
LS/XS 19.7 tex SJ品种纺纱锭速提升方法探析
2022-04-27 07:04王志方曹端山侯英华
纺织器材 2022年2期
王志方,曹端山,侯英华,张 凯
(德州恒丰集团 夏津仁和纺织科技有限公司,山东 夏津 253200)
2020年7月—2021年6月,笔者公司细纱车间LS/XS 60/40 19.7 tex SJ品种在机约50台。由于该品种纺纱机台多、锭速低,导致日产量、吨纱产质量低,吨纱耗电量高等问题,为实现“优质、高产、低耗”生产,公司从人、机、料、法、环5个方面综合分析,探寻提高该品种锭速的有效方法,以提高产量,稳定质量,降低消耗。
1 纺纱锭速现状
2020年7月—12月,LS/XS 60/40 19.7 tex SJ品种锭速统计见表1,纱疵类别统计见表2。
由表1可知,2020年7月—12月,该品种平均纺纱锭速未超过14 000 r/min,严重制约产量的提高;由表2可知,大纱小纱断头和落后锭子(钢丝圈选型)是成纱不合格品率高的主要原因。

表1 2020年7月—12月纺纱锭速统计

表2 2020年7月—12月纱疵类型统计
2 影响锭速的原因
针对LS/XS 60/40 19.7 tex SJ品种纺纱锭速持续偏低问题,QC小组成员分析认为纺纱锭速持续偏低的系统因素如下[1]。
人:空粗纱脱断,错用钢丝圈,坏胶辊、胶圈,牵伸区不干净,网格圈不灵活。工艺:钢丝圈配置,选型以及周期,锭速分段优化,定长设定,出硬头,新胶辊、胶圈优化条干、控制细节。原料:品质、色差、接批纤维强力低,半成品疵点,硬丝、整齐度。设备:歪锭子、歪气圈,导纱钩不正、歪斜、隔纱板三心不同一,锭子缺油、麻手,钢领发涩。环境:温湿度异常,机台边车温湿度控制。
为了确认纺纱锭速偏低的主要原因,公司组织人员对相关因素进行大量试验和跟踪。LS/XS 60/40 19.7 tex SJ品种纱不同因素的提速断头数量统计结果见表3,对不同因素的验证及讨论分析见表4。

表3 各因素断头数量 单位:个/(千锭·h)
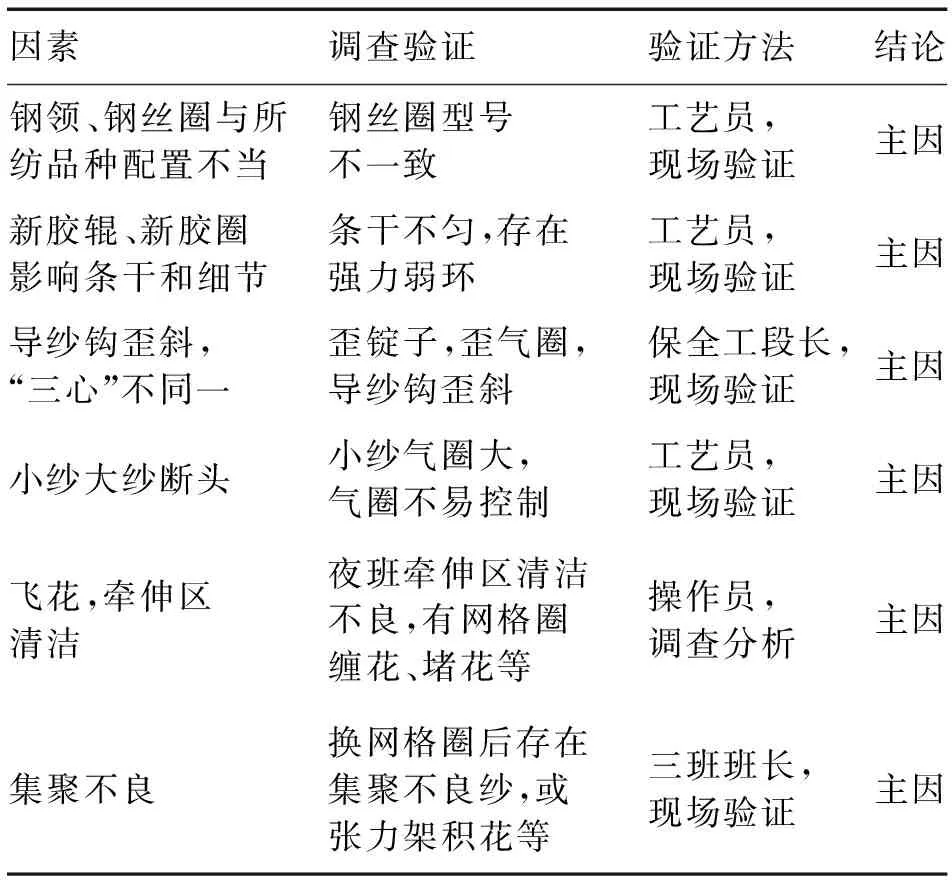
表4 提速断头不同因素的验证及分析
通过对以上统计结果的讨论、分析,将影响提速断头的主要因素定为:牵伸区清洁、集聚不良,小纱大纱断头,新胶辊、新胶圈影响条干和细节,钢领、钢丝圈与所纺品种配置不当,导纱钩歪斜和落后锭子。
3 提高锭速的有效方法
3.1 钢领钢丝圈优化
a) 通过大量试验及生产验证,不断总结钢领、钢丝圈的优选经验,以降低断头率。如:根据纤维特性合理选配钢领、钢丝圈[2];通过钢丝圈对比试验,优选进口系列钢丝圈,实现钢领、钢丝圈的合理配置。
b) 通过跟踪试验,合理调整优化钢丝圈使用周期。
c) 钢丝圈到期后,进行钢丝圈更换磨合,并就提速标准以及如何提速,对一线员工进行培训。
d) 保养工段严格按照钢丝圈的使用周期更换钢丝圈,杜绝钢丝圈混用问题。
通过以上措施,瞬时断头减少,生产效率提高。
3.2 落后锭子检修
提速后,存在部分落后机台问题,须对落后锭子及时检修;安排责任人对“三心”不同一、歪锭子、歪气圈、隔纱板歪斜、钢领发涩、导纱板不正、导纱钩不良、堵笛管、机型选择不当等问题造成的断头进行检修,并由包机责任人进行检查落实;由保全工段修复好难纺机台及落后锭子。
通过以上措施,经过2021年1月—6月调查反馈,因落后锭子影响提速的问题得到改善。
3.3 胶辊胶圈优选
优选胶辊、胶圈,通过对比试验合理配置;胶辊工段提前做好涂料配比调整工作,避免胶辊出现粘、缠等问题;缩短胶辊调换人员检查上车胶辊周期,杜绝因胶辊原因造成的品种断头。
通过以上措施,经过2021年8月—9月调查发现,因胶辊、胶圈不良造成的提速不到位问题改善。
3.4 牵伸区飞花清洁
a) 操作员严查机台清洁,对执行清洁工作法不到位的值车工进行一对一培训,对难纺的落后机台以及需要加小扫的机台进行反馈;在检查过程中发现异常锭子,要求值车工做好标记,及时修复。
b) 轮班长对纺LS/XS 60/40 19.7 tex SJ天丝品种机台,尤其是边车的温湿度重点关注,发现异常及时反馈空调工段;在提速时严格按照提速标准执行,并合理安排天丝品种值车工的看台工作。
通过以上措施,经过2021年1月—6月调查发现,在各班严格执行工作法后,未出现因牵伸区清洁以及飞花附入引起的断头。
3.5 解决集聚不良问题
a) 对于LS/XS 60/40 19.7 tex SJ品种纱,车间基层管理人员分区包片查找、整改因集聚不良造成的断头,并例会汇总其主要原因;通过车间基层管理人员的检查,带动值车工增强把关意识。
b) 更换274号~285号新车网格圈规格为131 mm×23.5 mm,减少了因网格圈不灵活造成的小辫纱。
c) 保全工段及修机工对小罗拉进行改造,更换不同直径的负压小罗拉并重点跟踪检查喇叭口歪斜、负压胶辊歪斜等,优化负压值。
通过以上措施,经过2020年6月-10月调查发现,未出现因集聚不良造成的断头。
3.6 提高包机和维修质量
通过保全和保养工段落实好各项措施和提高各级管理人员的检查力度,经过2021年6月-10月调查发现,未出现因设备异常造成的断头。
4 锭速提高的效益统计
4.1 管理制度实现标准化
从设备、工艺和运转操作等方面,对提速断头的因素进行反复分析和试验,确定了主要因素并采取措施,在取得一定效果后,将相关措施纳入车间设备管理规定中,实现管理制度的标准化。
4.2 经济效益
通过改进措施,LS/XS 60/40 19.7 tex SJ品种的锭速提高800 r/min,前罗拉转速提高9 r/min,台时产量增加0.397 kg,台日产量增加9.54 kg,台月产量增加286 kg。按50台细纱机计算,每月产量增加14 300 kg。
4.3 管理效益
a) 提高了车间技术人员、管理人员及操作工对新型设备和技术使用过程中,出现问题的分析和解决能力。
b) QC小组成员“团结、敬业、创新”的精神进一步增强,主观能动性进一步发挥,凝聚力进一步增强,整个团队分析问题、解决问题的能力得到提升,解决问题时注重理论与实际相结合的工作方法得到深化。
c) 车间设备检修包机管理规定实现细化和完善,加大了设备检查力度,增强了队员之间、队和队之间、工段间的互查,激励和提高了包机人员的主动性和积极性。
5 结语
5.1通过采用有效方法,LS/XS 60/40 19.7 tex SJ品种纺纱锭速得到提高,平均锭速达14 800 r/min以上,同时操作工值车能力及设备维修人员的维修技能也得到提升。之后,借鉴该品种提速方法,对其他品种机台纺纱锭速进行提升,大幅提高整体产量。
5.2集聚纺设备宜采用高端器材专件和新工艺,并通过不断试验和验证,进行推广,为提高纺纱锭速打好基础,同时形成完整的提速攻关制度。
5.3对提速过程中的问题做到有检查、有考核、有落实,同时加强基础管理,保证维修质量,更好、更稳定地提高纺纱锭速、增加机台产量。
猜你喜欢
电脑报(2022年12期)2022-04-06
时代汽车(2021年4期)2021-04-02
科学与信息化(2020年28期)2020-12-21
山东工业技术(2018年15期)2018-09-26
中国纤检(2017年3期)2017-04-06
艺术科技(2017年1期)2017-04-05
纺织导报(2015年6期)2015-12-31
老友(2010年3期)2010-03-25
中国纺织(2009年5期)2009-08-12
中国青年(1984年6期)1984-08-20
