
某复杂难选铁矿石选别工艺优化研究
2022-05-08 02:48刘盛辰梅灿国李万兴
现代矿业 2022年4期
刘盛辰 梅灿国 李万兴
(鞍钢集团矿业设计研究院有限公司)
我国铁矿石资源储量虽然较丰富,但有很大一部分资源属复杂难选矿石资源,其特点主要是铁品位低、有用矿物嵌布粒度细[1-3]。目前,某矿山复杂难选铁矿石采用两段连续磨矿—粗细分级—重磁浮联合选别工艺流程处理[4],不仅存在工艺流程长、作业多、重选效率低、重选精矿品位低、浮选尾矿品位高等问题,而且生产成本居高不下。近年来,选矿厂入选矿石种类、性质日趋复杂化和不稳定[5],原选矿流程的适应性越来越差,因此,有必要对现有选别流程进行优化研究和改造。
1 矿石性质
1.1 矿石成分分析
矿石主要化学成分分析结果见表1,铁物相分析结果见表2。


从表1 可以看出,矿石铁含量为31.69%,其中亚铁含量7.11%。
从表2 可以看出,铁矿物以赤褐铁矿物为主,铁含量为18.14%、铁分布率占57.24%;其次为磁性铁矿物,铁含量为10.10%、铁分布率占31.87%;硅酸铁矿物和碳酸铁矿物的铁含量合计为3.45%、铁分布率为10.88%。
1.2 矿石的解离度分析
不同磨矿细度条件下铁矿物及脉石矿物的单体解离度测定结果见表3。

从表3 可以看出,随着磨矿细度的提高,铁矿物和脉石矿物的单体解离度逐步提高。当磨矿细度达-200 目占80% 时,铁矿物的单体解离度达62.83%,具备了阶段分选条件;当磨矿细度达-320目占90%时,铁矿物的单体解离度达78.45%;当磨矿细度达-320 目占95%时,铁矿物的单体解离度达83.33%。表明磨矿细度在-320 目占90%~95%时,有望获得高品位铁精矿。
2 试验结果与分析
2.1 优化工艺流程
采用图1 所示的工艺流程对选厂工艺流程进行优化试验。
2.2 两段连续磨矿、弱磁选+强磁选条件试验

条件试验采用半工业设备,矿石通过自动给料机给入一段球磨机与螺旋分级机形成的一段闭路磨矿系统,细度为-200 目45%~50%的一次分级溢流给入二段球磨机与旋流器形成的二段闭路磨矿系统,细度为-200 目75%~80%的二次分级溢流给入弱磁选机选别,弱磁选尾矿浓缩后给入一、二段强磁选机选别,弱磁选精矿、强磁选1 精矿及强磁选2 精矿合并为混磁精矿,强磁选2尾矿为合格尾矿。
2.2.1 弱磁选试验
条件试验确定的弱磁选磁场强度为318.47 kA/m,试验结果见表4。

从表4 可以看出,一段弱磁选可获得铁品位51.67%、回收率43.59%的弱磁选精矿。
2.2.2 强磁选1背景磁感应强度试验
强磁选1背景磁感应强度试验结果见表5。

从表5 可以看出,随着背景磁感应强度的提高,强磁选1 精矿品位从41.50%小幅下降到39.45%,回收率明显提高。综合考虑,确定强磁选1背景磁感应强度为350 mT。
2.2.3 强磁选2背景磁感应强度试验
强磁选2背景磁感应强度试验结果见表6。
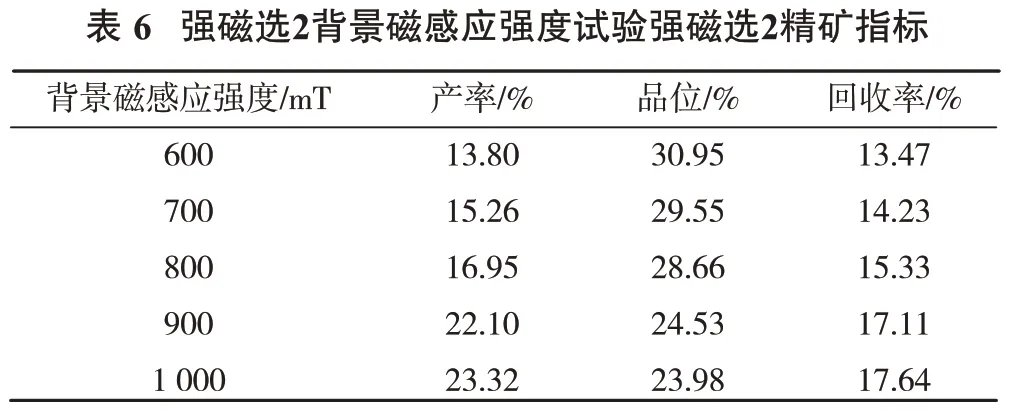
从表6 可以看出,随着背景磁感应强度的提高,强磁选2 精矿品位从30.95%显著下降到23.98%,回收率小幅提高。综合考虑,确定强磁选2背景磁感应强度为700 mT。
2.2.4 两段连续磨矿、弱磁选+强磁选试验结果
两段连续磨矿、弱磁选+强磁选试验结果见表7。

2.3 混磁精矿塔磨解离试验
混磁精矿塔磨解离试验结果见表8。
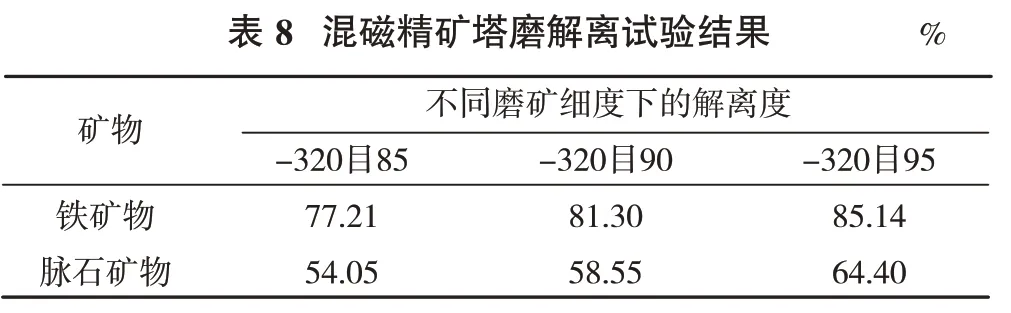
从表8 可以看出,随着磨矿细度的提高,铁矿物和脉石矿物的单体解离度逐步提高。当磨矿细度达-320目占90%时,铁矿物的单体解离度达81.30%,通过分选有望获得高品位铁精矿。
2.4 塔磨产品反浮选试验
塔磨产品(-320 目占90%)反浮选试验矿浆浓度为33%,NaOH 用量1 187 g/t(pH=11.5),淀粉用量750 g/t,CaO 用量600 g/t,捕收剂TD-Ⅱ粗选用量1 500 g/t、精选用量750 g/t,浮选温度32~36 ℃,1粗1精3扫反浮选闭路试验结果见表9。

从表9 可以看出,品位为42.55%的混磁精矿磨矿至-320 目占90%的情况下,采用1 粗1 精3 扫反浮选闭路流程处理,可获得作业产率50.19%、品位66.45%、作业回收率78.38%的反浮选精矿,反浮选尾矿品位18.47%。
2.5 全流程试验结果
按图1所示的优化流程处理复杂难选矿石,产品指标与工艺优化前的流程(两段弱磁选、两段强磁选、粗细分级、两段螺旋溜槽重选、反浮选)指标对比见表10。
从表10 可以看出,采用图1 所示的优化流程处理矿石,所得精矿与现场精矿相比,铁品位提高2.45个百分点,铁回收率提高12.85 个百分点,尾矿铁品位下降4.09个百分点,工艺优化效果明显。
3 结论
(1)某复杂难选矿石铁含量为31.69%,亚铁含量7.11%;铁矿物以赤褐铁矿物为主,铁分布率占57.24%;其次为磁性铁矿物,铁分布率占31.87%;硅酸铁矿物和碳酸铁矿物的铁分布率为10.88%。
(2)矿石磨矿细度达-320 目占90%时的铁矿物的单体解离度达78.45%,磨矿细度达-320 目占95%时的铁矿物单体解离度达83.33%,表明磨矿细度在-320目占90%~95%时有望获得高品位铁精矿。
(3)优化后的工艺流程较原流程显著简洁、顺畅,易于操作管理,所得精矿与现场精矿相比,铁品位提高2.45 个百分点,铁回收率提高12.85 个百分点,尾矿铁品位下降4.09 个百分点,工艺优化效果明显。
猜你喜欢
传感器世界(2022年6期)2022-11-25
广西大学学报(自然科学版)(2022年2期)2022-07-06
中国科技纵横(2022年7期)2022-05-03
山东理工大学学报(自然科学版)(2022年3期)2022-03-01
矿冶工程(2021年6期)2022-01-06
有色金属材料与工程(2021年4期)2021-11-27
煤炭加工与综合利用(2021年9期)2021-10-28
煤炭工程(2021年4期)2021-05-08
有色金属材料与工程(2017年3期)2017-07-15
中学生数理化·高二版(2016年12期)2017-02-28
