
IBC混合机对食品粉体混合的均匀性研究
2022-05-16 03:09卜永士葛秀清
现代食品 2022年7期
◎ 卜永士,葛秀清
(1.美乐家(中国)日用品有限公司,上海 200072;2.美乐家(南通)健康科技有限公司,江苏 南通 226000)
粉体混合是指在一定的外力作用下,使两种或两种以上的粉体按照不同比例互相掺合,使之在空间上分布均匀的过程(见图1)。以两种物理特性完全一致且等比例的圆形粉体颗粒为例,混合机制大致如图1所示,图1(a)所示为混合前的状态,图1(d)所示为理论上完全混合均匀的状态,在实际运行中是不可能发生的,图1(c)所示为实际运行中期望的状态,即随机混合状态,这种实际混合运行中所能达到的完全混合状态是属于统计学上的一种平衡状态,然而由于各种硬件(设备等)和软件(物料特性、环境、制造工艺等)方面的原因,实际运行中得到的真实混合状态是如图1(b)和图1(c)所示或者以两者之间某一状态而存在。
图1的混合只是两种原料等量的混合,然而在实际生产过程中比较复杂,添加多种微量元素的配方,相对于固体载体,活性物质的量更少,这就需要一种比较科学的方法来评价粉体的混合均匀度。

图1 两项粉体混合状态图
IBC混合机是以对流混合为主的设备,在混合时,粉体颗粒会进行上下左右的移动。因具有无死角、便于清洁、符合生产质量管理规范(Good Manufacturing Practices,GMP)、批量灵活及效率高等优点,受到粉体行业越来越多的关注。影响粉体混合均匀度的因素非常多,主要有混合机性能、混合时间、混合转速、装载系数和物料特性等,因此在新产品的开发和优化中,对混合均匀度进行研究,了解混合效果,以确定最佳的混合工艺是很有必要的。
1 材料与方法
1.1 材料
1.1.1 混合机
IBC混合机利用IBC的回转轴心线与IBC的对称轴线成一定夹角,混合时,粉体在周转桶中做复杂的三维运动。回转一周内,完成收缩、扩散、对流等运动,从而达到混合工艺要求[1]。一台IBC混合机能配置多种不同容积的混合料斗,可满足不同批量、不同品种的混合要求,以此实现多配方的生产方案和变化多样的加工步骤[2]。本试验所使用的IBC混合机购于南通贝特医药机械有限公司,IBC内表面光滑,无桨叶,转角处经圆角处理。设备清单如下:HBD50料斗混合机,配备10 L和50 L IBC;HTD1000柱式料斗混合机,配备100 L和500 L IBC;HLD2000全自动提升夹紧混合机,配备2 000 L IBC。技术参数:装载系数30%~80%,工作转速3~15 r·min-1。本试验在固定转速12 r·min-1条件下开展。
1.1.2 试验粉体配方及示踪剂
混合粉体组成包含抗性糊精、膳食纤维粉、结晶果糖、果蔬提取物、食用香精、二氧化硅(添加量为0.2%w/w)和维生素E(微粉或微囊粉,添加量为0.05%w/w)等。所有批次均在车间商业化生产线制备,所有原料经20 目(840 μm)筛网筛分后进入IBC。根据示踪剂性质稳定、适应性广,检测方法操作简单和准确度高的原则选择合适的示踪剂。考虑到微量元素在配方中量非常少,因此在本试验采用维生素E作为混合均匀度研究的示踪剂。
1.1.3 采样设备
单点粉末取样器(见图2),采样量约100 mL,其是常见的取样装置,取样原理是将取样器插入粉床中,达到需要的取样深度后,打开样品仓,让粉体进入样品仓,随后关闭样品仓将粉体封闭在取样器中,取出取样器,转移样品进行分析。

图2 取样器图
1.2 分析方法
根据《食品安全国家标准 食品中维生素A、D、E的测定》(GB 5009.82—2016)中“第一法 食品中维生素A和维生素E的测定 反相高效液相色谱法”测定样品中维生素E含量。
1.3 试验方法
1.3.1 取样点选择
试验中充分考虑IBC中各方位和深度,选取10个均匀分布且有代表性的采样点,包含混合机上层的4个死角及中间点,方体与锥体面连接部易残留堆积区域附近4个点和1个出料口附近点(见图3)。
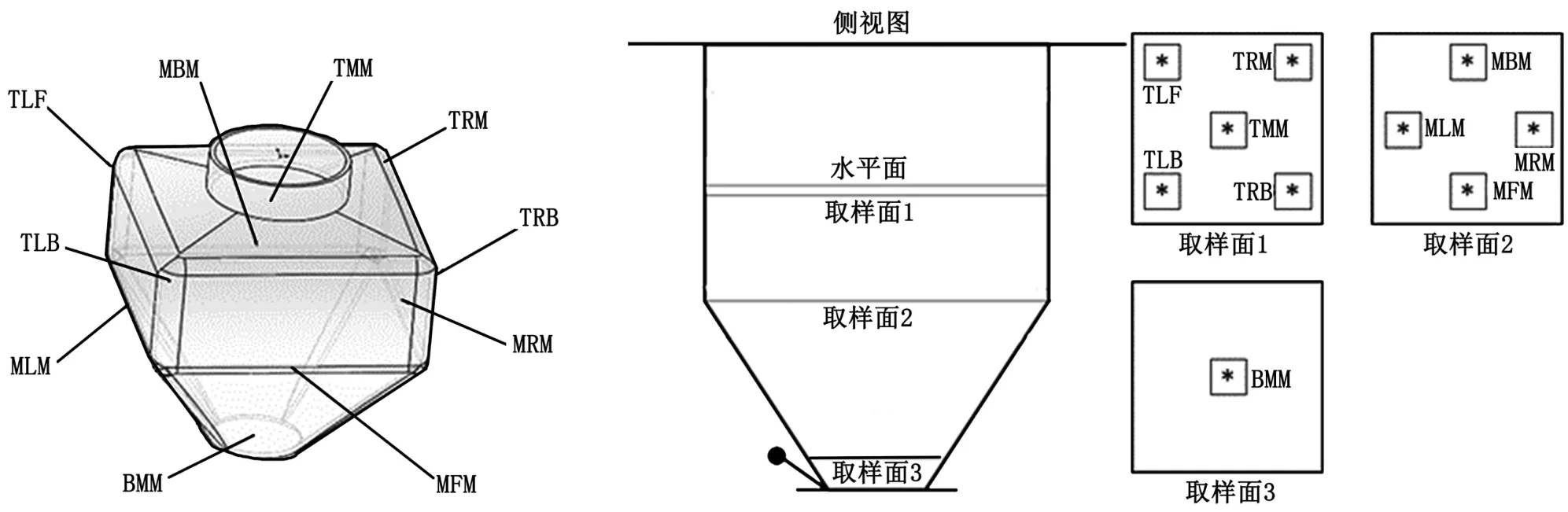
图3 取样点分布图
1.3.2 采样方式
按照工艺混合参数混合结束后,使用单点粉末取样器在相同的时间间隔和采样点上收集相同重量(50 g±5 g)的样品,样品称量后装入5号(10 cm×15 cm)聚乙烯(Polyethylene,PE)袋中,且每个取样点取3份样品(1测2留)。
1.3.3 物料及示踪剂添加方法
所有物料经过20目(840 μm)筛网筛分后,通过真空上料机及物料自动输送管道转移至指定IBC中,按照表1中的分级预混和终混工艺流程完成样品制备。在仅含有一级预混的试验批次中,一级预混中物料包含维生素E和添加量在3%以下物料,同时将抗性糊精作为填充剂保持所有批次的预混填充系数与终混填充系数保持一致。先加入一部分抗性糊精,然后加入3.0%以下物料,最后加入剩余的抗性糊精。在同时含有一级和二级预混的试验批次中,一级混合则主要包含添加量在1%以下的物料和抗性糊精,同样小剂量物料在中间加入,二级预混中则包含一级预混物料,添加量在3.0%以下的物料和抗性糊精,同样抗性糊精在前后加入,其余物料在中间加入。所有预混批次在12 r·min-1下逆时针旋转30 min。在终混的IBC中,先加入抗性糊精、结晶果糖和预混物料,随后依次加入剩余的食用香精、果蔬提取物和膳食纤维粉,同样在 12 r·min-1下完成试验。

表1 本试验所使用的不同工艺表
1.3.4 混合均匀度变异系数计算
示踪剂含量的平均值按下式计算:

示踪剂含量的标准差(S)按下式计算:

混合均匀度的变异系数(CV)值按下式计算:

2 结果与分析
2.1 不同尺寸的IBC对混合均匀度的影响
使用同一配方,相同批次原料,保持相同填充系数50%和IBC转动的速度(12 r·min-1),在不同尺寸的IBC(50 L、500 L、2 000 L)中测定不同时间点的维生素E含量,计算变异系数值,从而对比出混合均匀度的不同。图4所示不同规格混合机变异系数随混合时间的变化,所实施的工艺为表1中1、2和6。50 L容量IBC在混合30 min后可达到最佳变异系数5.91%,500 L容量IBC则在混合35 min后变异系数达到最佳值4.65%,而在2 000 L容积的IBC中的试验在混合至40 min达到最佳变异系数值4.09%。

图4 不同规格的IBC对混合均匀度的 影响图
2.2 不同装载系数对混合均匀度的影响
利用500 L的IBC混料罐,使用同一配方A,相同批次原料,保持相同IBC转动的速度(12 r·min-1),在不同时间点测定IBC中不同取样点的维生素E含量,计算变异系数值从而对比出混合均匀度的不同。图5所示为使用500 L IBC在不同装载系数下混合均匀度的变化趋势,所实施的工艺为表1中2、3和4。整体而言,随着混合的进行,不同装载系数批次之间的均匀度变化趋势是一致的,从混合25 min到35 min,50%-维生素E微囊粉批次均匀度变异系数减小了24%,60%和70%装载系数批次仅分别减小了12%和14%。同时,在70%装载系数下混合均匀度的变异系数明显高于50%与60%装载系数下的混合均匀度变异系数。
2.3 不同粒度示踪剂对混合均匀度的影响
利用500 L的IBC混料罐,使用同一配方A,相同批次原料,示踪剂维生素E的尺寸大小改变,保持相同IBC转动的速度(12 r·min-1),在不同时间点测定IBC中不同取样点的维生素E含量,计算变异系数值从而对比出混合均匀度的不同。由表2和图5知,当固定IBC容积(500 L)和填充系数(50%)时,使用与混合物中物料粒度分布有较大差异的大颗粒维生素E时,混合均匀度的变异系数明显高于使用与混合物中物料粒径分布相似的微粉状维生素E,即对混合均匀产生不良影响。

表2 维生素E和配方A物料特性测定结果表

图5 不同装载系数对混合均匀度的影响图
2.4 不同物料特性配方对混合均匀度的影响
利用2 000 L的IBC混料罐,使用不同配方A和B,相同批次原料,示踪剂维生素E的尺寸大小不变,保持相同IBC转动的速度(12 r·min-1),在不同时间点测定IBC中不同取样点的维生素E含量,计算变异系数值从而对比出混合均匀度的不同。表3对比在本试验产品中使用不同粒度的抗性糊精和结晶果糖后产品物料特性的测试结果。图6对比在2 000 L的50%装载系数下使用上述配方A和配方B的混合均匀度变化趋势。结果发现,配方B对比配方A,使用了更大粒径的抗性糊精和结晶果糖,从变化趋势可以看出,具有不同物料特性的粉体,最佳混合时间和最优混合均匀度都不同。

图6 不同物料特性对混合均匀度的影响图

表3 配方A和配方B物料特性测试结果表
2.5 混合工艺的优化对混合均匀度的影响
利用500 L的IBC混料罐,使用同一配方A,相同批次原料,示踪剂维生素E的尺寸大小改变,保持相同IBC转动的转动次数(12 r·min-1),在不同时间点测定IBC中不同取样点的维生素E含量,计算变异系数值从而对比出混合均匀度的不同。图7中对比在500 L、70%装载系数的批量下4种不同混合工艺的混合均匀度变化趋势,所实施的工艺为表1中4和5。

图7 不同混合工艺对混合均匀度的影响图
试验1为原始工艺,即维生素E和添加量在3%以下的物料及部分抗性糊精经过一级预混后,与剩余物料完成终混。试验2为在原始工艺基础上,在进行一级预混之前,根据等量递增预混原则,将小量的组分维生素E与等量的量大的组分抗性糊精在PE袋中手动混合,等量递增5次后按照原始工艺完成后续工序。试验3为在原始工艺基础上,增加10 L IBC预混工艺,其中包含维生素E和添加量在1%以下的果蔬提取物、食用香精及抗性糊精。在12 r·min-1混合30 min后按照原始工艺完成后续工序。试验4为在试验3的基础上,在10 L IBC预混工序中,添加适量的二氧化硅改善流动性,其余工序保持与试验3一致[3]。
从变化趋势可以看出,手动预混工艺对混合均匀度没有明显改善,而且操作烦琐,不利于工业化生产。增加10 L预混,即在500 L终混之前进行10 L一级预混和100 L二级预混可明显改善混合均匀度,混合效果提高了约30%。二氧化硅作为助流剂对混合均匀度改善效果突出。
3 讨论
由试验结果可以看出,在图4中,随着混合时间的延长,不同规格的IBC混合设备混合均匀度变异系数总体变化趋势一致,即由大变小后,又逐渐增大。这说明粉体在IBC中混合初期,随着混合的进行,粉体在IBC中由分布不均变为趋于均匀,从而变异系数也随之减小,但此时继续延长混合时间,粉体将发生过混合现象,即产生偏析和再度分离现象,使得变异系数又有增大趋势。同时从试验结果也可以发现,随着混合容积的增大,达到最佳混合均匀度的所需混合时间也在延长,但是最佳变异系数在减小。这说明IBC尺寸过大可能会增加混合均匀的难度,因为在同等装载系数下,粉体的变化空间变大了,根据粉体对流混合原理,粉体从左到右、从上到下的流动空间变大,需要更长的混合时间来应对位移距离的增加,从而影响混合难易程度。IBC尺寸过小可能会降低设备的混合能力并影响混合效率,因为在同等条件下,IBC的体积减小,意味着IBC内的粉体装载量减小,粉体颗粒之间的重力压力减小,即粉体压力小,此时,依靠重力进行粉体对流、剪切、扩散混合的设备混合效果将受到影响。可见,在工业化生产中,选择合适容积的IBC和混合时间,对改善产品质量、优化生产效率和节约能耗具有重要的意义。
如图5所示,在进行不同装载系数的试验中,随着装载系数的增加,粉体的混合均匀度变异系数有增加趋势,即混合变得更复杂更困难。这说明装载系数也会影响混合均匀度,提高装载系数时,虽然产量得到了提高,但此时IBC内粉层增厚,混合时粉体颗粒运动状态发生了变化,同时IBC内空余空间减少,影响了粉体颗粒运动的自由度,给混合效果带来了不良影响。HALIDAN[4]等通过采用DEM离散单元法研究转速与装载系数对螺条式混合机混合效果的影响,研究表明调整转速可优化混合效果,装载系数和转速的合理匹配、协同作用可获得适宜的粉体颗粒运动轨迹,提高混合均匀度。本试验中的混合设备和产品是否可以借鉴该理论来研究装载系数与转速的关系,有待进一步讨论。
干燥失重可以评估粉体颗粒的水分,尤其是颗粒表面的水分,水分过高,颗粒间黏着力会增强,从而影响流动性,进而在混合时团聚,影响混合效果[5-6]。水分过低,粉体混合时摩擦会因静电作用发生团聚,也会影响混合效果。因此,在生产过程中需要严格控制生产环境温湿度,且采用水分含量适宜的原材料将有助于粉体颗粒混合。为此选择了商业化生产线近两年的24个产品,1 906个批次,生产环境温度控制在18~26 ℃,湿度控制在20%~45%,水分范围分布在0.96%~5.73%,平均水分为3.41%。均获得了满意的混合均匀度。
休止角指在重力场中,粉料堆积体的自由表面处于平衡的极限状态时自由表面与水平面之间的角度,其与密度、颗粒的大小和形状及颗粒间作用力相关。普遍认为,密度越小的颗粒,则会因为重力小而流动性差,从而导致休止角偏大。黏性的粉体或因颗粒间黏着性的增加而表现出较差的流动性和较大的休止角。粒径较小的颗粒往往具有更大的比表面积,颗粒间接触面也随之增加,这将导致颗粒间作用力,如范德华力、静电力、空气阻滞力和毛细管作用力等将取代颗粒自身重力成为颗粒运动的主导作用力[7]。形状差异大的颗粒往往容易咬合嵌入不规则的空隙中,从而使得粉体流动性变差,休止角因此增大[8]。
松装密度是指粉末试样自然地充填规定的容器时,单位容积内粉末的质量(g·cm-3)。影响粉末松装密度的因素很多,如粉末颗粒形状、尺寸、表面粗糙度及粒度分布等。一般来说,粉末松装密度随颗粒尺寸的减小、颗粒非球状系数的增大以及表面粗糙度的增加而减小。粉末粒度分布对其松装密度的影响不是单值的,常由颗粒填充空隙和架桥两种作用来决定。若以后者为主,则使粉末松装密度降低;若以前者为主,则使粉末松装密度提高。BARBOSA-CÁNOVAS等[9]认为具有不同密度的颗粒在混合时会发生不同的位移,从而影响混合效果。
压缩度是指同一个试样的振实密度与松装密度之差与振实密度之比。压缩度也称为压缩率。压缩度越小,粉体的流动性越好。
由上述可知混合均匀度受粉体物理特性多方面的共同影响,同时多位学者指出,粉体颗粒的粒径分布是造成该影响的最显著原因,这可能是因为粒径指标差异的倍数远远大于颗粒个体在其他指标上的差异[10-12]。正如表3和图6所示,在本试验产品中,抗性糊精和结晶果糖总配比高达70%,在配方B中使用更大粒径的抗性糊精和结晶果糖之后,结合表3可见,该产品中使用更大粒径的粉体可能导致了颗粒间相互咬合和架桥现象,从而松装密度减小,压缩度增加,休止角增大,粉体流动性变差,此时需要达到最佳混合均匀度需要更长的混合时间,甚至最佳混合均匀度变异系数也会增大。
基于以上评价,如何选择合适的示踪剂来评价整体混合均匀度至关重要。笔者曾因二氧化硅在众多产品中使用普遍,且与其他物料的特性存在较大差异等特点而选择其作为示踪剂,但在实际运行中发现,因其具有良好的分散性,吸附性和流动性,从混合初期开始就一直保持较低的混合均匀度变异系数,而此时产品在感官上还存在明显不均匀。在笔者经历的成功案例中,经常使用的示踪剂除了维生素E,还有维生素A、维生素C、叶酸和硫酸锌。如何确定合适的示踪剂,主要是考虑添加量少,与其他物料物理特性差异大,即选择混合时混合均匀难度较高的物料作为示踪剂。对于配方中没有合适物料作为示踪剂的,首选额外添加合适粒径的维生素E作为示踪剂。此外,还需考虑加入的示踪剂对产品无不良影响,如维生素C可能因其具有酸味和维生素A可能因其具有腥味等特征而影响最终产品在其他方面的评估。
在图7中列举的工艺技术改进对混合均匀度有改善效果,当混合原理(即设备)固定,多步预混可有效提高混合均匀度,对于微量添加的原料,使用设备按照固定程序与合适载体进行预混合,然后再按照一定顺序与其他物料进行混合,可以有效提高混合均匀度。同时改善物料的流动性对混合均匀度的改善也有非常重要的意义,在不影响产品品质及安全的情况下,必要时可以适当选择助流剂(如二氧化硅、磷酸三钙等),可有效降低颗粒间的作用力,提高混合均匀度[3]。因此在工艺开发中,选择适宜的预混载体,合适的混合机和适宜的生产工艺具有非常重要的意义。
4 结论
粉体颗粒的混合是涉及到物理、工程、流体力学等多个学科的复杂过程。粉体颗粒的物性指标上的差异是混合均匀度的重要影响因素,尤其以粒度分布最为显著,因此在研发阶段需要采取针对性的措施改善粉体颗粒物理特性,为混合工艺的开发奠定技术基础。
当粉体成分物理特性固定后,混合工艺成为促使产品均匀的最关键工序,混合时间过少,混合不充分,反之混合时间过长,会导致粉体产生偏析和再分离现象。装载系数过低,影响设备利用效率及产能,装载系数过高,尤其是接近设备最大理论产能时,产品有混合不均匀的风险。同时增加或者减小容器的规格,也会导致混合时间的增加或减小,甚至混合均匀性的变化。增加配制预混料工艺,进行多步混合,可有效提高产品的混合均匀度。因此,放大生产过程中需要研究放大后的均匀性,需要在放大的批量下进行摸索。
此外,还可以从投料顺序及混合速度进一步探讨混合均匀度的影响因素。另外还有一点容易被忽视的操作因素的制约,如样品运输过程的偏析和再分离,检测过程的称样量,还有取样量及取样方式等,因此,设计完善的均匀度评价方案,对产品的开发和混合工艺的研究至关重要。
猜你喜欢
安徽农业大学学报(2022年2期)2022-11-09
保鲜与加工(2022年8期)2022-09-01
黑龙江八一农垦大学学报(2021年6期)2021-11-26
重庆科技学院学报(自然科学版)(2021年5期)2021-11-10
特种油气藏(2021年4期)2021-10-26
农产品加工(2021年15期)2021-09-08
粉末冶金技术(2021年1期)2021-03-29
粉末冶金技术(2021年1期)2021-03-29
西安石油大学学报(自然科学版)(2021年1期)2021-01-27
名城绘(2020年3期)2020-04-07
