高密度塑封基板倒装焊回流行为研究
2022-05-14 10:14:18周秀峰徐中国张振越
电子产品可靠性与环境试验 2022年2期
周秀峰,徐中国,张振越
(中国电子科技集团公司第五十八研究所,江苏 无锡 214035)
0 引言
随着各类电子智能产品朝着小型化、多功能化、高集成度化和高可靠性的方向发展,PBGA类产品的封装在消费类电子、汽车电子等领域中得到了广泛的运用[1-2]。塑封球栅阵列(PBGA)的封装按照芯片和基板的互联方式可分为引线键合类(WB)和倒装类(FC)两种形式,其中,以铜柱锡帽结构作为典型焊接的FC-PBGA的类高密度基板封装由于其更高的集成度通常被应用于更高端的产品中,成为了CPU、GPU、高端服务器和网络路由器/转换器ASIC等领域不可或缺的核心材料[3-4]。产品的性能基于其结构、材料组成和加工工艺,随着市场对FC-PBGA类高密度基板封装的要求越来越高,FC-PBGA类高密度基板封装的结构变得更为复杂、选用材料种类更多、基板层数也日益增多,在封装过程中受到环境温度、湿度等因素的干扰,容易导致其内部应力、翘曲的问题被逐步地放大,最终影响产品的可靠性,因此FC-PBGA类高密度基板封装的可靠性一直是关注的热点[5-6]。
在FC-PBGA类高密度基板封装的众多失效模式中,由于基板内部的各类材料和芯片的热膨胀系数(CTE)的差异较大,在封装过程中温度的变化导致的应力和翘曲是其主要的失效模式。本文基于有限元数值分析方法,建立对角单排的基板模型与凸点模型,研究了FC-PBGA类高密度基板封装过程中,温度影响最大的倒装回流工艺下,不同的基板材料和芯片厚度对应力和翘曲的影响,以期为FC-PBGA产品的设计、生产加工提供一定的指导。
1 基板的倒装焊回流仿真原理及工艺参数
1.1 仿真原理简介
采用有限元仿真方法对塑封基板倒装焊回流工艺进行仿真分析,可以方便地获得不同的基板材料、芯片厚度等参数对基板应力和翘曲的影响情况,便于对不同参数带来的影响进行比较。本文采用ANSYS有限元分析软件对4 000 pin塑封基板在倒装焊回流过程中的应力及翘曲行为进行了仿真分析,重点比较不同的基板材料和芯片厚度对基板应力、翘曲和芯片应力、铜柱应力的影响。
由于基板、芯片和铜柱等材料的CTE的不同,随着倒装焊回流过程中温度的升高与下降,会在材料之间产生较大的热应力,该热应力的外在表现形式为翘曲。该热应力的存在会对塑封基板的可靠性带来严重的隐患,严重的甚至会导致布线层断裂、芯片碎裂和分层等现象,最终导致产品失效。因此,有必要对塑封基板在倒装回流焊过程中的热应力进行分析。
该仿真方法对实际的塑封基板材料的选择和工艺控制具有一定的指导意义。
1.2 仿真模型及参数
仿真对象是一款4 000 pin的塑封基板,由于基板包含的铜柱数量过大,计算机无法支持采用1/4模型的仿真分析,故采用对角单排模型进行仿真求解。仿真简化模型的示意图如图1所示。

图1 仿真模型的简化示意图
为了建立详细的仿真基板模型与凸点模型,具体模型的建立如图2所示,仿真所用到的材料参数如表1所示,其中CTE1、CTE2分别为Tg前与Tg后的CTE,E1、E2分别为Tg前与Tg后的杨氏模量,基板布线层按85%铜体积占比进行等效计算。分别对两种基板材料进行倒装焊仿真分析,Substrate1材料体系为AUS703/GZ41/MCL-E-705G,Substrate2材料体系为SR7300/GL102/MCL-E-705G,对比这两种基板在常温下的翘曲值与应力值。

表1 仿真模型材料参数表

图2 仿真模型建立
2 不同基板材料的仿真回流焊分析
对塑封基板在倒装回流焊过程进行有限元仿真,仿真结果云图如图3所示,图3a为倒装焊接后降温至常温状态的翘曲云图;图3b为倒装焊接后降温至常温状态的应力云图。从图3a中可以看到,基板倒装焊接后,发生了一定的翘曲现象,其中翘曲状态分为两段,一段是由于基板、铜柱和芯片之间的CTE不匹配产生的哭脸状翘曲;另一段是只有基板的部分,该部分为直线。从图3b中可以看到,倒装焊接后,应力的最大位置处于基板、铜柱和芯片之间,其中铜柱应力的最大处在角端;芯片应力的最大处在芯片中心位置;基板应力的最大处在基板中心位置靠近铜柱处。
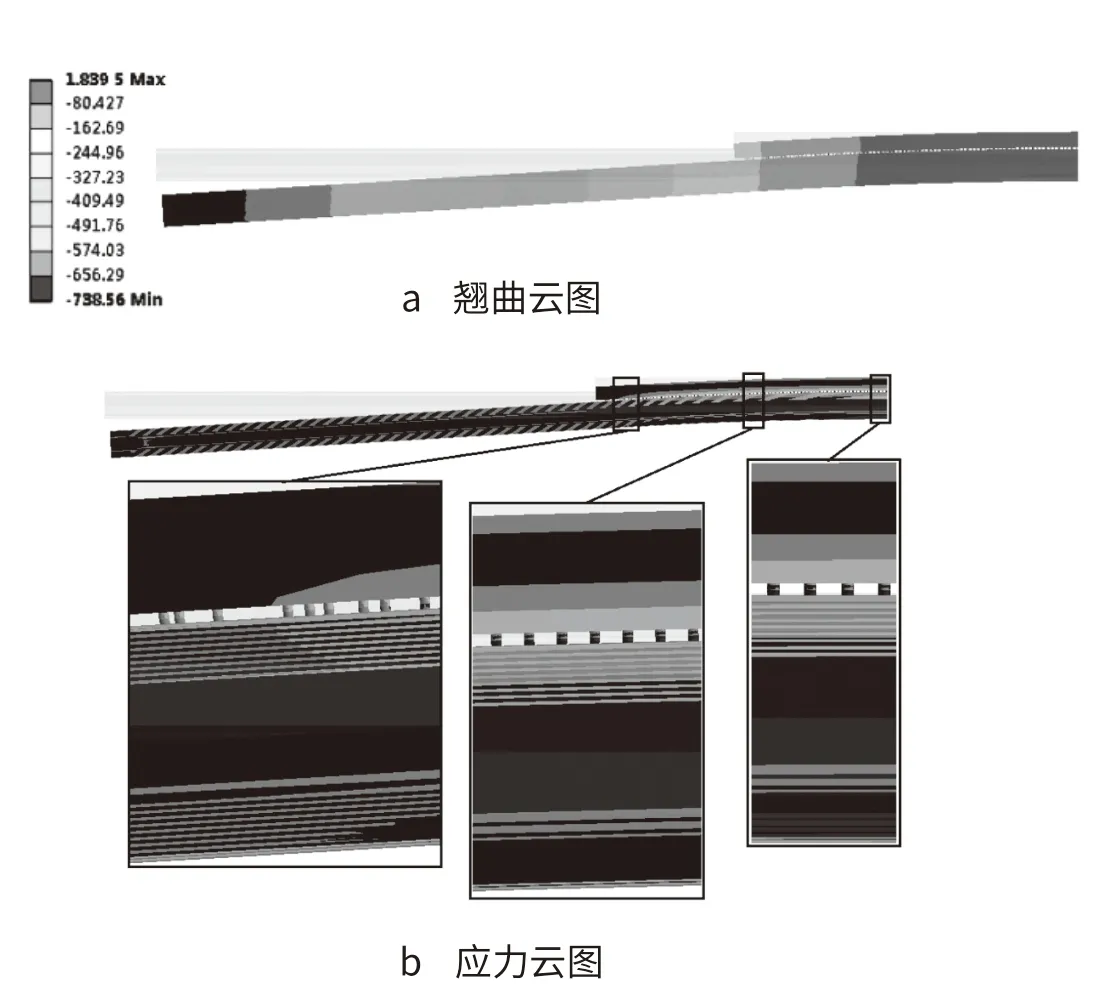
图3 塑封基板仿真结果云图
两种基板材料在倒装焊接后的翘曲值和应力值如表2所示,从表2中可以看到,Substrate1材料体系在翘曲和应力方面的表现都比Substrate2材料体系好,Substrate1材料体系的翘曲值为737 µm ,芯片应力值为82 MPa,SUB层的应力值为119 MPa,Substrate2材料体系的翘曲值为798 µm ,芯片应力值为93 MPa,SUB层的应力值为145 MPa,而两种基板材料对铜柱的应力值影响不大,均为72 MPa。

表2 不同基板材料的有限元仿真结果
3 不同芯片厚度的仿真回流焊分析
由于在实际产品的生产中,芯片的厚度需要根据实际情况进行设定,因此,有必要研究不同的芯片厚度对塑封基板的应力和翘曲的影响。不同的芯片厚度对两种塑封基板的翘曲和应力的仿真结果如表3所示。
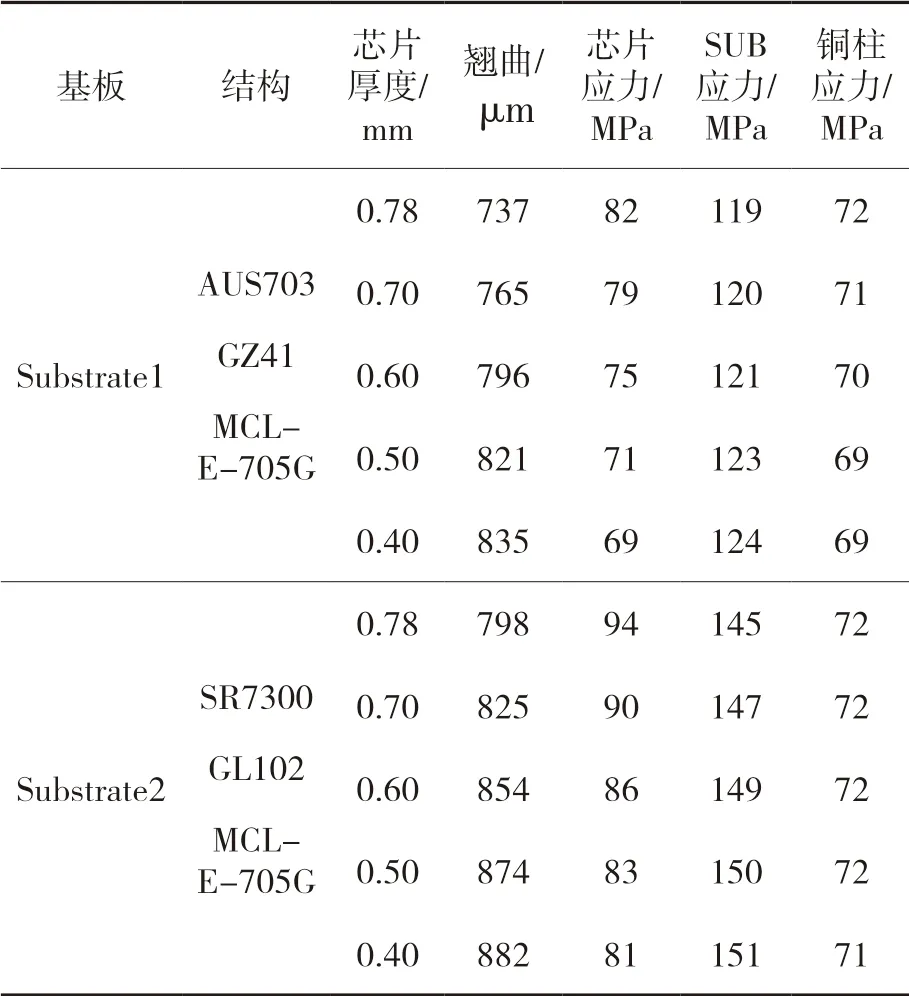
表3 不同芯片厚度的有限元仿真结果
芯片厚度对仿真结果的影响,如图4所示。从图4中可以看出,芯片的厚度对基板应力和翘曲值的影响较大,随着芯片厚度的下降,两种基板的翘曲值增加,但芯片应力值下降,两种基板的SUB应力值随着芯片厚度的降低有一定的增加,但增加值并不明显;同时,两种基板材料的铜柱应力值并没有随着芯片厚度的变化而变化。从图4中也能看到,不同的芯片厚度的仿真结果依然显示Substrate1材料体系在翘曲与应力方面的表现都比Substrate2好。因此,对于高密度塑封基板材料,应优选Substrate1材料体系。

图4 芯片厚度对仿真结果的影响
4 结束语
本文采用有限元仿真针对高密度塑封基板倒装焊回流技术中的翘曲问题进行了分析,重点研究了不同的基板材料和芯片厚度对器件的翘曲度和应力的影响情况,为优化高密度塑封基板用材料和芯片厚度提供了设计方案和思路。基于微流道散热技术,针对大功率微系统散热需求,提出了一种高效的散热解决途径,重点研究了多种微流道结构的散热特性,为大功率微系统热管理提供了设计方案和思路。研究发现:1)通过对比倒装焊工艺后的基板翘曲与应力情况,基板采用AUS703/GZ41/MCL-E-705G组合表现更好;2)芯片厚度的改变会对翘曲与应力产生不同的影响,其中对翘曲的影响较为显著,建议芯片厚度不宜太小。
猜你喜欢
发光学报(2022年7期)2022-08-05 04:41:08
广东工业大学学报(2020年2期)2020-06-02 08:26:44
科学与财富(2018年16期)2018-08-10 10:47:16
科学与财富(2017年19期)2017-07-19 19:49:36
电镀与涂饰(2016年15期)2016-09-28 05:56:27
科技创新导报(2016年1期)2016-05-30 09:38:13
中国塑料(2016年7期)2016-04-16 05:25:55
广州文博(2016年0期)2016-02-27 12:48:51
当代音乐(下旬刊)(2015年5期)2015-05-30 10:48:04
当代音乐(下旬刊)(2015年5期)2015-05-30 10:48:04