
塑料充电口盖随车喷涂
2022-05-10 04:55:16赵安伟易新念北京汽车股份有限公司北京101300
上海涂料 2022年2期
赵安伟,周 华,易新念 (北京汽车股份有限公司,北京 101300)
0 引言
随着我国汽车保有量的逐年升高和人们生态环保意识的增强,汽车尾气排放、环境污染成为社会关注、国家治理的焦点之一,国家更是大力发展新能源汽车和充电桩的普及建设,推进节能减排和生态环境治理。无论是传统油车还是油电混合或者纯电新能源车,轻量化都是减少排放、实现可持续发展的重要途经。在充电资源和充电效率不足的大环境下,新能源车更是迫切需要进行车身轻量化以提高续航里程。
汽车轻量化的方式方法有很多,如碳纤维机盖及其它车身件的应用、塑料翼子板和塑料后背门等塑料件的应用,这些一般会作为外饰件由供应商加工喷涂完成后直接送总装车间装配使用,对涂装施工无不良影响;金属件,如铝合金车身以及镁铝合金件的应用等则主要对涂装前处理电泳过程产生影响。本研究针对塑料件中需随车一起涂装的塑料充电口盖的喷涂工艺进行分析讨论。
1 塑料件的应用
在塑料复合材料强度和表面加工等满足汽车高品质要求后,塑料件的应用成为车身轻量化的一个重要途径,相比传统车身的金属件,塑料件从根源上杜绝了生锈腐蚀的可能,但塑料材质成本高、易于变形等问题也在一定程度上限制了其应用范围。
早期新能源车的充电口设置在前保险杠上,便于与充电桩的连接,充电口盖和保险杠采用相同材质,但对车身轻量化没有贡献。随着社会需求和技术的进步,新能源车充电口和传统油车一样设置在车身侧围甚至翼子板上,本研究所涉及的新能源车充电口设置在翼子板上(图1),充电口盖作为车身结构的一部分继续采用塑料件的方式为车身轻量化做出贡献。

图1 翼子板充电口盖Figure 1 Flap charging port cover
2 塑料充电口盖随车涂装方案设计
塑料充电口盖随车涂装可以避免颜色上的外观和色差匹配问题,同时保证高温漆漆膜质量与车身一致,在塑料充电口盖可以满足涂装高温烘烤的条件下设计为随车涂装,需进行涂装方案设计分析和喷涂验证。
2.1 充电口盖样式
充电口盖设计样式见图2,其中只有盖板部分进入涂装车间,开关口盒总成部分直接进入总装安装,因此盖板无法在焊装随车装车进入涂装,只能作为零部件送货,且需设计喷涂工装才能安装到车身进行随车喷涂。

图2 塑料充电口样式Figure 2 Plastic charging port style
2.2 塑料充电口盖耐高温设计
充电口盖供货为处理后的黑件,无需进行前处理电泳。根据涂装车间工位排布,充电口盖的安装工装和安装到车身设计为涂胶前的面漆工装更换工位进行,由于涂装车间采用3C1B水性漆涂装工艺,充电口盖装车后涉及到有涂胶烘干要求(130 ℃,10 min;140 ℃,20 min)的高温烘烤以及不到100 ℃的中涂预烘干和色漆预烘干,实际炉温最高可达155 ℃,同时考虑返修二次烘烤的的适应性。
因此塑料充电口盖在保证实车长期使用过程中的各种开关和耐性性能测试之外,进涂装喷涂的盖板还专门设计了高温热变形温度测试,以保证在涂装喷涂高温烘烤过程中不会发生变形问题。
2.3 塑料充电口盖喷涂工装设计
充电口盖只能通过喷涂工装安装到车身后进行喷涂,工装设计样式成为充电口盖喷涂效果和产品质量能否达成的重要影响因素。
2.3.1 “静电环”结构设计
在水性漆静电喷涂工艺下,塑料充电口盖同样要求有一定的导电性,但受结构影响且塑料毕竟与金属不同,为避免充电口盖边缘的油漆静电聚集效应导致边缘部位的质量不良,建议设计“静电环”结构,如图3所示,但“静电环”结构使工装更加复杂、沉重,操作不便,可根据实际喷涂调试结果对“静电环”进行优化,改为开口结构甚至无“静电环”结构。

图3 充电口盖喷涂工装设计Figure 3 The spraying tooling design for the changing port cover
2.3.2 充电口盖固定方式和固定位置
只有充电口盖板需要随车喷涂,盖板本身结构简单,可用于固定的结构特征不多,因此主要通过局部卡接结构利用重力作用进行卡压固定(图3),与车身的连接则根据安装位置不同进行弹性设计,本车型将充电口盖安装在靠近翼子板安装位置的窗框位置,安装后周围喷涂空间充足,和窗框其它部位之间不会造成相互的喷涂干扰。
2.3.3 喷涂部位要求
工装设计不能遮挡充电口盖的喷涂区域,尤其是不能遮挡总装装配后盖板内侧外露区域,本工装设计利用盖板内侧的卡接区域进行固定,工装完全处在卡接点的内部,不影响外露部位的喷涂。
3 塑料充电口盖随车涂装调试
充电口盖的喷涂调试和新车型喷涂调试流程一致,只是其不需要前处理电泳,因此从充电口盖到货和安装到车身开始进行调试验证。
3.1 安装拆卸
(1) 充电口盖的供货采用纸箱方式,盖板间有隔离保护,为防止盖板本身的磕碰划伤,供货后不能直接拿出堆放,可直接将纸箱放到工位旁的货架上,在工装安装时再单独一个个取出并装车,安装需佩戴专用不掉毛洁净手套以及注意安装步骤,避免污染和划伤充电口盖。
(2) 充电口盖工装的放置和转运与其它面漆工装一致,但充电口盖工装结构更为复杂,建议可在工位旁设置货架,工装按次序挂到货架上,取用方便。
(3) 受“静电环”结构影响,工装沉重使用不便,在喷涂验证不会产生边缘气泡等油漆过厚问题后,将工装改为了“山”字形的顶部开口且两侧立杆只有一半高度的“半环”设计,减轻了工装质量。
(4) 涂装工装不进入总装,因此报交时拆卸工装,拆卸后的塑料充电口盖需放到地板平整部位,避免车身运行时磕碰划伤。
3.2 喷涂调试
(1) 喷涂前准备:充电口盖安装后同样需要进行表面质量检查和打磨擦拭,由于工装安装点仅有简易固定,操作时需一只手固定住充电口盖避免用力过大脱落。
(2) 机器人仿形:新能源新车型生产车间的内外板喷涂均为机器人自动喷涂方式,充电口盖的机器人仿形过程主体与车身其它部位仿形方式相同,但内板机器人仿形时需略作喷涂角度调整,保证工装立杆遮挡部位的盖板内侧外露面喷涂不会产生虚喷现象。
(3) 色差外观调试:塑料件与金属件导电性不同,上漆率不同,如有条件可利用专用膜厚仪进行分层膜厚调试,测量确认各涂层膜厚是否满足要求。各颜色尤其白色喷涂后由于涂层厚度不足,充电口盖比车身明显发青且桔皮短波明显,见图4,实际调试后通过增加中涂机器人喷涂吐出量解决了此问题。
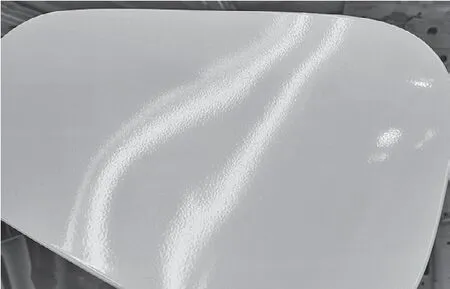
图4 桔皮和色差明显Figure 4 Obvious orange peel and color difference
3.3 烘干变形验证
(1) 进行了10个充电口盖的两轮喷涂烘烤验证,一次过线烘烤和二次过线烘烤效果相当,三坐标检测后有多达4个件不同偏差方向的变形问题,变形规律性不足,不能通过充电口盖供货前的预调整进行解决。
(2) 经分析怀疑是工装卡压方式的压力精度不足导致,调整卡簧压力后变形问题明显减少,但由于压力固定不足,充电口盖在车身运行及打磨擦拭时容易出现脱落问题。
(3) 经多轮调整,最终优化了工装设计,将卡簧压力方式改为重力下机械限位方式,见图5。在充电口盖安装完成后,通过限位杆选装在重力作用下进行机械限位,最终解决了充电口盖受力变形的问题。

图5 机械限位方式Figure 5 Mechanical limit mode
4 结语
汽车轻量化,尤其新能源车的轻量化是大势所趋,各种材料的应用为汽车生产带来了更多工艺技术上的挑战,随着塑料件复合材料技术的发展,塑料件的应用会更加广泛,塑料件随车涂装可以在保证匹配和漆膜质量的基础上降低塑料件的开发成本,是涂装新技术的发展方向之一,对塑料快充口盖的应用进行了一定的分析和验证。后期会有更多塑料件随车喷涂应用,需要从更深层次挖掘塑料件的喷涂影响因素以进一步提升产品品质、降低制造成本。
猜你喜欢
知识就是力量(2023年2期)2023-02-28 12:47:31
装备制造技术(2020年9期)2021-01-26 00:15:20
专用汽车(2018年10期)2018-11-02 05:32:26
橡塑技术与装备(2018年18期)2018-09-22 08:05:12
腐蚀与防护(2017年12期)2017-12-27 02:41:26
北京航空航天大学学报(2017年3期)2017-11-23 05:14:46
山东工业技术(2016年15期)2016-12-01 05:31:34
专用汽车(2016年1期)2016-03-01 04:13:10
汽车维护与修理(2015年2期)2015-02-28 12:15:51
专用汽车(2014年5期)2014-08-24 02:31:00
