-06
导航定位学报(2022年1期)2022-02-17
辽宁工业大学学报(自然科学版)(2022年1期)2022-01-15
铁道建筑(2021年10期)2021-11-08
思维与智慧·上半月(2020年4期)2020-04-13
发明与创新·小学生(2019年8期)2019-08-27
建材发展导向(2019年10期)2019-08-24
电子制作(2019年24期)2019-02-23
电子制作(2018年19期)2018-11-14
汽车文摘(2015年6期)2016-01-13
