磨削参数对硬质合金刀片圆弧表面锯齿的影响
2022-05-06 06:06黄向明刘涛曾滔王友伟汤爱民袁美娟李尧
湖南大学学报(自然科学版) 2022年4期
黄向明,刘涛,曾滔,王友伟,汤爱民,袁美娟,李尧
(1.湖南大学机械与运载工程学院,湖南长沙 410082;2.株洲钻石切削刀具股份有限公司,湖南株洲 412000)
钨钴硬质合金是由硬质相WC 及黏结相Co通过粉末冶金方式得到的一种高硬度、耐磨的合金材料,在金属切削工具、钻削、复合材料加工等方面有着重要的应用[1].近年来我国刀具大多来源于进口或者仿制,而高精尖的需求又使得硬质合金刀具更加精密化[2].硬质合金一般采用磨削加工方式[3].磨削过后的刀具表面通常会出现裂纹、振纹、钴浸出、烧伤等,刃口出现毛边、缺口等缺陷,直接影响了刀具性能[4-7].
近年来关于硬质合金刀具的磨削工艺研究主要集中在磨削去除机理、磨削工艺参数以及材料组织对表面质量的影响等方面.詹友基[8]采用金刚石砂轮对五种不同显微结构、不同特性的硬质合金进行磨削实验,通过观测磨削后的表面形貌,发现硬质合金材料去除分为塑性去除和脆性去除,不同类型的硬质合金去除方式有所不同.原一高等[9]对超细硬质合金进行磨削,发现材料去除方式与磨削参数及硬质合金的显微结构有关.李文忠[10]采用超声振动对硬质合金进行磨削加工,使材料在加工时发生脆塑转化,降低了磨削力.柳文阳等[11]使用不同结合剂的金刚石砂轮磨削硬质合金数控刀片,发现金属结合剂砂轮磨削的刀片能获得较好的尺寸一致性、表面粗糙度值.许鹏飞等[12]采用D46 和D64 两种不同粒度的树脂结合剂金刚石砂轮磨削不同前角的切槽刀片,发现砂轮粒度主要对断屑槽处的表面粗糙度产生较大影响,前角越大,刃口越易产生缺陷.何荣跃等[13]发现采用合适粒度的砂轮和磨削余量磨削硬质合金刀具,能够减小刃口崩缺的状况.熊建武等[14]对不同硬质合金刀片研磨后的刀刃状态进行对比研究,发现研磨条件及刀片材料组织均会影响刀尖质量.Gao Peng 等[15-16]进行了微铣刀的磨削,发现硬质合金的晶粒尺寸和组成对刃口的损伤有重要影响,WC 晶粒越小,刃口微裂纹和断裂越少,Co 含量降低,使得材料脆性增加,会出现更多的尖端微断裂和微裂纹.
目前针对磨削加工刀片圆弧曲面时的磨削力、锯齿的成因及控制研究较少.在切削时,如果刀片圆弧上存在锯齿,则会影响切削力、切屑的变形等,从而对加工表面产生一定的影响.本文通过建立硬质合金刀片曲面磨削时的磨削力模型,采用正交试验研究磨削工艺参数对硬质合金刀片曲面的锯齿深度及粗糙度的影响规律,分析锯齿的成形机理,从而为控制磨削硬质合金刀片圆弧处的质量提供参考依据.
1 磨削力模型的建立
1.1 硬质合金刀片圆弧磨削接触长度
假设硬质合金刀片毛坯和成品刀片圆弧及回转中心同心,并且围绕圆弧圆心转动.以刀片圆心为坐标原点,以硬质合金刀片的主圆弧对称中心为y轴建立如图1所示坐标系.图中r1为磨削后的刀片圆弧半径,r2为磨削前(毛坯)半径,左侧AG为砂轮与刀片的初始接触长度L,磨削刀片时,砂轮表面上某一个磨粒切削刃沿刀片表面的切削轨迹为曲线AB,而下一个连续磨粒切削刃的切削轨迹为曲线CD,假设连续切削磨刃间距为λst.
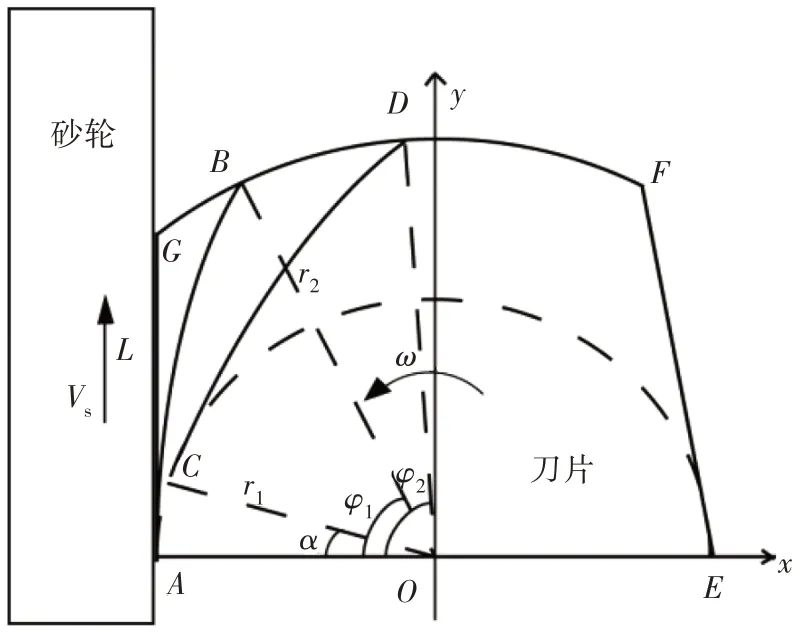
图1 磨削示意图Fig.1 Grinding diagram
根据砂轮和刀片的运动关系,当磨粒从A运动到B时,

所需时间ts为

曲线AB的运动方程为[17]:
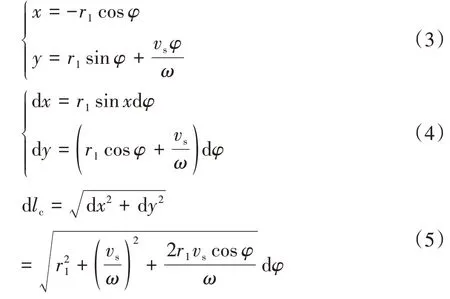
由于φ角很小,取cosφ≈1,由此得到砂轮与工件的接触长度如式(6):

1.2 最大未变形切屑厚度
由图1可知,最大未变形切屑厚度为点B到曲线CD的最短距离,曲线CD的运动方程为:

则最大未变形切屑厚度为:
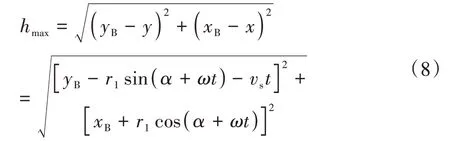
由于时间极短,所以:
当t取最大值时,hmax较小,则用曲线BD的值近似等于最大未变形切屑厚度.
则最大未变形切屑厚度为:

1.3 磨削力模型的建立
为方便计算,假设在体积分数为Vg的砂轮中均匀分布直径为dg的球状颗粒,则单位体积所具有的磨粒数为[18-19]:

通过引入切屑几何参数,得到单颗磨粒与工件材料的干涉图如图2 所示,其中li是磨削弧上任意一点到磨粒切入点的距离,lc为磨削区域接触区弧长,hmax为最大未变形切屑厚度,h为待切削材料层厚度.

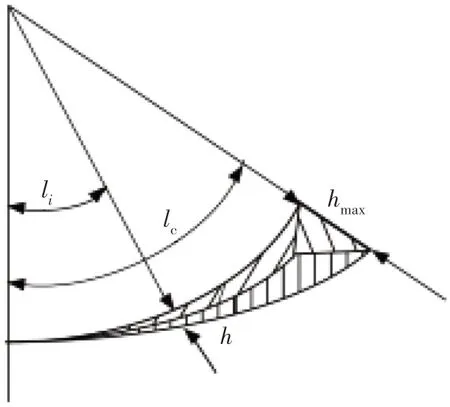
图2 单颗磨粒与工件材料的干涉Fig.2 Interference of a single abrasive particle with workpiece material
本研究中磨削圆弧时的圆弧转动速度(8 °/s、10°/s、12°/s)较小,致使最大未变形切屑厚度较小,所以磨削主要以塑性去除为主.当砂轮以一定深度磨削时,磨削力可以分为切屑变形力和摩擦力两部分.因此磨削过程中砂轮与刀片单位磨削宽度上的磨削力为[20]:

2 试验
2.1 试验设备
试验使用的机床为德国万特有限公司生产的数控磨床WAC 735 QUATTRO,如图3 所示.刀片圆弧处的锯齿采用超景深显微镜VHX-600 和场发射扫描电镜及能谱一体机LEO1520+INCA 进行观测,表面粗糙度使用白光干涉仪NEW VIEW 7100 进行检测.

图3 刀片的磨削加工Fig.3 Grinding of blades
2.2 试验砂轮
磨削实验采用树脂结合剂金刚石砂轮,浓度100%,粒度为D35(对应国内M22/36),砂轮直径400 mm,层厚6 mm,层宽6 mm.
2.3 试验刀片
试件为超细硬质合金刀片,成分WC-10% Co,晶粒度0.8 μm,密度14.49 g·cm-3,硬度15 182 MPa,断裂韧性14.84 MPa·m1/2,刀片前角25°.刀片的金相图(铁氰化钾和20%氢氧化钾1∶1混合液腐蚀5 min)如图4所示,图中颜色较深的区域为WC,其余为Co.
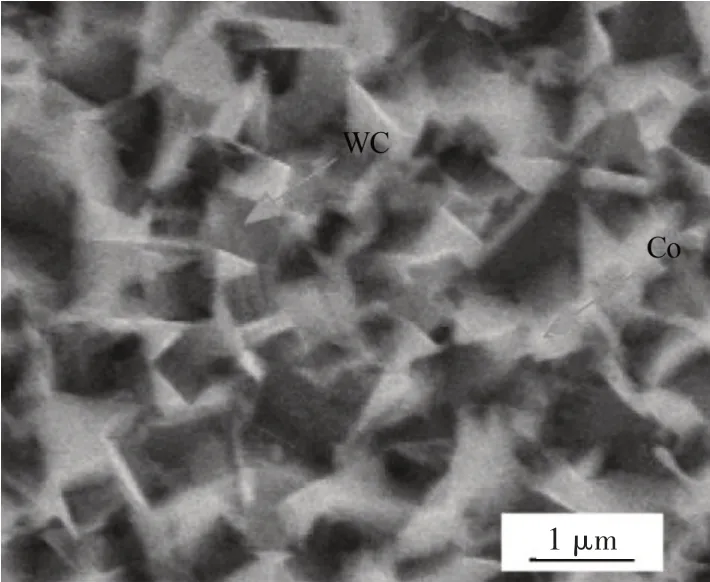
图4 硬质合金金相图Fig.4 Cemented carbide metallographic diagram
2.4 试验方案
采用树脂结合剂金刚石砂轮磨削硬质合金刀片圆弧,研究不同的砂轮转速、圆弧转动速度、磨削深度磨削时,刀片圆弧处锯齿情况及表面粗糙度.刀片采用先磨削4条直线刃再磨削圆弧刃的加工形式,刀片每磨削完成1片,则对砂轮进行一次修整,冷却液采用硬质合金磨削油.表1列出了本次试验的磨削试验参数.
对表1 进行正交试验设计,每组试验参数磨削30 个刀片,测量每个刀片圆弧上锯齿深度的最大值和圆弧面上的表面粗糙度Ra.具体的锯齿深度检测如图5 所示,测量采用靠近刃口处,在垂直于磨削方向划线,长度为0.1 mm 记为一个数据,最后取30 个数据的平均值代表该参数下的锯齿深度值和表面粗糙度.
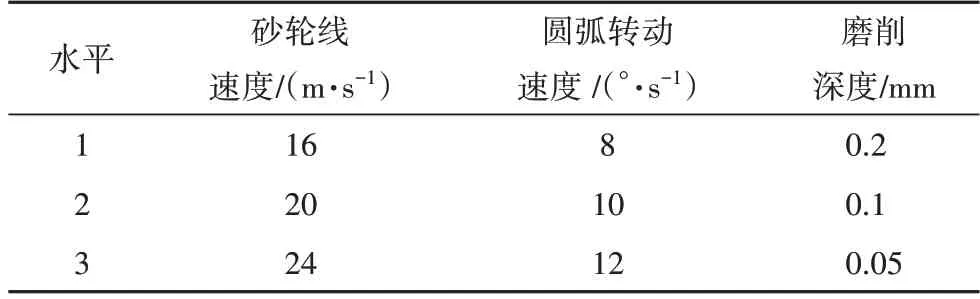
表1 磨削试验参数Tab.1 Grinding schematic parameters
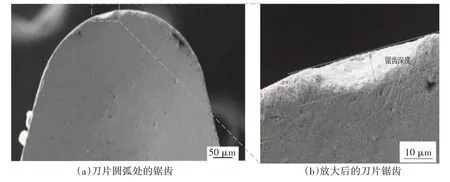
图5 锯齿检测示意图Fig.5 Saw-tooth detection diagram
3 结果及分析
3.1 磨削参数对圆弧锯齿及表面粗糙度的影响
正交试验结果如表2 所示.从表中试验结果来看,第7 组试验锯齿深度及表面粗糙度最小,第1 组试验锯齿深度及表面粗糙度结果最大.表3 极差R值的大小不同,表明影响硬质合金刀片锯齿深度大小的因素顺序为:磨削深度>圆弧转动速度>砂轮速度.影响硬质合金圆弧表面粗糙度的因素中,磨削厚度的影响最大,砂轮磨削圆弧转速和圆弧转动速度对表面粗糙度的影响相近.根据表3 极差分析结果做出正交效应曲线图6.从图6 中可以看出,随着磨削参数的变化,圆弧锯齿深度与表面粗糙度的变化趋势基本一致,即提高砂轮转速能够使刀片圆弧锯齿深度及表面粗糙度均减小;降低刀片圆弧转动速度及磨削深度均会降低锯齿深度及表面粗糙度.
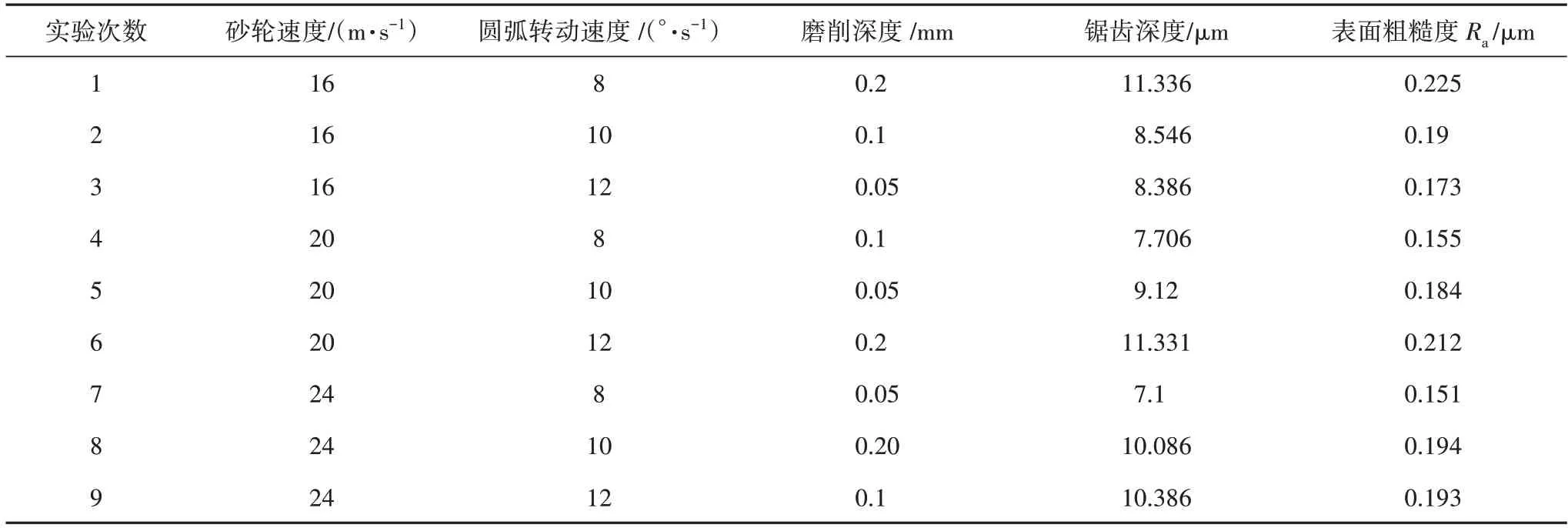
表2 正交试验结果Tab.2 Orthogonal experimental results

表3 锯齿(表面粗糙度)极差分析结果Tab.3 Saw tooth(surface roughness)range analysis results
此外,结合实际情况及磨削力模型进一步分析图6.在图6(a)中,提高砂轮速度时,单位时间内经过刀片圆弧表面的磨粒数增多,砂轮与刀片的接触长度lc减小,磨粒的切屑厚度h减小,磨削力减小,从而使得锯齿深度及表面粗糙度减小.因此,砂轮速度在16 m/s时的锯齿深度及粗糙度比较大,24 m/s时的锯齿深度及表面粗糙度比较小.在图6(b)、图6(c)中,当圆弧转动速度或者磨削深度增大时,砂轮与刀片的接触面积增加,单位时间内砂轮磨削硬质合金刀片的材料去除体积增多,ω增大或者r2增大均会使得砂轮与刀片的接触长度lc增大,磨粒的切屑厚度h增大,磨削力增大,从而使得锯齿深度及表面粗糙度减小.因此,圆弧转动速度在12°/s 或者磨削深度为0.2 mm 时的锯齿深度及表面粗糙度比较大,圆弧转动速度在8°/s 或者磨削深度在0.05 mm 时的锯齿深度及表面粗糙度比较小.图7 为砂轮速度20 m/s,圆弧转动速度10 m/s,磨削深度0.2 mm 下磨削表面形貌.从图中可以看出:磨削表面以塑性沟壑为主,两侧隆起较深,划痕明显,说明材料是以塑性去除为主.同时可以从图中看出:划痕两侧存在少量的脆性剥落,说明材料也存在少量的脆性去除.为了获得小锯齿深度和表面粗糙度,根据表3 极差分析做出图6.从图中选取每种磨削参数下取得最小锯齿深度和表面粗糙度时的磨削参数.通过极差分析可获得最优磨削参数方案是:砂轮速度24 m/s,圆弧转动速度8°/s,磨削深度0.05 mm,可以有效减小刀片圆弧锯齿及表面粗糙度.
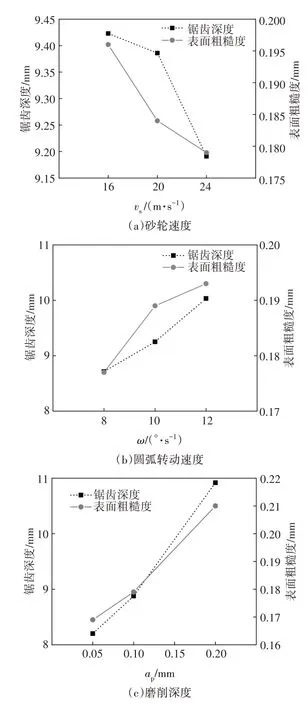
图6 磨削参数对锯齿及表面粗糙度的影响Fig.6 The influence of grinding parameters on the tooth and surface roughness
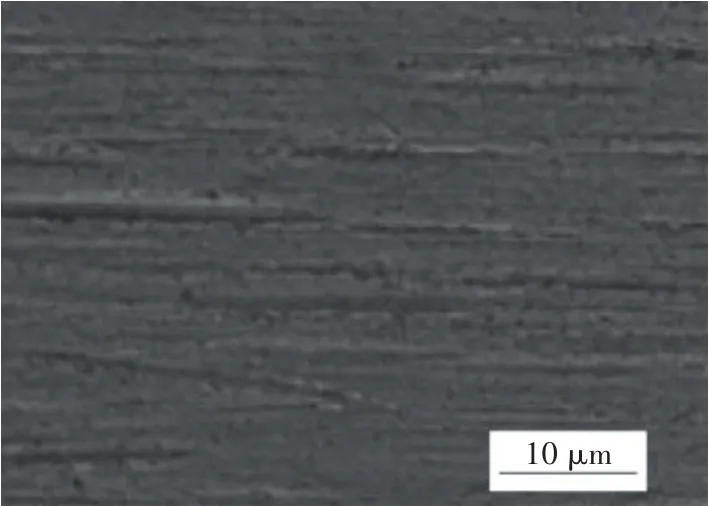
图7 磨削后的圆弧面表面形貌Fig.7 Surface morphology of arc surface after grinding
3.2 锯齿形成机理
在硬质合金刀片圆弧的磨削过程中,如图8 所示,磨粒沿着具有一定角度的刃口方向移动,对工件进行了滑擦、耕犁以及切削,硬质合金中WC和Co硬度、热膨胀系数等性能参数不同导致磨粒在切削过程中产生不同的变形,磨粒对WC 颗粒挤压导致应力过大形成断裂.图9 所示为磨削过程中刃口处的受力分析,砂轮作用于刃口处的磨削挤压力为F.刀片断屑槽的存在使得断屑槽和圆弧面之间的夹角为锐角,磨削力F相对于断屑槽内部O点产生扭矩,使得刃口处的材料容易向断屑槽内部扭转断裂脱落,进而导致刃口处形成锯齿及微裂纹等缺陷.因此,磨削力越大,产生的磨削锯齿缺陷越深.
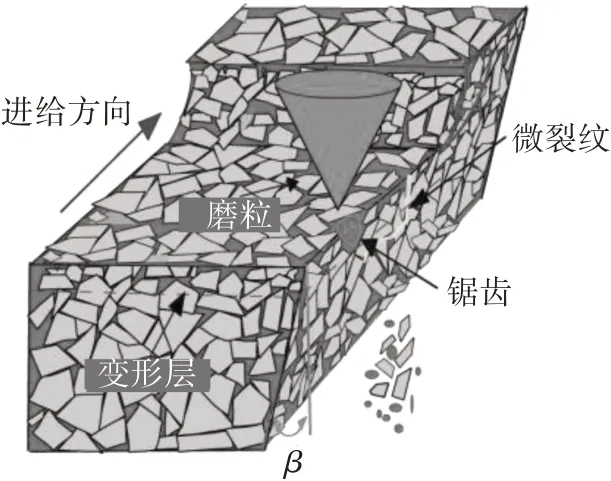
图8 磨削过程Fig.8 The grinding process
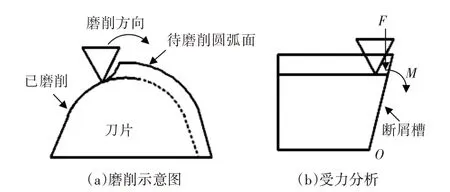
图9 磨削过程受力分析Fig.9 Analysis of force in grinding process
圆弧面切削主要以塑性去除为主,如图7 所示.金刚石磨粒磨削WC 颗粒的过程中,通过磨粒对WC颗粒的切削作用,WC 颗粒发生塑性变形,当达到材料的屈服应力时,WC 相产生位错和滑移,同时部分WC 颗粒发生破碎[21],如图10 所示,由于Co 相相对较软,在磨粒的作用下,Co 随WC 晶粒一起去除,或从WC 晶粒间析出Co 涂覆于磨削表面[24],在后续磨粒的作用下,更多的WC和Co被去除,形成比较光滑的平面,如图10(a)所示,即正常的磨削过程,其刀具刃口表面基本比较光滑,如图5 左侧的正常区域所示.由于硬质合金内部存在大小不同的WC 颗粒,特别是存在高硬度大颗粒WC 时,在磨粒切削作用下,薄的结合层在严重挤压下容易发生断裂,部分颗粒被磨粒挤压从基体中带出形成凹坑,漏出加工表面下方的WC颗粒[22].
由于硬质合金中WC 和Co 硬度、热膨胀系数等不同,Co 相在磨粒的作用下发生塑性变形并从材料中析出,WC 颗粒缺少黏结相Co 的支撑,表面强度下降,磨粒作用于WC 颗粒上时,使得WC 颗粒内部位错增大,当超过一定量时,将会形成微裂纹,裂纹沿着WC/Co或WC/WC 及Co相传播[23].因此在WC 颗粒中出现裂纹,同时会导致WC 和Co 相边界出现裂纹.随着后续磨粒的挤压,裂纹进一步扩展,导致局部区域的WC 晶粒大面积断裂和脱落,在宏观上呈现出锯齿,如图10(b)所示.如图10(c)所示,由于刀片刃口具有一定的倾角,砂轮作用于刃口时会对刃口形成一定的扭矩M,刃口外侧缺少支撑,导致WC 颗粒脱离,WC 颗粒沿WC/Co 或WC/WC 边界旋转,留下随机分布的微断裂间隙,加剧了锯齿的形成.图11为刀片刃口锯齿微观形貌的SEM 图,从图中可以看出:刃口处刀片材料脱落形成锯齿,参考图11(a);一些大颗粒WC 在磨粒的挤压作用下,从表面脱落形成凹坑,参考图11(b);以及磨削过程中一部分析出的Co相涂覆在WC表面,形成涂覆层,参考图11(c);部分大颗粒WC 由于受力形成的位错较大,内部产生微裂纹.
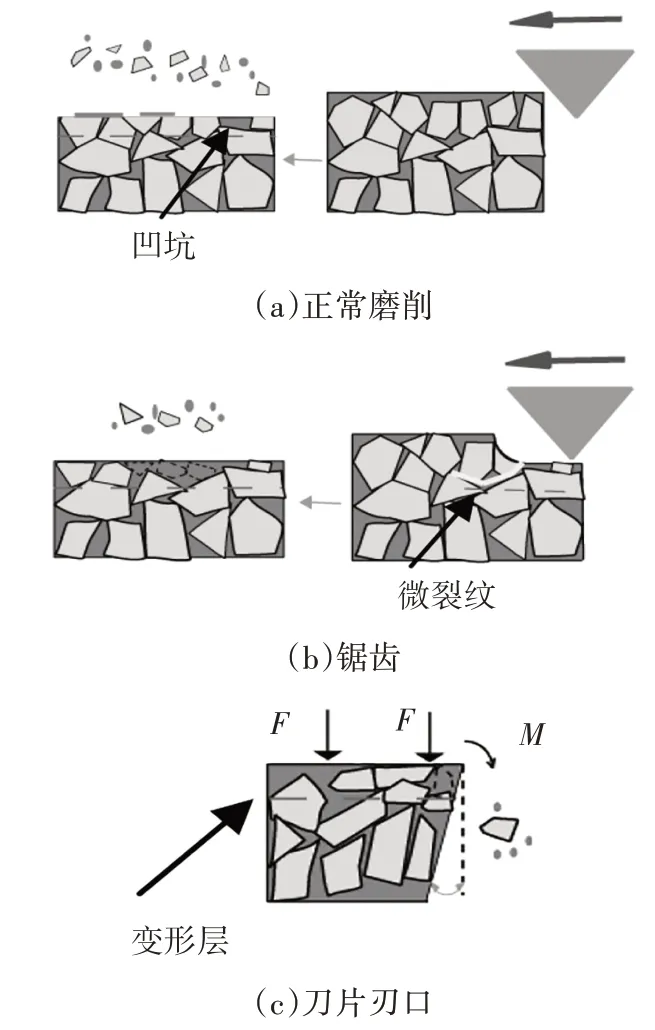
图10 锯齿形成机理示意图Fig.10 Schematic diagram of saw-tooth formation mechanism

图11 锯齿微观形貌的SEM图Fig.11 SEM image of saw tooth microstructure
4 结论
1)正交试验结果表明,影响硬质合金圆弧锯齿深度大小的顺序为:磨削深度>圆弧转动速度>砂轮磨削圆弧速度.影响硬质合金圆弧表面处的表面粗糙度大小的顺序为:磨削深度>砂轮磨削圆弧速度>圆弧转动速度,其中圆弧转动速度和砂轮磨削圆弧速度的影响相差不大.
2)随着砂轮速度的增大,刀片圆弧处的锯齿和表面粗糙度减小;随着圆弧转动速度的增大,刀片圆弧处的锯齿和表面粗糙度增大;随着磨削深度的减小,刀片圆弧处的锯齿和表面粗糙度减小,其中获得较好的表面质量的磨削工艺参数为:砂轮速度24 m/s,圆弧转动速度8°/s,磨削深度0.05mm.
3)硬质合金刀片圆弧处锯齿的形成主要与刀片材料、结构及磨削过程中作用于刀片圆弧上的应力有关.
猜你喜欢
铝加工(2021年5期)2021-11-17
金刚石与磨料磨具工程(2021年5期)2021-11-06
天天爱科学(2021年10期)2021-10-11
文萃报·周五版(2021年25期)2021-08-06
腐蚀与防护(2020年4期)2020-05-23
山东工业技术(2016年15期)2016-12-01
湖南大学学报·自然科学版(2014年2期)2014-12-25
锻造与冲压(2014年14期)2014-10-10
中国新技术新产品(2012年19期)2012-10-16
扬子江诗刊(2011年2期)2011-08-15