
齐大山富铁矿石混磁精矿的新型捕收剂浮选试验
2022-05-08 02:48宋长春傅国辉李子豪钮展良
现代矿业 2022年4期
宋长春 傅国辉 李子豪 钮展良
(鞍钢集团矿业有限公司齐大山选矿厂)
铁矿石资源已成为现代社会不可或缺的重要矿产资源。全球已探明铁矿石储量超过8 000亿t,主要分布在澳大利亚、巴西、印度、俄罗斯、中国等国家[1-2]。中国铁矿石储量虽然丰富,但多为贫矿石,平均铁品位约31%[3-5],且矿石矿物组成复杂,选别难度较大[6-7]。
齐大山铁矿采出的采空区富矿是典型的“鞍山式”铁矿,铁矿物以磁铁矿为主,还含有部分赤褐铁矿和碳酸铁矿。硅铁分离一直是“鞍山式”富铁矿石选别的难题,本研究以该矿石为对象,围绕新型捕收剂开展了提铁降硅试验研究。
1 矿石性质
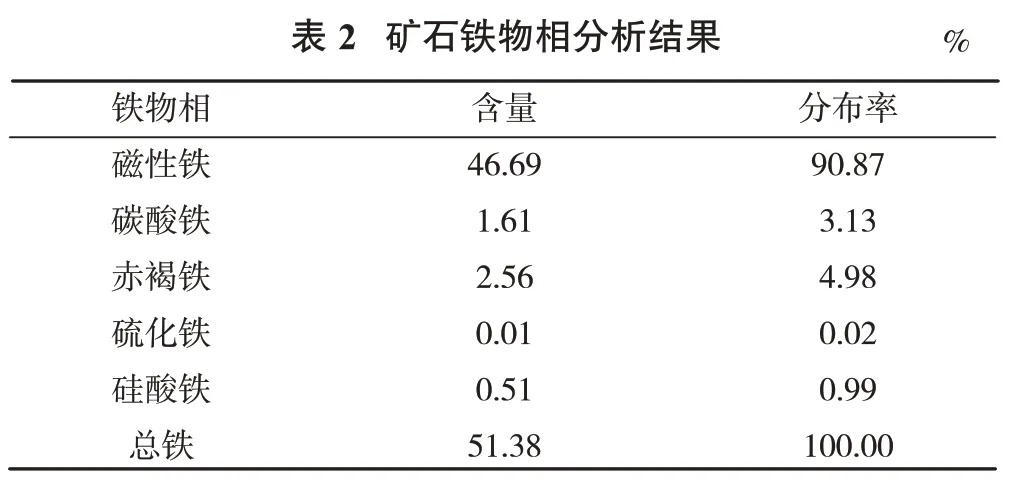
矿石主要化学成分分析结果见表1,铁物相分析结果见表2,主要矿物组成见表3。
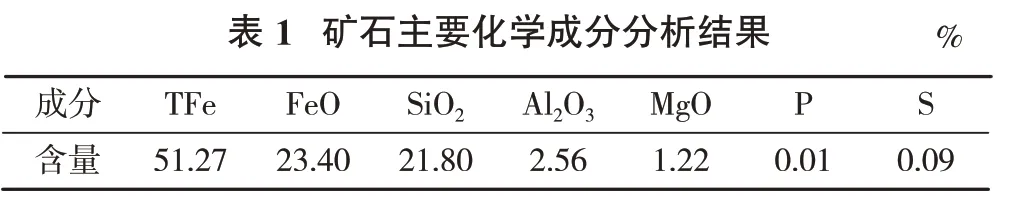

由表1 可知,矿石Fe 品位51.27%,FeO 含量为23.40%;SiO2含量为21.80%,为主要脉石成分;有害元素磷、硫含量较低。
由表2 可知,矿石中的磁性铁分布率达90.87%,赤褐铁分布率为4.98%,碳酸铁分布率为3.13%。
由表3 可知,矿石中金属矿物主要为磁铁矿,赤铁矿少量;脉石矿物主要为石英,碳酸盐矿物少量。与磁铁矿难以分离的赤褐铁矿将可随磁铁矿一同回收。
2 试验结果与讨论
2.1 磁选试验
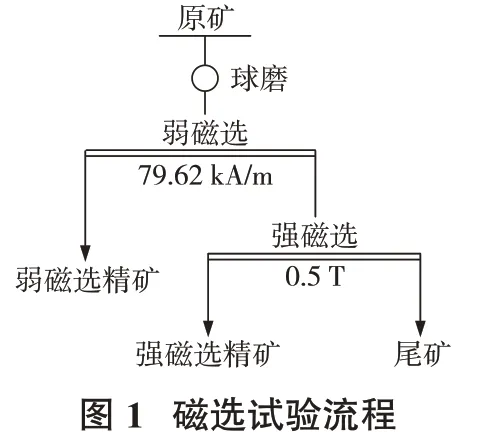
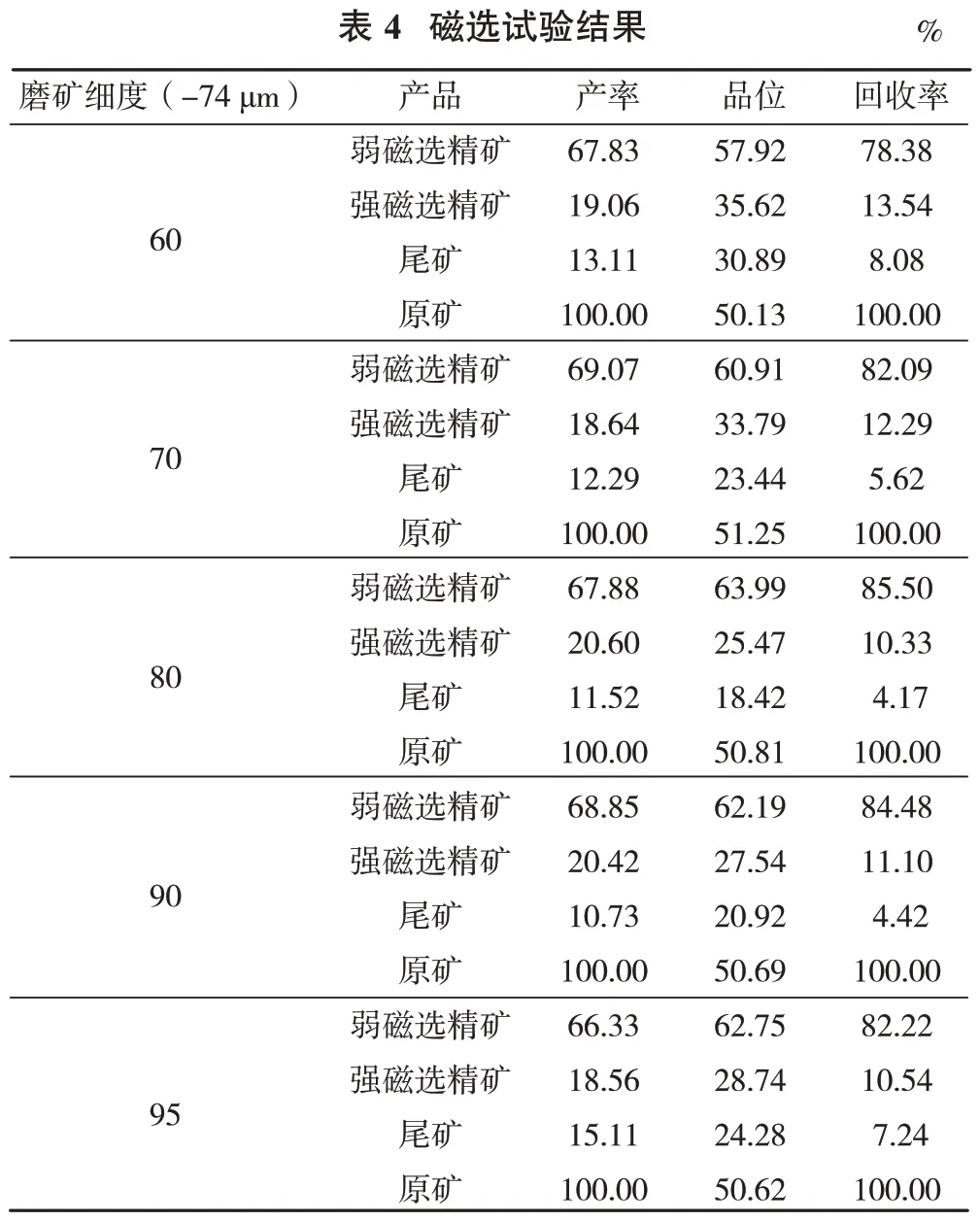
磨矿细度对磁选效果有很大的影响,根据工艺矿物学研究结果,该矿石宜采用弱磁选工艺进行选别,因此,磨矿细度试验采用一次弱磁选、一次强磁选流程,见图1,试验结果见表4。
由表4 可知,随着磨矿细度的提高,弱磁选精矿铁品位总体呈先升后降的趋势,强磁选精矿铁品位总体呈先明显下降后小幅上升趋势;弱磁选精矿回收率先升后降,强磁选精矿回收率总体呈下降趋势。综合考虑精矿品位和回收率指标,确定磨矿细度为-74 μm占80%,对应的混磁精矿品位为57.95%。
2.2 反浮选试验
为获得较高品位的精矿,将对混磁精矿进行反浮选工艺条件试验。试验捕收剂TD-2 为一种含醚链的新型阴离子捕收剂,醚链的加入既能改善捕收剂的水溶性,也能增强药剂对石英的捕收能力,且该捕收剂的合成材料来源广泛、制作工艺简单、成本低、无污染。条件试验流程见图2。

2.2.1 淀粉用量试验
淀粉作为铁矿物抑制剂,加入后可吸附在铁矿物表面,形成亲水膜,抑制铁矿物随气泡上浮,改善浮选效果。淀粉用量试验固定NaOH用量为1 600 g/t,TD-2 粗选用量为120 g/t、精选用量为60 g/t,CaO 用量为1 500 g/t,试验结果见图3。
由图3 可知,随着淀粉用量的增加,精矿铁品位和回收率均先升后降,淀粉用量为220 g/t 时精矿铁品位最高,淀粉用量为420 g/t 时铁回收率最高。综合考虑,确定淀粉用量为220 g/t。

2.2.2 CaO用量试验
石英的活化剂CaO 用量试验固定NaOH 用量为1 600 g/t,TD-2粗选用量为120 g/t、精选用量为60 g/t,淀粉用量为220 g/t,试验结果见图4。

由图4 可知,随着CaO 用量的增加,精矿铁品位上升、回收率先降后升,CaO 用量为1 500 g/t 时精矿铁品位和回收率均最高。因此,确定CaO 用量为1 500 g/t。
2.2.3 TD-2用量试验
TD-2 总用量试验固定粗选与精选用量之比为2∶1,NaOH 用量为1 600 g/t,淀粉用量为220 g/t,CaO用量为1 500 g/t,试验结果见图5。

由图5可知,随着TD-2用量的增加,精矿铁品位上升、回收率下降。综合考虑,确定TD-2 粗选用量为90 g/t,精选用量为45 g/t。
2.2.4 闭路试验
根据条件试验结果,确定闭路试验流程及药剂制度见图6,试验结果见表5。


由表5 可知,采用图6 所示流程处理矿石,最终获得铁品位为67.82% 的精矿,作业回收率达94.16%,流程回收率达90.23%。
3 结论
(1)齐大山富铁低硫磷矿石Fe 品位51.27%,FeO含量为23.40%,SiO2含量为21.80%;矿石中的磁性铁分布率达90.87%,赤褐铁分布率为4.98%;矿石中金属矿物主要为磁铁矿,脉石矿物主要为石英。
(2)矿石在磨矿细度为-74 μm占80%的情况下,进行一段弱磁选、一段强磁选,获得了铁品位为57.95%的混磁精矿;混磁精矿经1粗1精3扫、中矿顺序返回反浮选闭路流程(NaOH 用量为1 600 g/t,淀粉用量为220 g/t,CaO 用量为1 500 g/t,粗选TD-2 用量为90 g/t、精选TD-2 用量为45 g/t)处理,最终获得了铁品位为67.82%、回收率达90.23%的精矿。
猜你喜欢
现代矿业(2022年7期)2022-08-17
钢铁钒钛(2022年3期)2022-07-08
矿业工程研究(2022年1期)2022-05-06
中国科技纵横(2022年7期)2022-05-03
选煤技术(2022年1期)2022-04-19
矿冶工程(2021年6期)2022-01-06
油气·石油与天然气科学(2021年12期)2021-12-11
有色金属材料与工程(2021年4期)2021-11-27
油气·石油与天然气科学(2021年11期)2021-11-17
矿产综合利用(2021年6期)2021-02-21
